

12.2. Оборудование для ковки и штамповки
Ковку и штамповку выполняют на ковочных и штамповочных молотах и прессах.
Ковочный молот – машина для обработки металлических заготовок ударами падающих частей.
По роду привода молоты бывают паровоздушные (рис. 12.5а), пневматические (рис. 12.5б), механические, гидравлические.
Паровоздушные молоты приводятся в действие паром или сжатым воздухом давлением 0,7–0,9 МПа. Перемещение бабы 1 относительно направляющих 2 происходит при движении поршня 3 под действием сжатого пара или воздуха. При подаче пара (или воздуха) в верхнюю полость цилиндра 4 падающие части перемещаются вниз и наносят удар по заготовке, уложенной на нижний боек 5. При подаче пара (или сжатого воздуха) в нижнюю полость цилиндра падающие части поднимаются в верхнее положение.
Пневматический молот имеет два цилиндра: рабочий 1 и компрессорный 2. Поршень 3 компрессорного цилиндра перемещается шатуном 4 от кривошипа 5. При этом воздух поочередно сжимается до 0,2–0,3 МПа в верхней или нижней полостях цилиндра и при нажатии на педаль или рукоятку, которые открывают золотники 6 и 7, поступает в рабочий цилиндр 1. Здесь он действует на поршень 8. Поршень вместе с массивным штоком 9 одновременно является бабой молота, в которой крепится верхний боек 10. При перемещении падающих частей вниз верхний боек ударяет по заготовке, уложенной на неподвижный нижний боек 11.
а б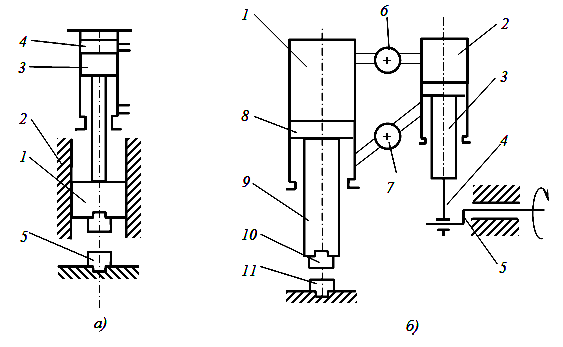
Рис. 12.5. Принципиальные схемы паровоздушного (а) молота: 1 – баба, 2 – направляющие, 3 – поршень, 4 – цилиндр для подачи пара, 5 – нижний боек;
и пневматического (б) молота: 1 – рабочий цилиндр, 2 – компрессорный цилиндр, 3, 8 – поршни, 4 – шатун, 5 – кривошип, 6, 7 – золотники, 9 – шток, 10 – верхний боек,
11 – нижний боек
Основание
ковочного молота (шабот) имеет массу,
значительно (примерно в 8–15 раз)
превышающую массу падающих частей.
Шаботы штамповочных молотов еще массивнее
– в 20–30 раз больше массы падающих
частей. Это обеспечивает высокий КПД
удара (![]() )
и высокую точность соударения частей
штампа. Кроме того, для этой же цели они
имеют усиленные регулируемые направляющие
для движения бабы.
)
и высокую точность соударения частей
штампа. Кроме того, для этой же цели они
имеют усиленные регулируемые направляющие
для движения бабы.
По способу работы различают молоты простого и двойного действия. В первых падающая часть (баба) падает свободно, под действием собственного веса, а в других – дополнительно разгоняется. Скорости бабы высокоскоростных молотов достигают до 25 м/с вместо 3–6 м/с у обычных молотов. Паровоздушные ковочные молоты строят с массой падающих частей 500–5000 кг, а штамповочные – 500–30 000 кг. На ковочных молотах изготовляют поковки от 20 до 2000 кг, как правило, из прокатанных заготовок или из слитков. Максимальная масса штампованных поковок – 1000 кг.
У бесшаботных паровоздушных молотов шабот заменен нижней подвижной бабой, соединенной с верхней бабой механической или гидравлической связью.
Необходимый молот выбирают на основании расчета или по справочным таблицам.
Кривошипные штамповочные прессы имеют постоянный ход, равный удвоенному радиусу кривошипа (рис. 12.6). Штамповка на кривошипных прессах характеризуется высокой производительностью и точностью по высоте заготовок.
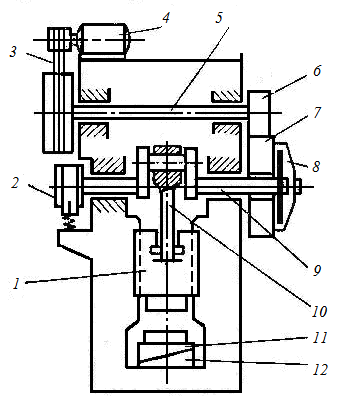
Рис. 12.6. Кинематическая схема кривошипного горячештамповочного пресса: 1 – ползун; 2 – тормоз; 3 – шкив с маховиком, соединенные клиноременной передачей; 4 – двигатель; 5 – промежуточный вал; 6 – шестерня, находящаяся в зацеплении с зубчатым колесом 7; 8 – многодисковая фрикционная муфта; 9 – коленчатый вал; 10 – шатун; 11 –штамп; 12 – стол штампового пресса
Заготовка извлекается из штампа при обратном ходе его верхней части с помощью выталкивателей. Благодаря этому удобно штамповать в закрытых штампах выдавливанием и прошивкой.
Кривошипные штамповочные прессы усилием 6,3–100 МН успешно заменяют штамповочные молоты с массой падающих частей 630–10000 кг. Однако стоимость кривошипного горячештамповочного пресса в 3–4 раза выше стоимости эквивалентного по технологическим возможностям молота.
Горизонтально-ковочные машины (ГКМ) имеют штампы, состоящие из трех частей: неподвижной 8 и подвижной матриц 1, размыкающихся в двух взаимно перпендикулярных плоскостях, и пуансона (рис. 12.7).
Пруток с нагретым участком, обращенным к пуансону, закладывают в неподвижную матрицу 8. Положение прутка определяется упором. При включении ГКМ подвижная матрица 1 прижимает пруток к неподвижной матрице 8, упор отводится в сторону, а пуансон ударяет на выступающую часть прутка, деформируя ее.
Главный ползун 7, несущий пуансон, приводится в движение от кривошипного вала 6 с помощью шатуна 5. Подвижная матрица 1 приводится от бокового ползуна 3 системой рычагов 2. Боковой ползун приводится в движение кулачками 4, сидящими на конце кривошипного вала 6.
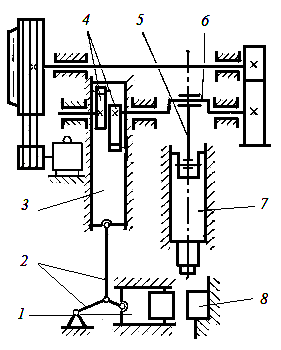
Рис. 12.7. Кинематическая схема горизонтально-ковочной машины:
1 – подвижная матрица, 2 – система рычагов, 3 – боковой ползун, 4 – кулачки, 5 – шатун, 6 – кривошипный вал, 7 – ползун, 8 – неподвижная матрица
ГКМ обычно строят с усилием до 30 МН. Основными операциями, выполняемыми на ГКМ, являются высадка, прошивка и пробивка.
Штамповку на ГКМ можно выполнять за несколько проходов в отдельных ручьях, оси которых расположены горизонтально одна над другой. Каждый переход выполняется за один рабочий ход машины.
Схема гидравлического пресса для ковки показана на рисунке 12.8. Эти машины – статического действия, продолжительность деформации составляет от единиц до десятков секунд. Чтобы преодолеть сопротивление со стороны заготовки при ее деформировании, в рабочие цилиндры гидравлических прессов подают жидкость высокого давления (до 32 МПа и более). Скорость перемещения подвижной поперечины редко превышает 30 см/с, поэтому кинетическая энергия поступательного движения подвижных частей пресса очень мала по сравнению с накапливаемой жидкостью потенциальной энергией и ею обычно пренебрегают.
Принцип действия гидравлического пресса состоит в том, что под давлением жидкости, являющейся носителем энергии (рабочим телом), плунжер 2 выталкивается из рабочего цилиндра 1, перемещает подвижную поперечину 6 с установленным на ней верхним бойком 3 и после упора в заготовку, расположенную на столе, пластически деформирует ее.
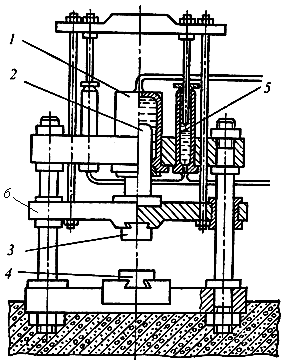
Рис. 12.8. Принципиальная схема гидравлического пресса: 1 – рабочий цилиндр, 2 – плунжер, 3 – верхний боек, 4 – нижний боек, 5 – возвратный цилиндр, 6 – подвижная поперечина
Подвижная поперечина возвращается в исходное положение под давлением жидкости, подаваемой в возвратные цилиндры 5. Описанный принцип действия гидравлического пресса остается неизменным несмотря на разнообразие технологического назначения, конструктивных форм и типов привода. Усилие современных гидравлических штамповочных прессов достигает 750 МН.