

Раздел IV. Способы литья в металлургии и машиностроении
8. Производство чугуна и стали
8.1. Производство чугуна
Выплавку чугуна из железосодержащих материалов в специальных шахтных печах (домнах) называют доменным процессом.
Важная роль чугуна в металлургии и вообще в экономике страны определяется тем, что он является первичным продуктом переработки железных руд путем их плавки в доменных печах. Свыше 80 % чугуна, выплавляемого в доменных печах, в дальнейшем перерабатывается в сталь. Эти чугуны называются передельными.
Чугуны, предназначенные для получения фасонного литья в машиностроительном производстве, называют литейными. С целью повышения качества отливок применяют небольшое количество добавок для модифицирования и легирования (хрома, никеля и др.). Введение в расплавы модификаторов (например, магния, ферросилиция, силикокальция, алюминия, титана) способствует кристаллизации структурных составляющих в измельченной форме. Легирование также способствует улучшению механических свойств путем изменения строения и структуры сплавов.
Специальные чугуны, или доменные ферросплавы, выплавляют в небольших количествах и применяют для раскисления и легирования стали.
Для выплавки чугуна используют железную руду, а также марганцовые, хромовые и комплексные руды, топливо и флюсы. Составленные в необходимой пропорции и форме они образуют шихту.
Железные руды содержат железо в виде оксидов (окислов), например: Fe2O3 (красный железняк), Fe3O4 (магнитный железняк). В 2002 г. в России добыто около 84,2 млн т железных руд.
Для повышения производительности доменной печи, экономии кокса, улучшения качества чугуна железную руду предварительно дробят, сортируют для получения кусков требуемой величины и обогащают, отделяя и устраняя пустую породу. Для удаления вредных примесей и улучшения металлургических свойств шихту, состоящую из железной руды и флюса, спекают на агломерационных машинах при температуре 1300–1500 С, подвергают окатыванию и обжигу при температуре 1200–1350 С, получая прочные пористые окатыши диаметром до 30 мм.
Флюсы – это материалы преимущественно минерального происхождения, вводимые в шихту для образования шлака и регулирования его состава, в частности для связывания пустой породы, продуктов раскисления металла, а также уменьшения процентного содержания вредных примесей. По химическому составу флюсы делятся на основные (известняк СаСО3), кислые (кремнезем) и нейтральные (глинозем).
Шлаком называют расплав, покрывающий поверхность жидкого металла, после затвердевания представляющий собой камневидное или стекловидное вещество.
В качестве основного топлива для доменной плавки служит кокс. Кокс представляет собой твердый углеродистый остаток, образующийся при нагревании каменного угля до температуры 950–1050 С без доступа воздуха. Содержание углерода в коксе – 96–98 %. Низшая теплота сгорания – 29 МДж/кг.
Доменная печь (рис. 8.1) – шахтная печь для выплавки чугуна из железной руды. Она устанавливается на бетонном фундаменте, имеет стальной кожух, выложенный внутри огнеупорным кирпичом.
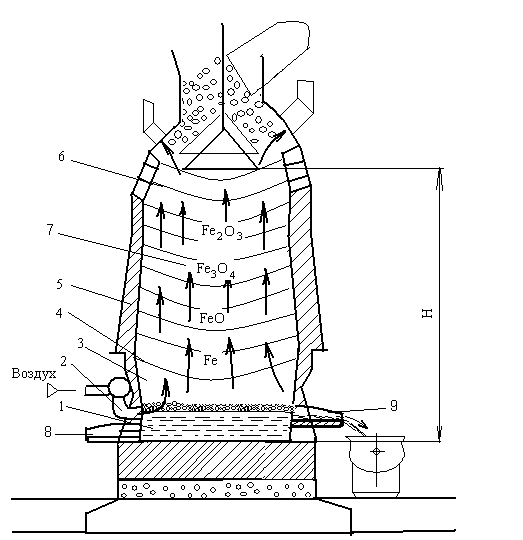
Рис. 8.1. Схема устройства доменной печи: 1 – горн; 2 – фурма; 3 – заплечники; 4 – распар; 5 – шахта; 6 – колошники; 7 – шихта; 8 – чугунная летка; 9 – шлаковая летка
В верхней части печи, называемой колошником 6, находится засыпной аппарат, предназначенный для загрузки шихты. Под (дно) доменной печи расположен над бетонным фундаментом и называется лещадью. Поскольку на лещади скапливается расплавленный чугун, ее выкладывают углеродистым кирпичом и блоками, содержащими до 92 % углерода в виде графита и обладающими высокой огнеупорностью.
В нижней части печи – горне имеются отверстия для выпуска расплавленного чугуна (чугунная летка) и шлака (шлаковая летка). Чугун выпускают из печи через каждые 3–4 часа, а шлак – через 1–1,5 часа и сливают в чугуновозные ковши и шлаковозные чаши. Чугунную летку открывают бурильной машиной. После каждого выпуска чугуна или шлака чугунную летку заделывают огнеупорной массой, а шлаковую летку обычно закрывают металлической пробкой.
В верхней части горна находятся устройства (фурмы), через которые в печь поступает воздух, необходимый для горения топлива. Вблизи фурм кокс, взаимодействуя с кислородом нагретого воздуха, сгорает, образует газовый поток, содержащий угарный газ (окись углерода) СО, углекислый газ (двуокись углерода) СО2, N2, метан CH4 и др. Некоторые из образующихся газов – вредные и опасные. Так, например, в производственных помещениях не допускается содержание угарного газа более чем 0,03 мг/л. Наличие метана в воздухе от 5 до 15 % по объему приводит к образованию взрывчатой смеси.
Воздух поступает в доменную печь из воздухонагревателей. Подогрев воздуха снижает расход топлива. Внутри воздухонагревателей имеются насадки из огнеупорных кирпичей и камеры сгорания. В камеру сгорания подают доменный газ, который, сгорая, проходит через насадку и нагревает ее. Затем подача газа прекращается и через нагретую насадку пропускается воздух, который при этом нагревается до 1000–1200 С. Наличие нескольких воздухонагревателей, работающих попеременно, обеспечивает непрерывную подачу в рабочее пространство печи нагретого воздуха.
Непосредственно несколько выше зоны подачи воздуха (выше уровня фурм) температура рабочего пространства печи достигает 2000 С. Эта часть печи выполняется наиболее широкой и называется распаром. Ниже распара расположены заплечики с сужающимся книзу поперечным сечением. Они замедляют опускание шихты. Выше распара поперечное сечение шахты также уменьшается, что способствует свободному опусканию шихты.
Горячие газы более легкие, чем воздух, поднимаясь, отдают теплоту шихте, нагревают ее. Температура рабочего пространства постепенно снижается до 300–400 С у колошника.
В процессе доменной плавки осуществляется встречное движение нисходящего потока сырых материалов (шихты) – железной руды, агломерата или окатышей, флюсов и топлива (кокса), загружаемых в доменную печь сверху, и восходящего потока газов, образующихся в горне печи. Шихта под действием веса опускается, постепенно нагреваясь. В результате взаимодействия этих потоков содержащиеся в руде окислы железа восстанавливаются при помощи углерода кокса и окиси углерода, образующейся в зоне фурм при горении кокса, которые отнимают от окислов кислород.
При температуре около 570 С и выше происходит восстановление оксидов железа:
![]() .
(8.1)
.
(8.1)
Реакции восстановления железа из оксидов являются эндотермическими, т. е. проходят с поглощением теплоты. Это вызывает необходимость сжигания большого количества топлива.
При температуре 1000–1100 С восстановленное железо взаимодействует с углеродом кокса и оксидом углерода. Полученное железо, взаимодействуя с коксом, науглероживается, образуя чугун, стекающий в жидком виде в горн доменной печи.
Образующийся железоуглеродистый сплав имеет более низкую температуру плавления (согласно диаграмме «Железо – Цементит», от 1147 до 1500 С), благодаря чему на уровне распара и заплечиков он расплавляется.
Оксиды марганца, содержащиеся в руде, восстанавливаются до MnO, который, взаимодействуя с углеродом кокса, образует карбид Mn3C или входит в состав шлака. Карбид Mn3C растворяется в железе, повышая содержание марганца и углерода в чугуне.
Кремний, содержащийся в виде SiO2, также частично переходит в шлак, а частично восстанавливается углеродом и растворяется в железе, повышая содержание кремния в чугуне.
Фосфор, восстанавливающийся при температуре 1300 С, а также фосфид железа Fe3P растворяются в железе, увеличивая содержание этой вредной примеси. Аналогично растворяется в чугуне FeS. Часть серы в виде CaS удаляется в шлак:
![]() .
(8.2)
.
(8.2)
Расплавленная пустая порода руды, зола кокса и флюсы образуют шлак, всплывающий над слоем чугуна вследствие разницы их плотностей. Чугун и шлак из доменной печи выпускают раздельно через соответствующие отверстия (летки).
Для усовершенствования доменного процесса применяют:
обогащение воздушного дутья газообразным кислородом с целью интенсификации процесса;
вдувание газообразного топлива (природного газа), жидкого или пылеугольного топлива в целях экономии кокса;
повышение давления газа под колошником для лучшего распределения газового потока и уменьшения выноса пыли.
Характеристики доменной печи. Объем, занимаемый шихтой от лещади до нижней кромки засыпного аппарата, называется полезным объемом. Полезная высота рабочего пространства печи может быть около 35 м, а диаметр – около 15 м. Таким образом, полезный объем крупной доменной печи V = 5000 м3. Производительность такой печи P = 11000 т/сутки.
Отношение полезного объема к суточной производительности называют коэффициентом использования полезного объема (КИПО). В рассмотренном примере КИПО равен 0,45, то есть менее 0,5.
Другая важная характеристика – удельный расход кокса К, равный отношению расхода кокса А к количеству выплавленного за то же время чугуна. Для доменных печей удельный расход кокса К = 0,5–0,7. Так, при К = 0,6, P = 11 000 т/сутки потребуется (А = К · Р) 6600 тонн кокса в сутки.
Стоимость суточной продукции такой домны при стоимости передельного чугуна 150 $ составляет около 1650000 $, причем примерно 60 % этой стоимости, т. е. около 1 млн долларов ежесуточно составляют затраты на топливо.
Непосредственно на нагрев и плавление чугуна расходуется около 7,4 % теплоты, выделившейся при сгорании топлива. Тепловой коэффициент полезного действия домны остается весьма низким (по некоторым данным, он не превышает 10–15 %). В связи с этим энергосберегающие мероприятия имеют большое значение для совершенствования доменного процесса.
Оценим эту теплоту, которая отводится через стены домны при стационарном теплообмене с окружающей средой. Высота рабочей зоны домны h1 = 35 м, полезный объем V = 5000 м3 .
Внутри рабочего пространства домны температура изменяется от 2000 С на лещади до 500 С на высоте колошников по линейному закону
![]() .
(8.3)
.
(8.3)
Температуру внешней поверхности домны примем равной нулю, таким образом, . Коэффициент теплопроводности кладки равен 2 Вт/м·К. Толщина стен домны x = 0,5 м (рис. 8.2).
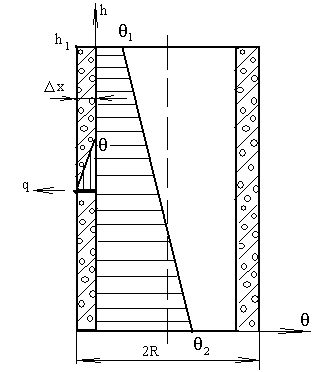
Рис. 8.2. Схема к расчету теплоотдачи от боковой поверхности домны
Плотность теплового потока q, согласно основному закону теплопроводности при стационарном теплообмене, рассчитывается следующим образом:
![]() .
(8.4)
.
(8.4)
Количество теплоты, которое отводится за сутки через внешнюю поверхность домны:
 .
(8.5)
.
(8.5)
При
теплоте сгорания кокса L=29
МДж/кг
эта теплота соответствует 24 тоннам
кокса в сутки, а по стоимости – 3600 $.
При
этом за год теряется
![]() МДж,
стоимость этой энергии составляет около
1314000 $. Уменьшить эти тепловые потери
можно, введя дополнительную тепловую
изоляцию домны. Это можно сделать,
разместив между огнеупорной кладкой и
кожухом домны слой из жаропрочных
теплоизоляционных материалов (например,
из вермикулитобетона, теплопроводность
которого равна 0,08–0,1Вт/м·К).
МДж,
стоимость этой энергии составляет около
1314000 $. Уменьшить эти тепловые потери
можно, введя дополнительную тепловую
изоляцию домны. Это можно сделать,
разместив между огнеупорной кладкой и
кожухом домны слой из жаропрочных
теплоизоляционных материалов (например,
из вермикулитобетона, теплопроводность
которого равна 0,08–0,1Вт/м·К).