

1.4. Строение сплавов
Сплавы – важные вещества, получаемые сплавлением или спеканием двух или нескольких элементов периодической системы, называемых компонентами. Сплав считается металлическим, если его основу (свыше 50 % по массе) составляют металлические компоненты. Металлические сплавы обладают более высокими прочностными и другими механическими свойствами по сравнению с чистыми металлами.
В зависимости от природы сплавляемых компонентов сплавы, взаимодействуя друг с другом, могут образовать различные по строению и свойствам продукты. Характер взаимодействия компонентов при сплавлении зависит от их положения в таблице Д. И. Менделеева, особенностей строения электронных оболочек их атомов, типов и параметров их кристаллических решеток, соотношения температур их плавления, атомных диаметров и других факторов.
Компоненты при сплавлении могут образовывать смеси зерен с пренебрежимо ничтожной взаимной растворимостью, неограниченно или частично растворяться друг в друге, а также образовывать химические соединения.
Смесь образуется при взаимодействии компонентов, не способных к взаимному растворению в твердом состоянии и не вступающих в химическую реакцию с образованием соединения (рис. 1.9). В этих условиях сплав состоит из чистых зерен обоих компонентов, сохраняющих присущие им типы кристаллических решеток и прочностные свойства. Механические свойства таких сплавов зависят от количественного соотношения компонентов, от размеров и формы зерен и соединения их границ.

Рис. 1.9. Микроструктура смеси (схема)
Химическое соединение представляет собой зерна со специфической кристаллической решеткой, отличной от решеток обоих компонентов. При образовании химического соединения соотношение чисел атомов элементов соответствует стехиометрической пропорции, что выражается формулой АпВт. Связь между атомами в них сильнее и жестче металлической. Поэтому они являются очень твердыми и хрупкими веществами.
Химическое соединение характеризуется определенной температурой плавления, скачкообразным изменением свойств при изменении состава. Если химическое соединение образуется только металлическими элементами, то в узлах решеток располагаются положительно заряженные ионы, удерживаемые электронным газом, и возникает металлическая связь.
При образовании химического соединения металла с неметаллом возникает ионная связь. В результате взаимодействия элементов в этом случае атом металла отдает электроны (валентные) и становится положительным ионом, а атом металлоида принимает электроны на свою внешнюю оболочку и становится отрицательным ионом. В решетке химического соединения такого типа элементы удерживаются электростатическим притяжением.
Если образующиеся в сплавах химические соединения оказываются стойкими веществами, не диссоциирующими при нагреве вплоть до температуры плавления, то их принято рассматривать в качестве самостоятельных компонентов, способных образовывать сплавы с компонентами сплава.
Твердый раствор образуется при растворении компонентов друг в друге, является однофазным, состоит из одного вида кристаллов, имеет одну кристаллическую решетку и существует в интервале концентраций. Обозначаются твердые растворы буквами латинского алфавита: α, β, γ и т. д.
При образовании твердого раствора сохраняется решетка одного из компонентов. В этом случае компонент называется растворителем.
Атомы растворенного вещества искажают и изменяют средние размеры элементарной ячейки растворителя. Если атомы растворенного компонента В замещают в узлах решетки атомы компонента-растворителя А, то образующийся раствор называется твердым раствором замещения. Твердые растворы замещения могут быть ограниченные и неограниченные. Неограниченные твердые растворы образуются, если компоненты имеют одинаковую кристаллическую решетку и одинаковый атомный радиус. Ограниченные твердые растворы образуются, если компоненты имеют одинаковую кристаллическую решетку, а атомные радиусы разнятся.
При образовании твердых растворов внедрения атомы растворенного вещества С располагаются между атомами А в кристаллической решетке растворителя. Следовательно, диаметр атома С должен быть невелик, а внутри решетки металла А должно быть достаточное пространство для атома С (рис. 1.10). Искажения решетки при образовании твердых растворов внедрения больше, чем при образовании твердых растворов замещения, поэтому у них более резко изменяются свойства.
Образование твердых растворов сопровождается увеличением твердости и прочности, уменьшением температурного коэффициента электрического сопротивления, пластичности (исключение составляют твердые растворы на основе меди) по сравнению с чистыми металлами.
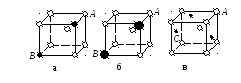
Рис. 1.10. Кристаллическая решетка ОЦК: а – неограниченный твердый раствор замещения; б – ограниченный твердый раствор замещения; в – твердый раствор внедрения
В сплавах, содержащих более двух элементов, возможно растворение в одном и том же растворителе и путем замещения, и путем внедрения. Например, при сплавлении железа с марганцем и углеродом получается твердый раствор, в котором марганец растворяется путем замещения, а углерод – путем внедрения.