

14. Деформации, напряжения, силы и температуры при резании
14.1. Схематизация стружкообразования и характеристики деформаций при резании
Упрощенная схема зоны деформации с единственной плоскостью сдвига для образования сливной (сплошной, непрерывной) стружки предложена русским ученым, профессор И. А. Тиме (рис. 14.1).
а б
Рис. 14.1. Соотношения между скоростями стружки и детали при деформации по схеме И. А. Тиме – единственной плоскости сдвига: а – схема зоны стружкообразования; б – план скоростей
В силу условия непрерывности (сплошности) несжимаемой деформируемой среды при образовании сливной стружки при плоской деформации проекции скорости резания и скорости стружки на нормаль к условной плоскости сдвига должны быть равны друг другу (рис. 14.1б):
![]() или
или
![]() .
(14.1)
.
(14.1)
Из формулы (14.1) следует
![]() .
(14.2)
.
(14.2)
Отношение скорости резания v к скорости стружки v1 называют усадкой стружки .
Вследствие
постоянства объема (![]() )
и равенства ширины стружки ширине
срезаемого слоя (
)
и равенства ширины стружки ширине
срезаемого слоя (![]() )
усадка стружки может быть определена
и как отношение толщины стружкиа1
к
максимальной толщине срезаемого слоя
ам:
)
усадка стружки может быть определена
и как отношение толщины стружкиа1
к
максимальной толщине срезаемого слоя
ам:
![]() .
(14.3)
.
(14.3)
Условие контакта стружки с инструментом требует, чтобы проекции скоростей стружки и резца (или детали) на нормаль к передней поверхности режущего лезвия были равны друг другу (рис. 14.2):
![]() ,
откуда
,
откуда
![]() .
(14.4)
.
(14.4)

Рис. 14.2. Схема скоростей резца и стружки при строгании
Отношение скорости v2, полученной из условия контакта стружки с резцом, к нормальной относительно условной плоскости сдвига составляющей скорости резания vn = v·siny называют относительным сдвигом :
![]() (14.5)
(14.5)
Используются и другие выражения для относительного сдвига , тождественные (14.5):
γ![]()
При прохождении материала через зону стружкообразования (плоскость сдвига) квадрат, сориентированный согласно рисунке 14.3, преобразуется в параллелограмм, а вписанная в него окружность – в эллипс.
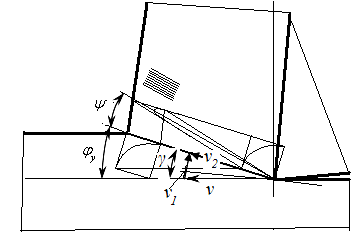
Рис. 14.3. Схема образования текстуры стружки
Угол между большой осью эллипса и направлением сдвига называют углом текстуры:
![]() .
(14.7)
.
(14.7)
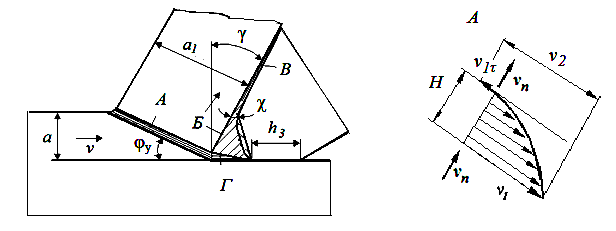
Фактически при образовании непрерывной и сплошной (сливной) стружки зона деформации не является плоскостью, а имеет более сложную форму и условно может быть разбита на несколько зон (рис. 14.4).
а б
Рис. 14.4. Схема зоны деформации: а – A – зона стружкообразования с параллельными границами; Б – застойная зона адиабатических деформаций, поперечное сечение «уса»; В и Г – зоны контактных деформаций на передней и задней поверхностях; б – распределение скоростей в зоне А
Непрерывное изменение скоростей при переходе деформируемой частицы через зону стружкообразования с параллельными границами может быть достаточно хорошо аппроксимировано функциями вида:
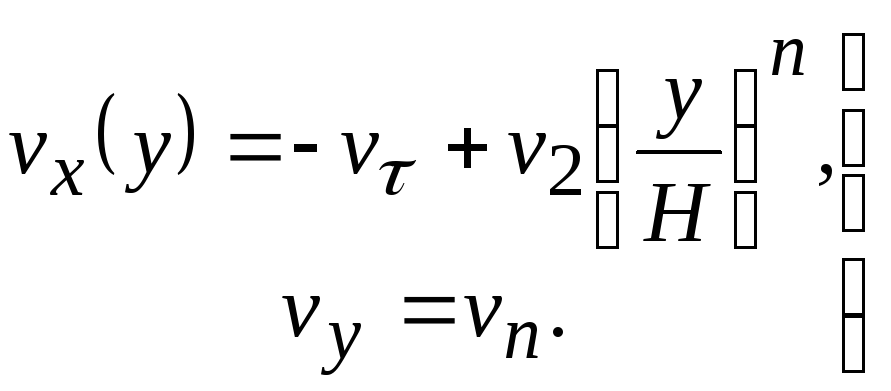 (14.8)
(14.8)
Здесь n – показатель степени, характеризующий неоднородность распределения касательной скорости vx(y) в зоне стружкообразования и, следовательно, неоднородность сдвига.
Скорость деформации сдвига:
![]() .
(14.9)
.
(14.9)
В частности, у конечной границы зоны деформации при приближении к ней со стороны зоны стружкообразования, т. е. при y, стремящемся к (H→0), скорость деформации максимальна:
![]() (14.10)
(14.10)
Для средних условий резания: = 2,5, v = 1 м/с, у=30°, n = 5, H = (0,2–0,5)a, a = 0,2 мм,
![]() c–1.
(14.11)
c–1.
(14.11)
В
сравнении со стандартными механическими
испытаниями на растяжение, сжатие, при
которых скорость деформации приблизительно
равна 10-4
– 10-3
с-1,
и даже в сравнении со скоростями
деформаций при различных методах
обработки металлов давлением
![]()
![]() скорости деформации при резании очень
велики.
скорости деформации при резании очень
велики.
Закон изменения истинных деформаций в зоне стружкообразования может быть получен интегрированием скоростей деформации:
![]() (14.12)
(14.12)
Согласно (14.12) деформация в зоне стружкообразования может рассматриваться как неоднородный сдвиг.
Наибольшего значения истинный сдвиг достигает при y = H, т. е. у конечной границы зоны стружкообразования:
![]() (14.13)
(14.13)