

4.8 Техпроцесс герметизации свч блока с применением резиновых уплотнителей.
Герметизация СВЧ блока проводится в два этапа. На первом этапе кисточкой наносится лак на наиболее хрупкие узлы и соединения (прежде всего для защиты от механических повреждений, что связано с очень маленькими размерами элементов СВЧ схем). На втором этапе производится герметизация блока в металлический корпус. Можно выделить следующие основные этапы непосредственно герметизации СВЧ блока в корпус:
Припайка платы к корпусу;
Смазывание уплотнителя циатамом;
Стягивание винтами крышки и корпуса;
Откачка воздуха из корпуса;
Заполнение корпуса сухим гелием;
Закрытие трубки холодной сваркой;
Подтягивание винтов в течение @ двух недель.
Полная схема герметизации СВЧ блока представлена на рисунке 4.12.
 Входной
контроль изделия,
Входной
контроль изделия,
герметизирующих деталей и конструкций.


Подготовка лака.

 Очистка
платы и герметизирующих
Очистка
платы и герметизирующих
деталей от загрязнений.

 Нанесение
лака
Нанесение
лака
на отдельные элементы схемы.

 Сушка.
Сушка.


Припайка платы к корпусу.


Нанесение циатама
на резиновый уплотнитель.

 Сборка
и стягивание корпуса винтами.
Сборка
и стягивание корпуса винтами.

 Откачка
воздуха из корпуса.
Откачка
воздуха из корпуса.

 Заполнение
корпуса
Заполнение
корпуса
сухим гелием.


Закрытие откачной трубки холодной сваркой.


Подтягивание винтов через 2 недели.

 Проверка
герметичности.
Проверка
герметичности.
Рис. 4.12 Техпроцесс герметизации резиновым уплотнителем.
4.9 Расчёт времени влагозащиты для корпусов с влагопроницаемыми крышками.
4.9.1 Рассредоточенный плоскостной гвп (генератор водяного пара).

l
H
C=Cкр
2r
Рис. 4.13
В таких корпусах наблюдается наиболее простая картина поля влажности в процессе увлажнения. Фронт влаги с критической концентрацией Скр в виде плоскости, расположенной нормально к оси корпуса, продвигается последовательно вглубь корпуса. Время влагозащиты таких корпусов определяется временем увлажнения объёма корпуса с глубиной проникновения l влаги от крышки корпуса до плоскости с Скр, где располагаются влагочувствительные элементы:
tрп = p r2 l(1-kн)l m
3.9.2 Корпуса с влагопроницаемыми микроразъёмами в крышке.
При увлажнении таких корпусов следует различать две стадии увлажнения:
Первая стадия увлажнения: Вторая стадия увлажнения:
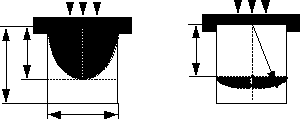
l lц Vц
H V’ст A l
Vc x fx
2r
На первой стадии увлажнения при глубине проникновения влаги l<r расчет времени tст ведётся с расчётом увлажнённого объёма Vст в виде полушара диаметром D<2r:
t’ст = 2pl3 (1-kн)l · m/3
Вторая стадия увлажнения начинается при l>r (или l>H в плоских корпусах), когда увлажняемый объём V’’ст слагается из суммы двух объёмов, а именно объёма Vц верхней цилиндрической части корпуса и объёма шарового сегмента Vc. Вторая часть объёма по мере диффузии влаги в корпус непрерывно уменьшается, приближаясь к нулю при l®¥.
Объём Vc описывается функцией:
Vc = p ò f2(x) dx,
которая своим вращением вокруг оси х формирует искомый объём. Для рассматриваемых корпусов:
 f(x)
= l2
— x2
f(x)
= l2
— x2
Время влагозащиты для рассматриваемых корпусов составит:
 t’’ст
=
2p(
l3
— l3ц)(1-
kн)m/3
t’’ст
=
2p(
l3
— l3ц)(1-
kн)m/3