

18.2. Поднастройка технологической системы
Необходимость поднастройки возникает из-за того, что под воздействием систематических факторов точность первоначальной настройки теряется и возможно появление брака.
Поднастройка
– восстановление требуемого положения
режущей кромки инструмента относительно
системы координат станка. Самым сложным
при проведении поднастройки является
определение момента поднастройки. При
изготовлении деталей в больших количествах
периодически берут выборку, состоящую
из нескольких деталей, определяют
![]() ,
сопоставляют с допуском и отображают
на диаграмме групповых средних размеров
(рис.18.7).На диаграмме нанесены границы
поля допуска на выдерживаемый размер
,
сопоставляют с допуском и отображают
на диаграмме групповых средних размеров
(рис.18.7).На диаграмме нанесены границы
поля допуска на выдерживаемый размер
![]() и
контрольные границы, которые не должны
переступать значения
и
контрольные границы, которые не должны
переступать значения
![]() размеров.
Достижения значения
размеров.
Достижения значения
![]() одной
из контрольных границ служит сигналом
для поднастройки. Технологические
системы поднастраивают с использованием
различных методов достижения точности.
одной
из контрольных границ служит сигналом
для поднастройки. Технологические
системы поднастраивают с использованием
различных методов достижения точности.

Рис.18.7. Групповые средние размеры
Наибольшее применение имеют методы полной и неполной взаимозависимости регулирования и пригонки.
Методами полной и неполной взаимозависимости осуществляется поднастройка при обработке мерным инструментом (сверлом, разверткой, протяжкой и т.п.). Весь мерный инструмент взаимозаменяемый. Поднастройка сводится к замене износившегося инструмента новым.
Широко применяем метод регулировки с использованием подвижных компенсаторов. Роль подвижных компенсаторов выполняют различные устройства (подвижные суппорты, бабки и т. п).
Характерным
примером метода пригонки является
метод пробных проходов. Для перехода
от размера заготовки
![]() к
размеру детали
к
размеру детали
![]() в
процессе настройки или поднастройки
выполняется несколько ходов. Припуск
в
процессе настройки или поднастройки
выполняется несколько ходов. Припуск
![]() в
данном случае является компенсатором
(рис.18.8).
в
данном случае является компенсатором
(рис.18.8).
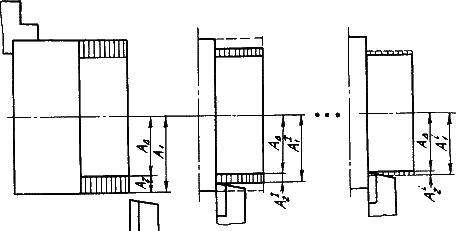
Рис.18.8. Настройка по методу пробных проходов
18.3. Происхождение и сокращение динамической настройки () технологической системы
При врезании режущих кромок инструмента в материал заготовки, технологическая система подпадает под воздействием сил резания, перемещающихся масс ее деталей, узлов и заготовки, а также теплоты. Под действием сил, из-за зазоров в стыках деталей технологической системы, контактного и упругого деформирования заготовка и режущий инструмент начинают перемещаться в пространстве в направлениях, не предусмотренных кинематикой процесса обработки.
Перемещение происходит до тех пор, пока силы сопротивления, создаваемые упругими свойствами материала деталей, слоями СОЖ, силами трения, силами тяжести деталей не уравновесят действие внешних сил и пока в технологической системе не создается натяг, необходимый для съема слоя материала с заготовки.
К тому же, по мере нагрева деформируются детали системы СПИД, что также приводит к изменению относительного положения, достигнутого при статической настройке. Перемещения происходят до достижения уровня теплового равновесия.
В процессе обработки заготовки равновесное состояние технологической системы непрерывно нарушается. Причинами являются: непостоянство припуска, колебание свойств материала, изменение режимов обработки, изнашивание режущего инструмента и др.
Это приводит к дополнительным перемещениям в пространстве режущей кромки инструмента и заготовки, к изменениям степени деформирования элементов технологической системы.
Отклонения, возникающие в процессе обработки заготовки, называются погрешностями динамической настройки.
Одним из мощных факторов динамического характера является сила резания Р и ее колебания. Из известных формул:
![]() и
и
![]() ,
,
можно определить, что значительное влияние на силу резания оказывает глубина (t) и свойства материала заготовки, характеризуемое коэффициентом КМ. Глубина резания определяется припуском на обработку, колебания значений которого является одним из решающих факторов, влияющих на точность детали.
Отклонения припусков на обработку. Значения и колебания значений припусков зависят в основном от точности заготовок, поступающих на обработку. Причем колебания припуска наблюдаются не только у различных заготовок данного наименования, но и в пределах одной поверхности. Поэтому силы резания могут меняться не только при переходе к обработке другой заготовки, но и при обработке разных участков поверхности одной и той же заготовки. Неравномерный припуск на отдельной поверхности приводит к отклонениям формы поверхности. Колебания припусков в партии заготовок является причиной рассеяния размеров деталей. Избыточный и неравномерный припуск заставляет назначать дополнительные рабочие ходы, что ведет к снижению производительности процесса изготовления детали и повышению ее себестоимости. Необходимо стремиться к уменьшению припусков.
Отклонения свойств материала заготовок. Также как и припуски, неоднородные свойств материала заготовок влияют на точность деталей через изменения сил резания. Связь сил резания принято учитывать коэффициентом КМ, поставленным в зависимость от твердости материала. Например: для горячекатаных и отожженных сталей - КМ=1, для алюминия и силумина - КМ=2 и т. д.
Значения припусков и характеристики свойств материала в технологическом процессе изготовления детали выступают как случайные величины. Поэтому и сила резания является случайной.
Связь точности изготовления деталей с припусками и свойствами материала заготовок сводится к следующему. Значение припуска и характер свойств материала заготовок определяет значение силы резания.
Сила резания через
жесткость технологической системы
трансформируется в относительное
упругое перемещение режущего инструмента
и заготовки, являющееся основной частью
![]() .
Схематично связь точности детали со
свойствами заготовки представлена на
рис.18.9.
.
Схематично связь точности детали со
свойствами заготовки представлена на
рис.18.9.

Рис.18.9. Связь точности детали со свойствами заготовки