

Детали машин. Методички к курсовому проекту / Ч1- ПРОЕКТИРОВ РАСЧЕТ
.pdfМинистерство образования Российской Федерации
НИЖЕГОРОДСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Кафедра Детали машин и ТММ
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
Часть I. Проектировочный расчет
Методические указания к курсовому проекту по деталям машин для студентов машиностроительных специальностей
всех форм обучения
4-е издание, переработанное
Нижний Новгород
2001
Составители А.А. Ульянов, Ю.П. Кисляков, Л.Т. Крюков
УДК 621.833: 539.4 (075.5)
Зубчатые и червячные передачи. ЧI: Проектировочный расчет: Метод. указания к курсовому проекту по деталям машин для студентов машиностроительных спец. всех форм обучения.- 4-е изд., перераб. / НГТУ; Сост.: А.А. Ульянов, Ю.П. Кисляков, Л.Т. Крюков - Н. Новгород, 2001. – 31 с.
Научный редактор Н.В. Дворянинов
Редактор И.И. Морозова
Подп. к печ. |
Формат 60х841/16. Бумага газетная.. . |
|||
Печать офсетная Печ. л. 2. Уч.- изд. л. |
. Тираж 1000 экз. Заказ . |
|||
Нижегородский государственный технический университет. |
|
|||
Типография НГТУ,. 603600, .Н. Новгород, ул. Минина, |
24. |
|
||
|
|
© Нижегородский государственный |
||
|
|
технический |
университет, 2001 |
|
ВВЕДЕНИЕ
2

В данной работе приведены методические указания по проектировочному расчету цилиндрических и конических зубчатых передач, а также червячных передач с цилиндрическими червяками.
Настоящие указания являются 4-м переработанным изданием методических указаний кафедры 1991 года. Основаниями для переработки послужили ГОСТ 21354-87 [1] и методики расчетов, изложенные в [2]…[5].
Проектировочные расчеты являются ориентировочными,
служат для предварительного определения размеров передач и не могут заменить проведения окончательных проверочных расчетов на прочность.
1.МАТЕРИАЛЫ И ТЕРМООБРАБОТКА
1.1.Зубчатые передачи
1.1.1.Основной материал термически обработанные стали с содержанием углерода 0,1…0,6 %.
1.1.2.В зависимости от твердости поверхностей зубьев зубчатые колеса разделяют на три группы:
а) мягкие - с твердостью поверхности Н 350 НВ (обычно 163…302 НВ
– после нормализации или улучшения);
б) твердые – 350 НВ < Н < 56 HRCЭ (обычно 40…56 HRCЭ – закаленные)
в) высокотвердые – Н > 56 HRCЭ (обычно 56…63 HRCЭ –
цементированные, нитроцементированные, азотированные).
1.1.3.Связь между единицами
твердости НВ (Бринелля), HRCЭ (Роквелла) и НV (Виккерса) представлена на рис.1.1.
1.1.4.Мягкие зубчатые передачи хорошо прирабатываются. С увеличением твердости активных поверхностей зубьев, а также окружной скорости прирабатываемость зубчатых колес снижается.
Для ускорения прирабатываемости зубьев и повышения несущей способности рекомендуют для передач :
а) прямозубых
Н1m – H2m > 25 HB;
б) косозубых и шевронных
Н1m – H2m > 100 НВ, |
Рис.1.1. Соотношение твердостей HB, |
|
HRCЭ, HV |
||
|
3
где Н1m , H2m – средние твердости поверхностей зубьев.
` 1.1.5. При Н 350 НВ чистовое нарезание зубьев производят после термообработки, что позволяет получать высокие степени точности без применения дорогих отделочных операций.
1.1.6. Зубья с твердостью Н 350 НВ нарезают до термообработки, после которой подвергают отделочным операциям (обкатке, шлифованию, полированию, притирке и т.д.)
Твердые и высокотвердые зубья – плохо прирабатывающиеся. Для них принимают Н1m Н2m и применяют в массовом и крупносерийном производствах для снижения габаритов и массы передачи.
1.1.7. Основные виды термо и химико – термических упрочнений зубчатых колес :
а) нормализация – нагрев выше критической температуры с охлаждением на воздухе; применяется для колес больших размеров, во вспомогательных механизмах и с ручным приводом.
б) закалка – нагрев выше критической температуры ацетиленовым пламенем или токами высокой частоты (закалка ТВЧ), выдержка и охлаждение с определенной скоростью (в воде, в масле и т.п.).
Объемная закалка не сохраняет вязкой сердцевину и вытесняется поверхностными методами упрочнения.
Поверхностная закалка ТВЧ широко применяется для средненапряженных передач и скоростей до 12,5 м/с; должна проводиться с охватом впадин зубьев и целесообразна для шестерен в паре с улучшенными колесами;
в) улучшение – закалка с высоким отпуском до t0 = 550…650 0С с целью снижения внутренних напряжений и повышения пластичности; применяют при отсутствии жестких требований к габаритам и массе передачи в мелкосерийном и единичном производствах;
г) цементация (56…63 HRCЭ) – диффузионное насыщение углеродом при t0 = 900…950 0С поверхностного слоя низкоуглеродистой стали на глубину 1…2 мм с последующими закалкой и низким отпуском (до 250 0С);
д) нитроцементация (56…64 HRCЭ) – насыщение поверхности углеродом и азотом в газовой среде; требует дорогого оборудования;
е) азотирование (до 750…900 HV) – насыщение поверхности азотом на глубину 0,3…0,6 мм; минимальное искажение формы зубьев, не требует отделочных операций (например, для колес с внутренними зубьями); рекомендуют для высокоскоростных и высокоточных передач.
1.1.8.При любом способе получения высокотвердой поверхности зубьев твердость сердцевины не должна превышать 40…45 HRCЭ.
1.1.9.В целях унификации материалов в многоступенчатых редукторах рекомендуют для всех ступеней сохранять одно и то же сочетание марок сталей шестерни и колеса, а разные механические характеристики поверхностей зубьев получать за счет изменения режимов термо – или химико – термической обработки.
4
1.1.10.Зубчатые колеса больших размеров ( da 500 мм ) изготавливают литыми из стали и чугуна или бандажированными (из центра и зубчатого венца
1.1.11.Выборка марок сталей для курсового проекта и механические характеристики зубьев в зависимости от термообработки приведены в табл. 1.1.
Таблица 1.1. Характеристики механических свойств сталей зубчатых колес
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
D = da + 6 мм |
|
|
D = dae + 6 мм |
|
|
S = c или S = |
|
|
|
S = c или S = |
|
||||||||||
|
|
|
|
|
|
|
|
= 2,2 m + 0,05b2 |
= 2,5 mte + 2 мм |
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
Механические свойства |
|
|
Отнси- |
|
||||||||
|
|
Размеры, |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
тель- |
|
|||
|
|
|
|
|
|
|
|
|
|
|
твердость |
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
Марка |
|
мм, |
|
Термо- |
|
|
|
, |
|
|
|
|
|
|
|
|
|
ная |
|
||
|
в |
, |
|
НВ |
|
HRCЭ |
|
|||||||||||||||
|
стали |
не более |
|
обработка |
|
|
стои- |
|
||||||||||||||
|
|
|
|
т |
|
cердце- |
|
повер- |
|
|||||||||||||
|
|
|
|
|
|
|
МПа |
МПа |
|
|
мость |
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
вины |
|
хности |
|
|||||||
|
|
D |
|
S |
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
1 |
2 |
|
3 |
|
4 |
5 |
|
6 |
|
|
|
7 |
|
|
|
8 |
9 |
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
35 |
любые |
|
нормализация |
550 |
270 |
163 - 192 |
|
|
--- |
|
|
|
||||||||||
45 |
любые |
|
нормализация |
600 |
320 |
179 - 207 |
|
|
--- |
1,0 |
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
45 |
125 |
|
80 |
|
улучшение |
780 |
540 |
235 - 262 |
|
|
--- |
|
|
|
||||||||
45 |
80 |
|
50 |
|
улучшение |
890 |
850 |
269 |
|
– 302 |
|
|
--- |
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
40Х |
200 |
|
125 |
|
улучшение |
790 |
640 |
235 |
|
– 262 |
|
|
--- |
|
|
|
||||||
40Х |
125 |
|
80 |
|
улучшение |
900 |
750 |
269 |
|
– 302 |
|
|
--- |
1,3 |
|
|
||||||
40Х |
125 |
|
80 |
|
закалка ТВЧ |
900 |
750 |
269 |
|
– 302 |
|
45 |
– 50 |
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
35ХМ |
315 |
|
200 |
|
улучшение |
800 |
670 |
235 |
|
– 262 |
|
|
--- |
|
|
|
||||||
35ХМ |
200 |
|
125 |
|
улучшение |
920 |
790 |
269 |
|
– 302 |
|
|
--- |
1.5 |
|
|
||||||
35ХМ |
200 |
|
125 |
|
закалка ТВЧ |
920 |
790 |
269 |
|
– 302 |
|
48 |
– 53 |
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
40ХН |
315 |
|
200 |
|
улучшение |
800 |
630 |
235 |
|
– 262 |
|
|
--- |
|
|
|
||||||
40ХН |
200 |
|
125 |
|
улучшение |
920 |
750 |
269 |
|
– 302 |
|
|
--- |
2,0 |
|
|
||||||
40ХН |
200 |
|
125 |
|
закалка ТВЧ |
920 |
750 |
269 |
|
– 302 |
|
48 |
– 53 |
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
45ХЦ |
315 |
|
200 |
|
улучшение |
830 |
660 |
235 |
|
– 262 |
|
|
--- |
|
|
|
||||||
45ХЦ |
200 |
|
125 |
|
улучшение |
950 |
780 |
269 |
|
– 302 |
|
|
--- |
1,8 |
|
|
||||||
45ХЦ |
200 |
|
125 |
|
закалка ТВЧ |
950 |
780 |
269 |
|
– 302 |
|
50 - 56 |
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
20ХНМ |
200 |
|
125 |
|
цементация |
1000 |
800 |
300 |
|
– 400 |
|
56 |
– 63 |
2,0 |
|
|
||||||
12ХН3А |
200 |
|
125 |
|
цементация |
1000 |
800 |
300 |
|
– 400 |
|
56 |
– 63 |
2,4 |
|
|
||||||
25ХГНМ |
200 |
|
125 |
|
цементация |
1000 |
800 |
300 |
|
– 400 |
|
56 |
– 63 |
1,8 |
|
|
||||||
18ХГТ |
200 |
|
125 |
|
нитроцементац |
1000 |
800 |
300 |
|
– 400 |
|
56 |
– 63 |
1,2 |
|
|
||||||
|
|
|
|
|
|
|||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5

Окончание табл.1.1
1 |
2 |
3 |
4 |
5 |
6 |
|
7 |
8 |
9 |
|
|
|
|
|
|
|
|
|
|
40ХНМА |
125 |
80 |
азотирование |
980 |
780 |
269 |
– 302 |
50 – 56 |
3,0 |
38ХМЮА |
125 |
80 |
азотирование |
1000 |
850 |
269 |
– 302 |
850 – |
|
|
|
|
|
|
|
|
|
900 HV |
2,5 |
35Л |
любые |
нормализация |
550 |
270 |
163 |
– 207 |
--- |
|
|
45Л |
315 |
|
улучшение |
680 |
440 |
207 |
– 235 |
--- |
|
200 |
|
||||||||
50ГЛ |
315 |
200 |
улучшение |
850 |
600 |
235 |
– 262 |
--- |
|
|
|
|
|
|
|
|
|
|
|
Примечания:
1. При поверхностном упрочнении зубьев механические характеристики сердцевины зуба олределяются предшествующей термообработкой – улучшением. Исключение – зубья с
модулем m 3 мм, подвергаемые закалке ТВЧ, которые прокаливаются насквозь.
2. Стали поставляются в виде поковок или проката, кроме 35Л, 45Л, 50ГЛ, которые поставляют в виде отливок.
1.2. Червячные передачи
1.2.1.Для червяков используют стали, приведенные в табл.1.1. Поверхности витков закаливают ТВЧ или цементируют с последующими шлифованием или полированием. Архимедовы червяки в связи со сложностью шлифования в настоящее время почти не применяют.
1.2.2.Материалы венцов червячных колес, представленные в табл. 1.2, по ухудшению их антифрикционных и антизадирных свойств можно разбить на три группы:
- группа I. Бронзы оловянистые и сурьмяноникелевые применяют при
скоростях скольжения vs 5 м/с и длительной работе; дефицитны и дороги. Стоимость оловянистой бронзы примерно в 10 раз больше стоимости стали 45;
- группа II. Бронзы безоловянные и латуни – заменители оловянистых бронз при vs до 3…5 м/с;
- группа III. Мягкие серые чугуны при vs 2…3 м/с – во вспомогательных механизмах.
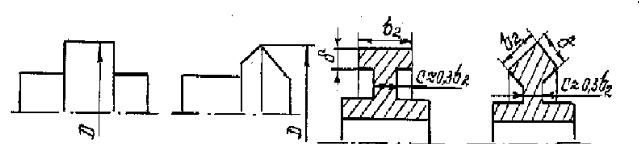
1.2.3. В случае применения материалов из групп I и II червячные колеса выполняют сборными: центры (чугун или сталь) и зубчатые венцы (бронза или латунь).
Таблица 1.2. Материалы для червячных колес
Марка |
Способ |
|
Механические свойства |
|
|
|
Допускаемая |
||
материала |
отливки |
в, |
т, |
твердость, |
Е10 |
-5 |
, |
скорость сколь- |
|
|
|||||||||
|
|
НHB |
|
жения v , м/c |
|||||
|
|
МПа |
МПа |
МПа |
|
||||
|
|
|
|
|
|
|
s |
||
1 |
2 |
3 |
4 |
|
5 |
6 |
|
|
7 |
|
|
|
Г Р У П П А I |
|
|
|
|
|
|
БрО10Ф1 |
З |
230 |
140 |
80 – 100 |
0,75 |
|
25 |
||
|
М |
250 |
200 |
80 – 100 |
0,75 |
|
25 |
||
БрО10Н1Ф1 |
Ц |
290 |
170 |
100 |
– 120 |
1,0 |
|
35 |
|
БрО6Ц6С3 |
З |
180 |
90 |
60 |
– 75 |
0,75 |
|
12 |
|
|
М |
200 |
90 |
60 |
– 75 |
0,75 |
|
12 |
|
Окончание табл. 1.2
1 |
2 |
3 |
4 |
|
5 |
6 |
7 |
БрО5Ц5С5 |
М |
220 |
90 |
60 |
– 75 |
0,75 |
12 |
БрСу7Н2 |
-- |
180 |
90 |
|
90 |
0,75 |
25 |
|
|
Г Р У П П А II |
|
|
|
|
|
БрА9Ж4 |
З |
400 |
200 |
110 |
1,0 |
5 |
|
|
М |
500 |
200 |
125 |
1,0 |
5 |
|
|
Ц |
500 |
200 |
120 |
1,0 |
5 |
|
БрА10Ж4Н4 |
М, Ц |
600 |
200 |
170 |
1,0 |
5 |
|
БрА10Ж3Мц1,5 |
М |
500 |
200 |
120 |
– 140 |
1,0 |
5 |
Л66А6Ж3Мц2 |
З |
600 |
240 |
160 |
1,0 |
5 |
|
|
М |
650 |
240 |
160 |
1,0 |
5 |
|
|
Ц |
700 |
240 |
160 |
1,0 |
5 |
|
Л58Мц2С2 |
М |
340 |
140 |
|
95 |
1,0 |
5 |
Л58Мц2О2С2 |
М |
500 |
380 |
189 |
1,0 |
5 |
|
|
|
Г Р У П П А III |
|
|
|
|
|
СЧ12 |
З |
280 |
--- |
120 |
– 150 |
0,75 – 1,0 |
3 |
СЧ15 |
З |
320 |
--- |
163 |
– 229 |
0,75 – 1,0 |
3 |
СЧ18 |
З |
360 |
--- |
170 |
– 241 |
0,75 – 1,0 |
2 |
Примечания:
1. Обозначение способа отливки: З – в землю: М – в металлическую форму; Ц – центробежный.
2. - для чугунов предел прочности на изгиб.
2. РЕЖИМ РАБОТЫ И ЧИСЛО ЦИКЛОВ ПЕРЕМЕНЫ НАПРЯЖЕНИЙ
2.1. Режим работы передачи
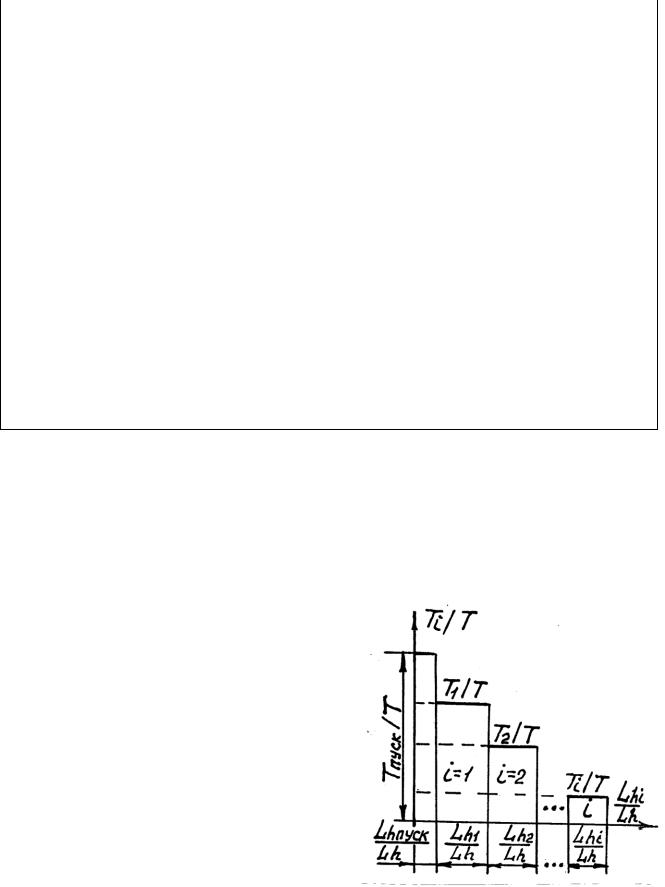
2.1.1. По заданиям на курсовой проект переменная нагрузка передач (при
ni – const) задается циклограммой нагружения (рис.2.1).
На рис.2.1 каждый постоянный i-й блок нагружения характеризуется отношением вращающих моментов Ti / T (i = 1,2,…) и соответствующего ему относительного времени наработки
Lhi / Lh.
При этом Т- номинальный момент (наибольший из длительно дей-
ствующих Ti); Lh = Lhi – суммарное время действия всех блоков нагрузки
( Lhi / Lh = 1).
2.1.2. Переменный режим при рас- |
|
четах заменяют условным постоянным |
Рис.2.1. Циклограмма нагружения |
7
режимом, эквивалентным по усталостному воздействию на передачу,
используя коэффициент приведения : |
|
= (Ti / Tmax)m (Lhi / Lh), |
(2.1) |
где Tmax = T1 = T (при i = 1). Кратковременные пиковые моменты
(пуска, торможения, буксования и т.д.), суммарное число циклов которых не более 5 104, при расчете на сопротивление усталости не учитывают;
m – показатель степени отношения моментов: mH = qH / 2, mF = qF, где qH и qF – показатели степени кривых усталостей соответственно по контактным и изгибным напряжениям :
а) зубчатые передачи:
1)qH = 6; mH = 3 ;
2)qF = mF = 6 – зубья с однородной структурой материала, вклю-
чая закаленные ТВЧ со сквозной закалкой и со шлифованной переходной поверхностью независимо от твердости и термообработки;
3) qF = mF = 9 – для цементированных, нитроцементированных и азотированных зубьев с нешлифованной переходной поверхностью ;
б) червячные передачи:
qH = 8, mH = 4; qF = mF = 9.
2.1.3. Коэффициенты приведения H и F для типовых, нормализованных режимов нагружения представлены в табл.2.1.
Таблица 2.1. Коэффициенты H и F для типовых режимов нагружения
Типовой режим |
|
|
Зубчатые и червячные передачи |
|
|
нагружения |
H |
при mH |
F при mF |
||
|
mH = 3 |
|
mH = 4 |
mF = 6 |
mF = 9 |
0 – Постоянный |
1,0 |
|
1,0 |
1,0 |
1,0 |
I - Тяжелый |
0,5 |
|
0,416 |
0,3 |
0,2 |
II - Средний равновероятный |
0,25 |
|
0.2 |
0,143 |
0,1 |
III– Средний нормальный |
0,18 |
|
0,121 |
0,065 |
0,04 |
IVЛегкий |
0,125 |
|
0,081 |
0,038 |
0,016 |
V – Особолегкий |
0,063 |
|
0,034 |
0,013 |
0,004 |
2.2. Эквивалентное число циклов изменения напряжений
Эквивалентное число циклов NE (NHE и NFE) определяют по формуле |
|
NE = N , |
(2.2) |
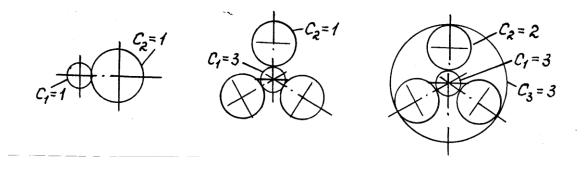
где N = 60ncLh – суммарное число циклов изменения напряжений за весь срок
|
службы Lh в часах; |
|
n – |
частота вращения, мин-1; |
|
c -- |
число зацеплений зуба за один оборот зубчатого колеса (рис.2.2) |
|
Срок службы передачи в часах находят по формуле |
|
|
|
Lh = 365 24 kГkСh, |
(2.3) |
8
где kГ, kС – соответственно коэффициенты годового и суточного использования передачи;
h – срок службы в годах.
Рис. 2.2
2.3. Базовое число циклов перемены напряжений
Это Nlim, соответствующее длительному пределу выносливости :
а) для зубчатых передач:
|
NHlim = 30 Hm2,4 120 106 |
(табл.2.2) ; |
NFlim = 4 106, |
(2.4) |
|||||||
где Hm – средняя твердость поверхности зубьев по Бринеллю; |
|
|
|||||||||
б) для червячных передач: |
|
|
|
|
|
|
|||||
|
NHlim = 107; |
|
|
NFlim = 106. |
|
|
|
|
|||
|
Таблица 2.2. |
Базовое число циклов NHlim10-6 по формуле (2.4) |
|
|
|||||||
Hm, HB |
200 |
250 |
|
285 |
|
450 |
520 |
530 |
550 |
560 и более |
|
NHlim |
10 |
17 |
|
23,4 |
|
70 |
99 |
104 |
113 |
|
120 |
3.ДОПУСКАЕМЫЕ НАПРЯЖЕНИЯ
3.1.Зубчатые передачи
3.1.1. Допускаемые контактные напряжения при расчете на сопро-
тивление усталости определяют раздельно для шестерни и колеса по формуле
HP = HlimbZN (ZRZvZLZx) / SH, |
(3.1) |
где Hlimb – базовый предел контактной выносливости при NHlim (табл.3.1).
Таблица 3.1. Базовый предел контактной выносливости Hlimb
|
Способ термической и |
Средняя твердость |
Сталь |
Hlimb, |
|
химико-термической |
поверхностей зубьев |
|
|
|
|
МПа |
||
|
обработки зубьев |
|
|
|
|
|
|
|
|
1. |
Отжиг, нормализация, |
менее 350 НВ |
углеродистая |
2ННВ + 70 |
|
улучшение |
|
и |
|
2. |
Объемная и поверхностная |
30…50 HRCЭ |
легированная |
17HHRC + 200 |
|
закалка |
|
|
|
3. |
Цементация и |
более 56 HRCЭ |
легированная |
23HHRC |
|
нитроцементация |
|
|
|
4. |
Азотирование |
550 … 750 HV |
|
1050 |
SH – коэффициент запаса прочности:
9
SHmin
но не и не
--при однородной структуре материала SHmin = 1,1 ;
--при поверхностном упрочнении зубьев SHmin = 1,2 .
Для передач, выход из строя которых связан с тяжелыми последствиями,
соответственно равен 1,25 и 1,35; |
|
|
|
|
|
|
|
|
|
|||||||
ZN – коэффициент долговечности: |
|
|
|
|
|
)1/ 6 |
|
|
||||||||
а) при N |
N |
|
Z |
N |
= (N |
Hlim |
/ N |
HE |
, |
(3.2) |
||||||
|
HE |
Hlim |
|
|
|
|
|
|
|
|
||||||
более 2,6 |
для однородной структуры материала |
|
|
|||||||||||||
более 1,8 |
для поверхностного упрочнения ; |
|
|
|
||||||||||||
б) при N |
N |
Hlim |
с = (N |
Hlim |
/ N |
HE |
)1/ 20 |
0,75. |
(3.3) |
|||||||
|
HE |
|
|
|
|
|
|
|
|
|
|
|||||
Величины ZN представлены в табл.3.2.
Таблица 3.2. Коэффициент долговечности ZN
NHlim / NHE |
20 |
|
10 |
|
8 |
|
6 |
|
5 |
|
4,5 |
|
4 |
|
3,5 |
|
3 |
|
2,5 |
|
2 |
|
1,5 |
|
1 |
|||||||
ZN |
(3.2) |
1,65 |
|
1,47 |
|
1,41 |
|
1,35 |
1,31 |
1,28 |
1,26 |
1,23 |
|
1,2 |
|
1,17 |
1,12 |
|
1,07 |
|
1 |
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Окончание табл.3.2 |
||||||
NHlim / NHE |
0,9 |
|
|
0,8 |
|
0,7 |
|
|
0,6 |
|
0,5 |
|
0,4 |
0,3 |
|
0,2 |
0,1 |
|
0,05 |
|
0,02 |
|
0,01 |
|||||||||
ZN |
(3.3) |
0,995 |
|
0,99 |
|
0,98 |
|
0,97 |
|
0,96 |
|
0,95 |
0,94 |
|
0,92 |
0,89 |
|
0,86 |
|
0,82 |
|
0,79 |
||||||||||
ZR – коэффициент, учитывающий шероховатость сопряженных поверхностей зубьев;
Zv - коэффициент, учитывающий окружную скорость передачи; при v 5 м/с Zv = 1;
ZL – коэффициент, учитывающий влияние смазки;
Zx – коэффициент, учитывающий размер зубчатого колеса;
при d 700 мм Zx = 1.
В курсовом проекте следует принимать ZRZvZLZx = 0,9.
3.1.2. Расчетное допускаемое контактное напряжение опреде-
ляют : |
|
|
а) для прямозубых передач как |
HPmin , т.е. наименьшее HP1 |
или |
HP2 по формуле (3.1); |
|
|
б) для косозубых и шевронных цилиндрических передач как |
|
|
HPmin HP = 0,45 ( HP1 |
+ HP2) 1,25 HPmin; |
(3.4) |
в) для конических передач с круговыми зубьями как |
|
|
HPmin HP = 0,45 ( HP1 |
+ HP2) 1,15 HPmin. |
(3.5) |
3.1.3. Допускаемое изгибное напряжение при расчете на сопротив-
ление усталости определяют раздельно для шестерни и колеса приближенно по формуле
|
FP |
= 0,4 0 |
Y |
, |
(3.6) |
|
|
Flimb N |
|
|
10