

3.4.3. Конвейеры, применяемые в сварочном производстве
К конвейерам с гибким тяговым органом относятся ленточные, пластинчатые, тележечные, подвесные. Роликовые, карусельные и шаговые относятся к конвейерам без гибкого тягового органа.
Ленточные конвейеры применяют для транспортировки флюса, электродных компонентов, отходов после сварки и термической резки, они находят ограниченное применение в сварочном производстве.
Пластинчатые конвейеры применяют для транспортировки малогабаритных изделий различной конфигурации. Они состоят из приводной и натяжной станций. Между ними перемещаются две тяговые цепи с несущими пластинами и катками, которые на прямолинейных участках опираются на направляющие металлоконструкции.
Для адресования заготовок у рабочих мест на конвейере устанавливаются отсекающие «ножи».
Подвесные конвейеры используют для межоперационной и внутрицеховой транспортировки изделий при любом расположении рабочих мест. Они подразделяются на грузонесущие и толкающие. Грузонесущий подвесной (рис 3.8а) конвейер состоит из общей тяговой цепи, тележки, передвигающейся на роликах по монорельсовому пути.
У толкающих (рис. 3.8б) подвесных конвейеров тяговая цепь не связана жестко с грузовыми тележками, а толкает их при помощи специальных устройств – кулачков. Тележки передвигаются по подвесному пути на роликах. Конструкция толкающих конвейеров позволяет остановить тележку в любом месте трассы, передать ее на другой путь. Такие конвейеры часто оборудуются системами автоматического адресования грузов. Скорость движения грузонесущих конвейеров находится в пределах 0,1–30 м/мин, толкающих – до 10 м/мин. Подвесные конвейеры применяются для непрерывного транспортирования сварных изделий длиной до 10 м (кузова, рамы и т.д.) и массой их до 8 т. Достоинствами подвесных конвейеров являются протяженность трассы, доступность к изделию со всех сторон, экономия производственной площади. Нередко одновременно с транспортированием изделия могут проводить различные технологические операции: мойку, очистку, окраску, термообработку и т.д.


Рис. 3.8. Подвесные конвейеры
Тележечные конвейеры, в которых обрабатываемые изделия устанавливаются на тележки-спутники подразделяются на вертикально-замкнутые и горизонтально-замкнутые (рис. 3.9). У вертикально-замкнутых конвейеров тележки движутся в одном направлении и передаются с одного яруса на другой гидроподъемниками. На тележках-конвейерах могут устанавливаться кондукторы, кантователи и другие сборочно-сварные приспособления.

Рис. 3.9. Тележечный конвейер
У вертикально-замкнутых конвейеров обратная ветвь цепи проходит под рабочей. На нижней цепи тележки могут опрокидываться. У горизонтально-замкнутых конвейеров обе ветви находятся в одной горизонтальной плоскости. Их применение целесообразно, когда рабочие места расположены вдоль обеих ветвей.
Роликовые конвейеры (рольганги) выполняются как приводные, так и неприводные и применяются для транспортировки изделий между рабочими местами.
По неприводным рольгангам (ГОСТ 8324-71) изделия перемещаются вручную или под собственным весом. Обычно в роликовых конвейерах применяют цилиндрические или дисковые ролики, устанавливаемые в шарикоподшипниках на неподвижных осях (рис 3.10).
В приводных конвейерах вращение роликов осуществляется электродвигателем через трансмиссионный вал или с помощью цепных передач.
Для крупных цилиндрических изделий, например котлов железнодорожной цистерны, применяется специальный роликовый конвейер (рис. 3.11), при этом ролики прорезинены. Обечайки цистерн перемещаются со скоростью 11,2 м/мин.


Рис. 3.10. Типы роликов для перемещения Рис. 3.11. Схема обеспечения
цилиндрических деталей двух движений
Карусельный конвейер представляет собой (рис. 3.12) поворотный круг, вращающийся по замкнутому рельсовому пути на опорных катках. Приводная станция осуществляет вращение круга, на котором установлены сборочно-сварные приспособления. Линейная скорость перемещения 1–2 м/мин.
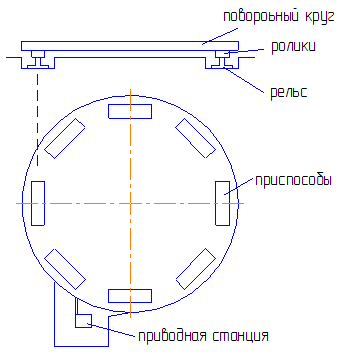
Рис. 3.12. Карусельный конвейер
Шаговые конвейеры перемещают изготавливаемые узлы на размер шага, а перемещающие устройства (специальные тележки, штанга или рамка) совершают возвратно-поступательное движение (рис. 3.13).
Движение задается либо гибким тяговым элементом с приводом от электромотора, либо силовым цилиндром (гидравлическим и пневматическим), либо от электромотора через передачу шестерня-рейка. При использовании сцепа тележек их часто снабжают подъемными устройствами, причем возвратный ход совершается, когда они опущены.

Рис. 3.13. Шаговый конвейер с возвратно-поступательным движением тележек: 1 – опоры; 2 – домкраты; 3 – изделие – тепловозная рама; 4 – колеса; 5 – тяговый канат
Штанговые конвейеры состоят из двух полос-штанг, жестко связанных с приводным гидроцилиндром или пневмоцилиндром. На штангах (рис. 3.14.) через определенный шаг на осях закреплены собачки, прижимаемые пружинами к штифтам.
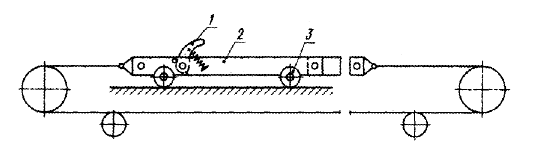
Рис. 3.14. Штанговый шаговый конвейер: 1 – собачка; 2 – рама; 3 – колеса
Изделие перемещается по направляющим при каждом ходе поршня цилиндра штанги. Скорость движения 10 м/мин, шаг штанги 650 мм, длина конвейера 15 м.
К шаговым транспортерам относятся также транспортеры грейдерного типа.