

2.4 Глазирование конфет
Процесс покрытия конфетных корпусов равномерным слоем определенной толщины другой массы называется глазированием. Глазирование производится с целью предохранения конфет от влияния внешней среды и повышения пищевой ценности и вкусовых достоинств изделий.
Наиболее распространены шоколадная и жировая глазури, менее -помадная, карамельная и др.
Шоколадная глазурь представляет собой шоколадную массу влажностью 0,5 - 1,0%, с содержанием жира 35,4 +2 - 3%. Шоколадная глазурь производится в шоколадных цехах по той же технологической схеме, что и шоколад.
Шоколадная глазурь обладает при определенных условиях хорошей текучестью, что дает возможность покрывать корпуса конфет равномерным плотным слоем. После застывания шоколадной глазури происходит прочное сцепление между покрытием и корпусом, повышающее механическую прочность изделий, это позволяет в свою очередь завертывать изделия на машине при повышенных скоростях. Шоколадная глазурь повышает срок хранения изделий, так как предохраняет их от высыхания и других изменений, связанных с потерей или поглощением влаги.
Перед глазированием шоколадную глазурь темперируют, как и шоколадные массы. Для этой цели используются машины различной конструкции (МТ- 250 периодического действия, автоматические ШТА, Т-500 и др.), имеющие отдельные зоны темперирования. Темперирование производится до температуры 29 – 30°С и вязкости 10 - 13 Па·с.
При глазировании корпусов применяются машины с различной шириной транспортера, дающие возможность укладывать разное число рядов корпусов: при ширине транспортерной ленты 800 мм укладывается 20 - 22 ряда, при ширине 620 мм 16 - 18 рядов и при ширине 420 мм 11 - 12 рядов корпусов. Укладка в ряды производится с помощью саморасклада 1 (рисунок 2.5), позволяющего укладывать изделия с прочной структурой (помадные, фруктово-желейные, грильяжные, пралиновые и др.). Корпуса со слабой структурой или липкой поверхностью (ликерные, сбивные, молочные и др.) раскладывают вручную.
С раскладочного транспортера корпуса поступают на сетку 2 глазировочной машины 3, имеющую повышенную скорость по сравнению со скоростью раскладочного транспортера. На сетке глазировочной машины корпуса раздвигаются, что дает возможность полного покрытия шоколадной глазурью каждого корпуса.
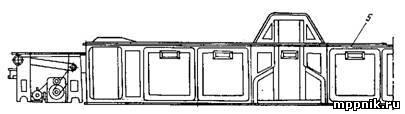
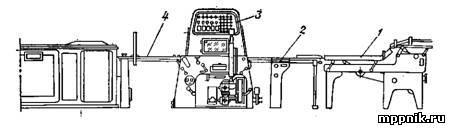
Рисунок 2.5 - Глазировочная машина для конфет
Глазирование осуществляется следующим образом. Шоколадная глазурь в глазировочной машине подается в емкость, расположенную над движущейся сеткой. Из этой емкости глазурь через щель в виде сплошной завесы стекает сверху. Корпуса конфет, проходя через непрерывный поток льющегося шоколада, покрываются глазурью. Нижняя сторона корпусов глазируется с помощью специальных приспособлений (второго сетчатого транспортера или валика). Излишки шоколадной глазури сдуваются воздухом, поступающим из вентилятора. Регулируя подачу воздуха получают различную толщину покрытия, а следовательно, и разное процентное содержание шоколадной глазури, обусловленное унифицированными рецептурами на конфеты.
Для глазирования высокого качества необходимо, чтобы корпуса имели температуру не ниже 20°С и не выше 27°С. Низкая температура корпуса приводит к быстрому застыванию микрослоя шоколадной глазури на поверхности корпуса и отслаиванию ее от корпуса. При повышенной температуре корпуса шоколадная глазурь стекает, ее нормы расхода нарушаются, и в результате происходит просвечивание корпуса, особенно со стороны нижней поверхности конфеты. Корпуса конфет перед глазировкой должны быть хорошо очищены от крахмала. Наличие крахмала на поверхности корпусов препятствует равномерному покрытию шоколадной глазурью.
Глазированные конфеты непрерывно переходят с сетки глазировочной машины на клеенчатый транспортер 4 охлаждающего шкафа 5, в котором поддерживается температура 8 - 10°С. Охлаждение происходит в течение 5 - 6 мин. При неправильном режиме охлаждения возникает второй значительный дефект - сахарное поседение шоколадной глазури.
Жировая глазурь изготавливается из какао порошка, сахарной пудры, кондитерского жира и соевой муки или какаовеллы на том же оборудовании, что и шоколадная глазурь. Кондитерский жир имеет более высокую температуру плавления по сравнению с какао маслом, поэтому темперирование жировой глазури производится при температуре 37 - 40°С. Глазирование корпусов конфет, поступающих с температурой 25 - З0 С, производится по аналогии с глазированием шоколадной глазурью. Температура воздуха, поступающего в охлаждающий шкаф, 6 - 8°С, продолжительность охлаждения глазированных конфет 6 - 7 мин.