

Лекция 13
13. Реализация размерных связей в машине в процессе сборки
Технологический процесс сборки складывается из ряда переходов, включающих соединения деталей в СЕ и общую сборку машины. В процессе соединения придается требуемое относительное положение деталей и различных СЕ и фиксируется.
К технологическому процессу сборки относятся также переходы, связанные:
с проверкой правильности действия СЕ и различных устройств;
с регулированием машины и ее механизмов;
с очисткой;
с мойкой;
окраской деталей, СЕ и машины в цепи;
c разборкой (если машина отправляется потребителю в разобранном виде).
Процесс сборки – заключительный этап в изготовлении машины и определяющий этому процессу подчиняются все остальные.
В общем случае
достижение требуемой точности машины
в технологическом процессе сборки
осуществляется не через конструкторские,
а через технологические размерные цепи.
Технологические размерные цепи полностью
совпадают с конструкторскими при
достижении точности замыкающего звена
размерной цепи методами взаимозаменяемости:
полной, неполной, групповой. При
использовании регулировки и пригонки
технологические цепи отличаются от
конструкторских. Примером может служить
размерная цепь
![]() (рис.13.1),
определяющая зазор
(рис.13.1),
определяющая зазор![]() между
торцами шестерни простановочного кольца
в редукторе.
между
торцами шестерни простановочного кольца
в редукторе.

Рис.13.1. Конструкторская размерная цепь
![]()
Точность замыкающего
звена![]() будет достигаться не с помощью размерной
цепи
будет достигаться не с помощью размерной
цепи![]() ,
а уже с помощью технологической размерной
цепи
,
а уже с помощью технологической размерной
цепи![]() (рис.13.2),
в которой
(рис.13.2),
в которой![]() и
и![]() .
.
Значение звена
![]() может
быть выявлено двумя способами:
непосредственным измерением звена
может
быть выявлено двумя способами:
непосредственным измерением звена![]() (рис.13.3
) или путем расчета размерной цепи
(рис.13.3
) или путем расчета размерной цепи![]() (рис.13.4
).
(рис.13.4
).
При первом способе достижения точности замыкающего звена ограничение отклонений допусками определяется схемой:
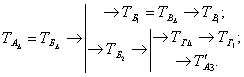

Рис.13.2. Технологическая размерная цепь
![]()

Рис.13.3. Первый способ определения звена
![]()
При втором способе достижения точности замыкающего звена ограничение отклонений допусками определяется схемой:
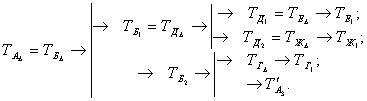

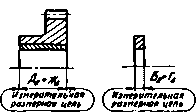
Рис.13.4. Второй способ определения звена
![]()
При втором способе размерные цепи оказываются более сложными. Однако этот способ может оказаться предпочтительней из-за меньшей трудоемкости.
13.2. Причины отклонений размерных связей, возникающих при сборке машины
Точность реализации размерных связей в машине в процессе ее сборки зависит от многих факторов, основными из которых является:
отклонение формы, относительного поворота, и расстояний деталей при их изготовлении. Эти отклонения приводят к отклонениям положения деталей от требуемого, к неправильному сопряжению и так далее;
деформации самих деталей и стыков между ними. Деформации являются причинами нарушения геометрической точности деталей по всем показателям, а следовательно, и изменения их положения, достигнутого до приложения силового замыкания;
погрешность измерения;
неточность и состояние технической оснащенности;
относительные сдвиги деталей в промежутке между базированием и закреплением;
культура производства (грязь, заусеницы, задиры на поверхностях соединения);
квалификации сборщика.