

10.4. Деформации при прокатке
При продольной прокатке одновременно пластической деформации подвергается только та часть металла, которая находится в очаге деформации (рис. 10.11).
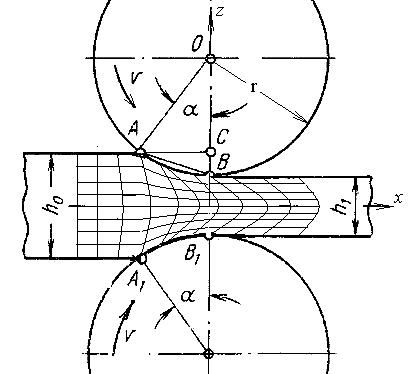
Рис. 10.11. Схема деформации прямоугольной координатной сетки в плоскости xz при прохождении металла через очаг деформации АВВ1А1 при продольной прокатке
Отношение длин заготовки после и до деформации (или отношение площадей поперечного сечения до и после деформации) называют вытяжкой:
![]() .
(10.8)
.
(10.8)
Вытяжка обычно составляет около 1,1–1,6 за 1 проход, но иногда и больше.
В качестве характеристик линейной деформации применяют
относительное
обжатие:
![]() ,
(10.9)
,
(10.9)
относительное
удлинение: ![]() ,
(10.10)
,
(10.10)
и
относительное уширение: ![]() .
(10.11)
.
(10.11)
При
прокатке широких полос прямоугольного
сечения уширение незначительно
![]() .
В этом случае деформация может считаться
плоской. При этом относительное удлинение
и относительное обжатие равны друг
другу по величине и противоположны по
знаку.
.
В этом случае деформация может считаться
плоской. При этом относительное удлинение
и относительное обжатие равны друг
другу по величине и противоположны по
знаку.
Относительное обжатие в основном измеряют в процентах. За 1 проход оно обычно составляет 10–60 %, а иногда и больше (до 90 %).
Условие неизменности объема при пластической деформации имеет вид
![]() .
(10.12)
.
(10.12)
При вычислении работы и сил деформирования используют истинные (логарифмические) деформации:
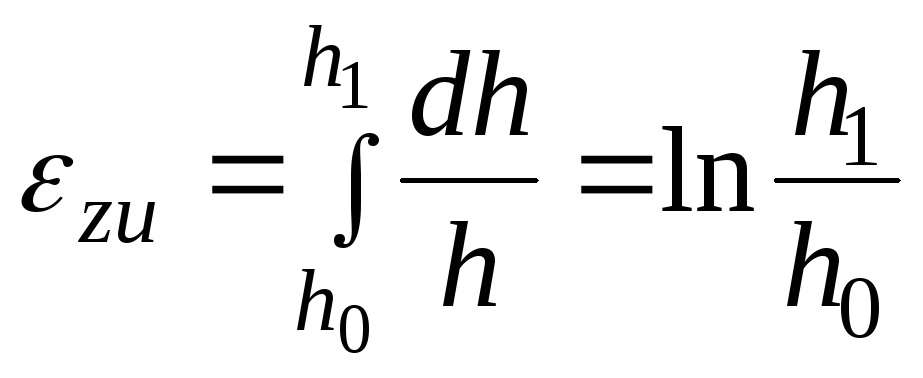 .
(10.13)
.
(10.13)
Для истинных (логарифмических) деформаций условие неизменности объема имеет вид
![]() (10.14)
(10.14)
Кроме
линейных деформаций при прокатке имеют
место и сдвиги:
![]()
![]()
Определение сдвиговых компонентов тензора деформации может быть осуществлено путем анализа искажения в процессе прокатки координатных сеток, нанесенных на поверхности деформируемых заготовок (рис. 10.12).
а б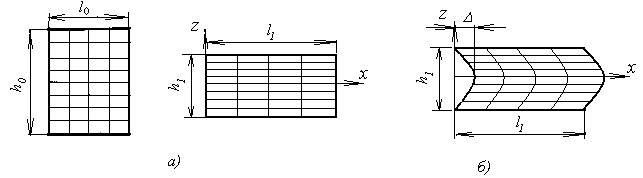
Рис. 10.12. Схематизация деформации при прокатке: а) линейные деформации, б) деформации неоднородного сдвига
Аппроксимируя искаженные линии координатной сетки параболами типа
![]() ,
(10.15)
,
(10.15)
запишем
для перемещения
![]() :
:
![]() .
(10.16)
.
(10.16)
Вычислим компоненты неоднородного сдвига:
![]() (10.17)
(10.17)
Пренебрегая уширением, запишем тензор деформации в виде
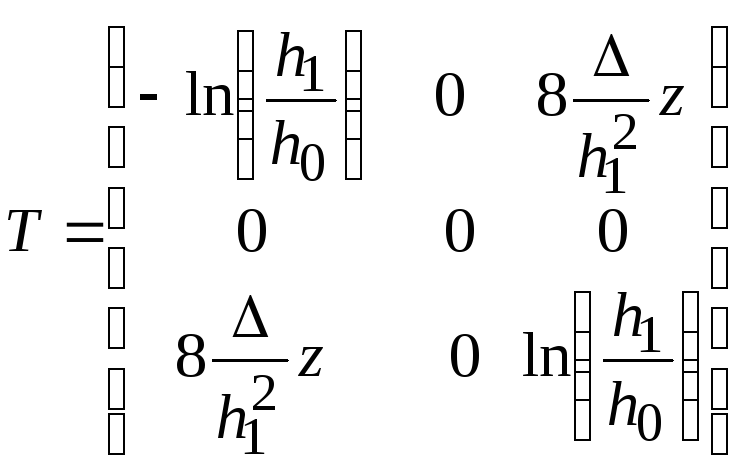 . (10.18)
. (10.18)
Вычислим интенсивность деформации:
![]() =
=
 .
(10.19)
.
(10.19)
Для вычисления работы деформации используют средние значения интенсивности деформации по сечению:
 .
(10.20)
.
(10.20)
В рассматриваемом примере прокатки широкой полосы прямоугольного сечения:
 . (10.21)
. (10.21)
Среднюю
интенсивность деформаций
![]() можно
представить в виде
можно
представить в виде
 .
(10.22)
.
(10.22)
При отсутствии сведений об искажении координатной сетки, а также для упрощения на практике зачастую для оценки деформации ограничиваются вычислением истинного обжатия, вводя эмпирические коэффициенты К, учитывающие сдвиги:
![]() где
K
= 1,15. (10.23)
где
K
= 1,15. (10.23)
В
частности, при
![]() (например, при
(например, при![]() )
)![]() 0,4
и
0,4
и![]() .
.
Используя
относительное обжатие, оценивают
скорость деформации при прокатке:
![]() ,
(10.24)
,
(10.24)
где
![]() скорость выхода металла из валков, м/с,L
–
горизонтальная проекция дуги захвата,
м:
скорость выхода металла из валков, м/с,L
–
горизонтальная проекция дуги захвата,
м:
![]() (10.25)
(10.25)
где D – диаметр рабочего валка, – угол захвата.
В
частности, при
![]() =
1 м/с,D
= 0,6 м,
= 30º, h1
=
0,1 м, h0
=
0,04 м,
=
1 м/с,D
= 0,6 м,
= 30º, h1
=
0,1 м, h0
=
0,04 м,
![]() .
.
При прокатке в зависимости от условий деформирования скорости деформации могут изменяться в широких пределах: от 0,1 до 1000 с–1.