

5. Рекомендуемые схемы обработки
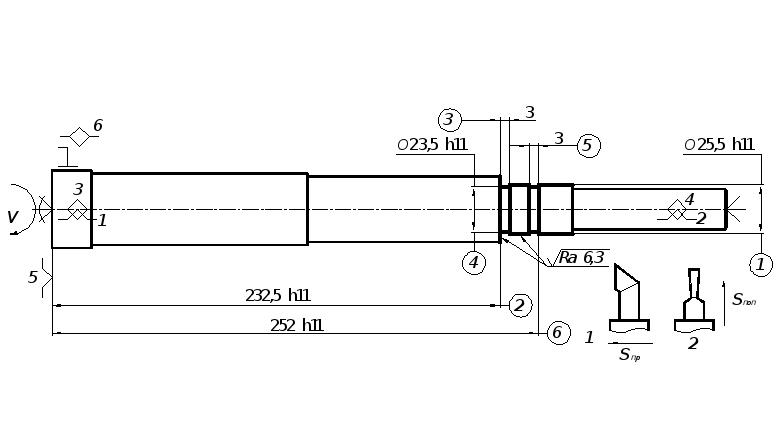
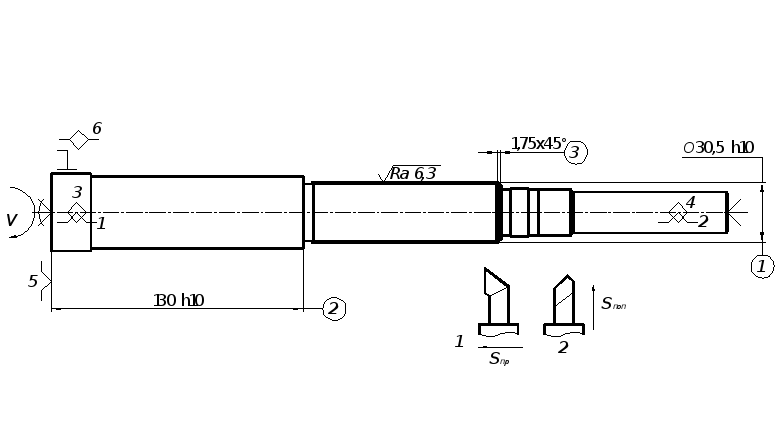
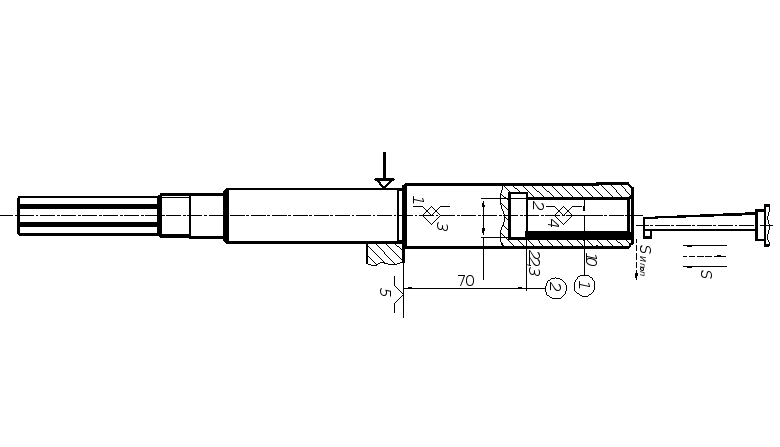
010. Установ А. Позиция I. Эчр.
Токарно-винторезный станок 16К20, настроенный, класса точности П.
010. Установ А. Позиция II. Эпч
Токарно-винторезный станок 16К20, настроенный, класса точности П.
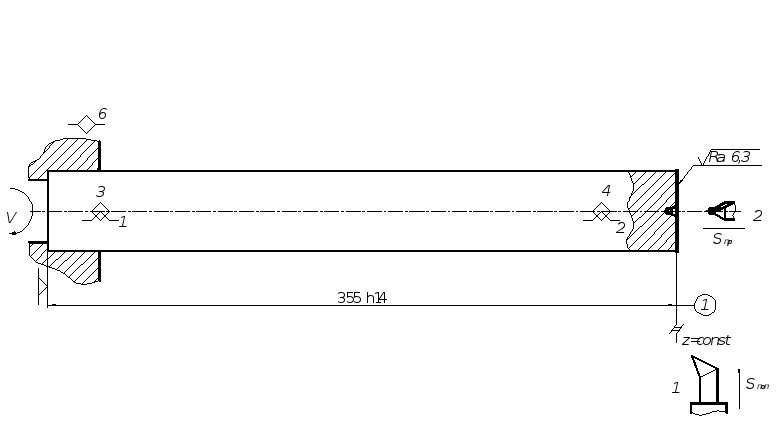
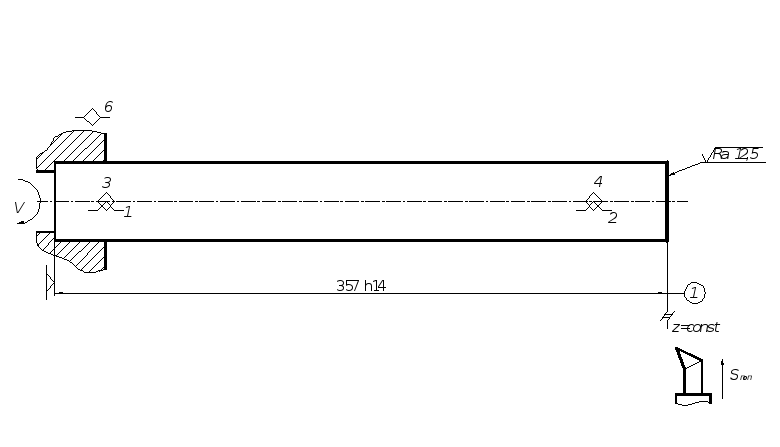
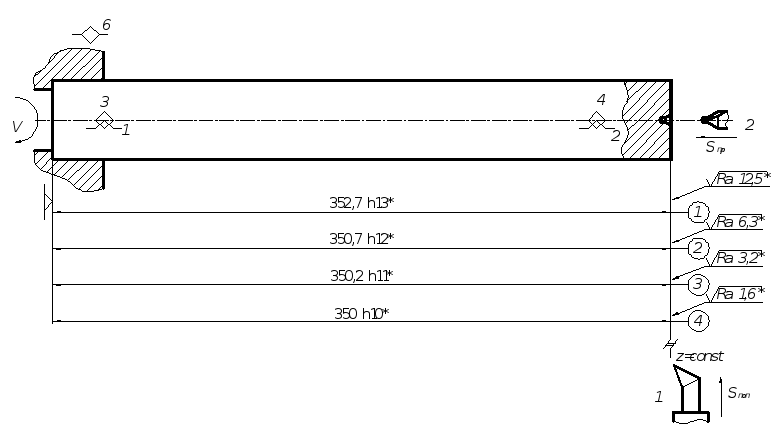
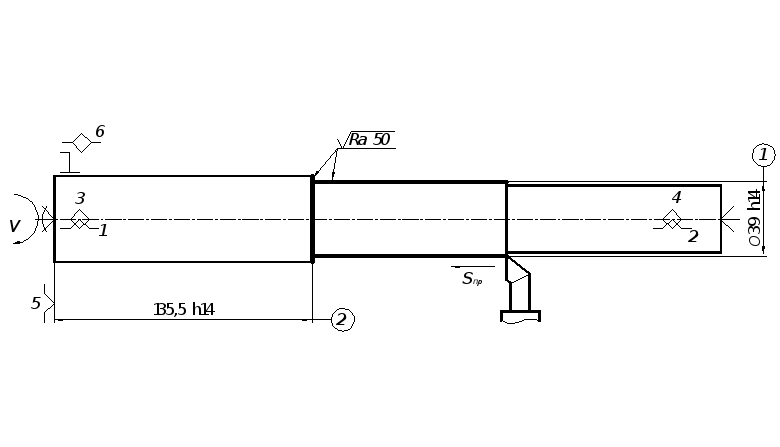
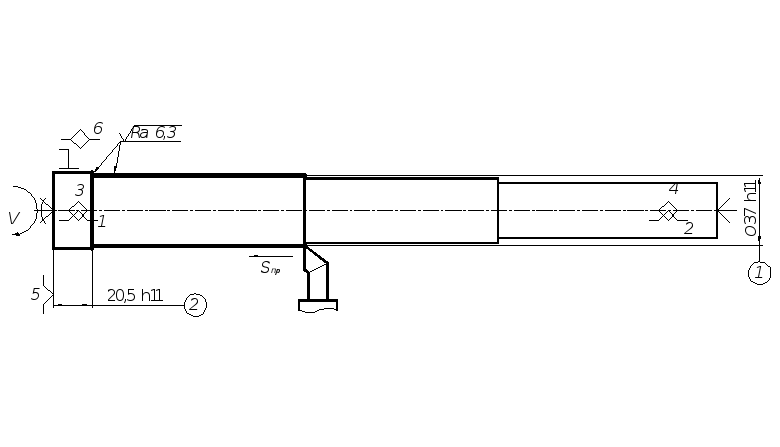
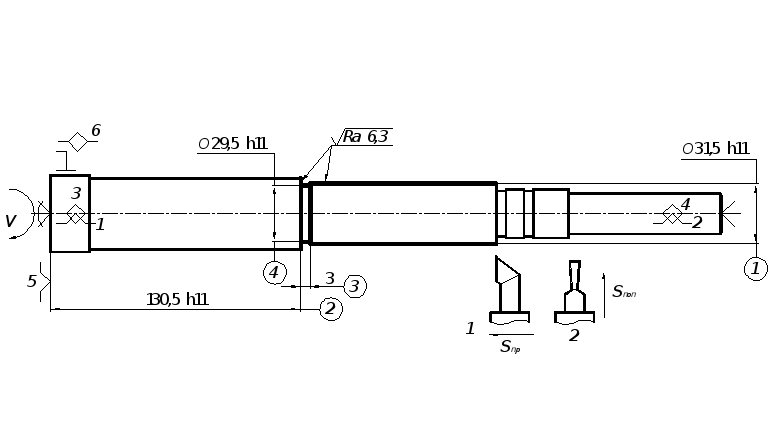
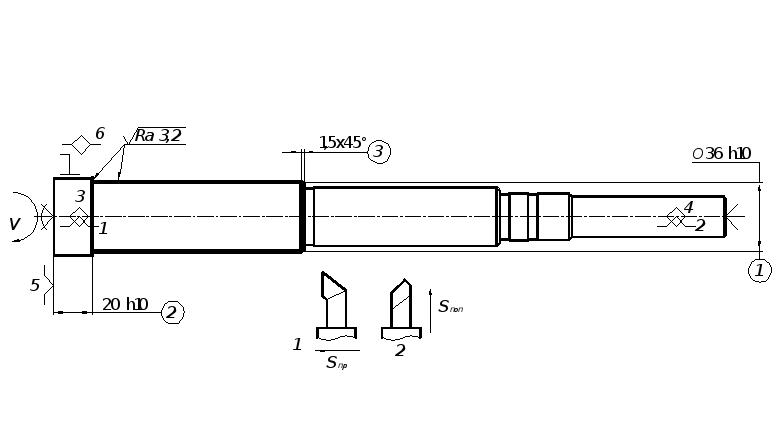
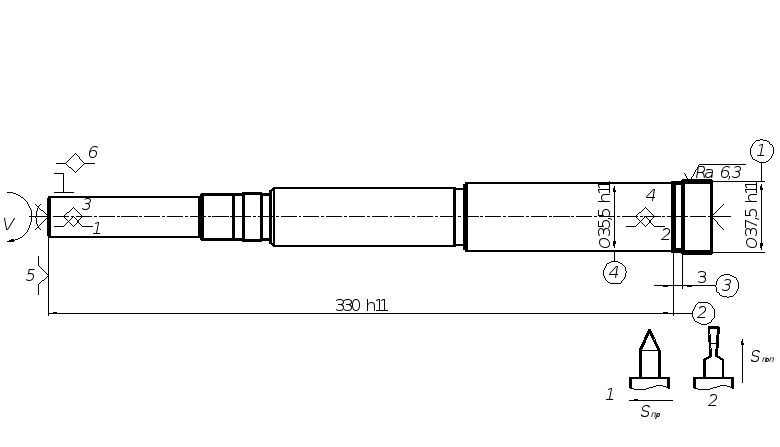
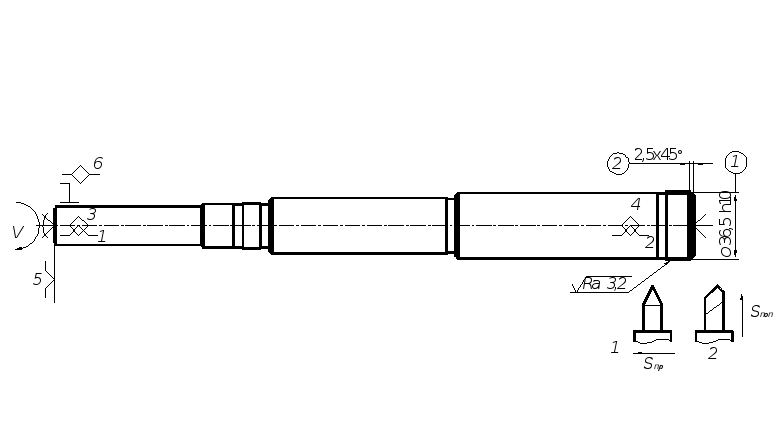
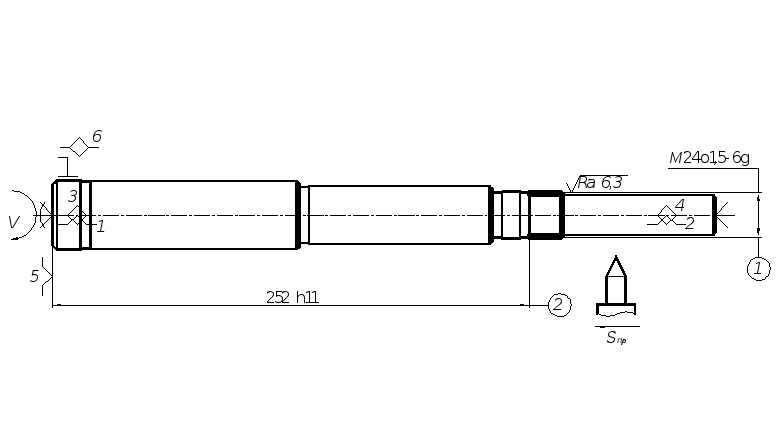
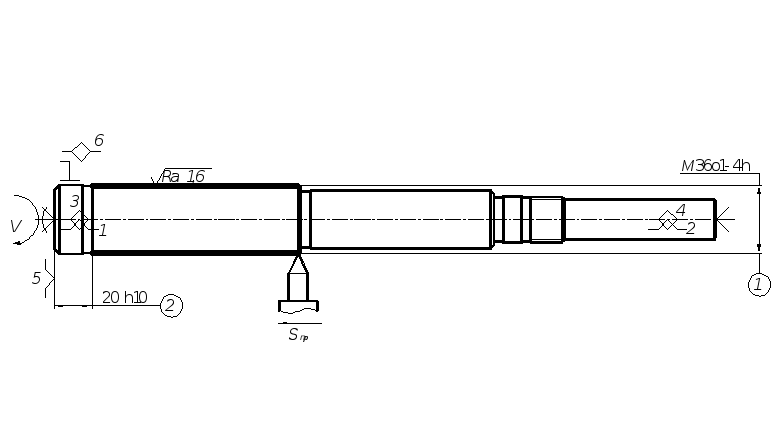
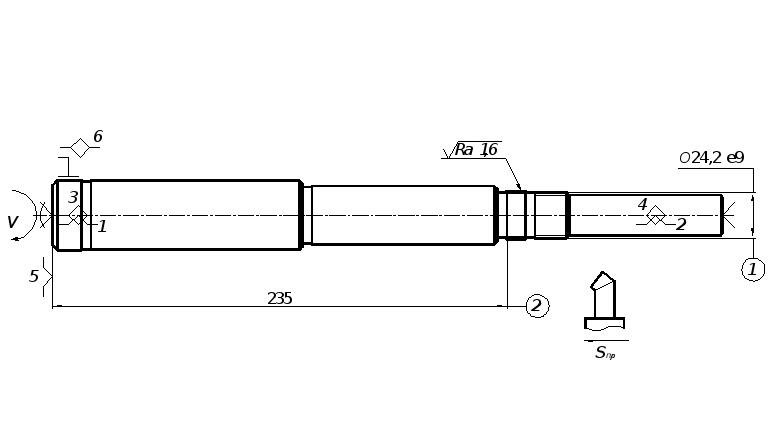
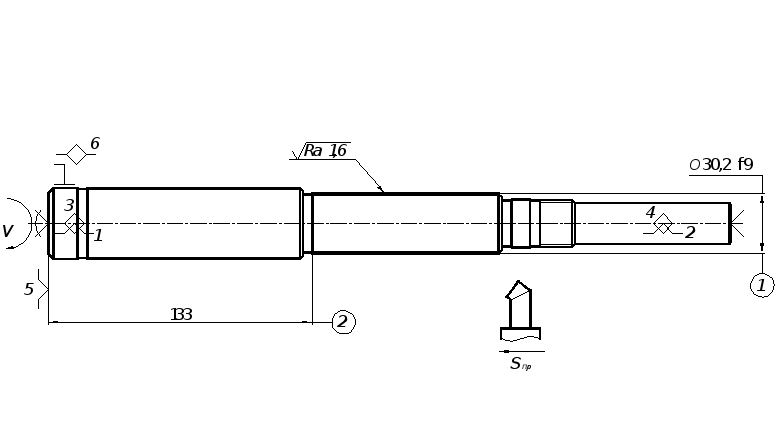
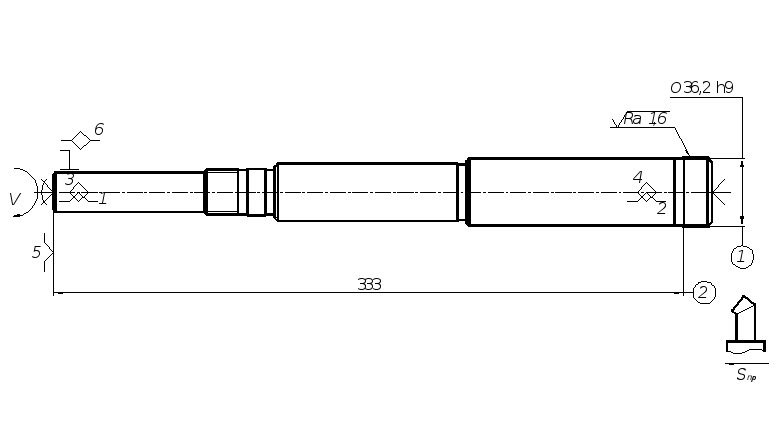
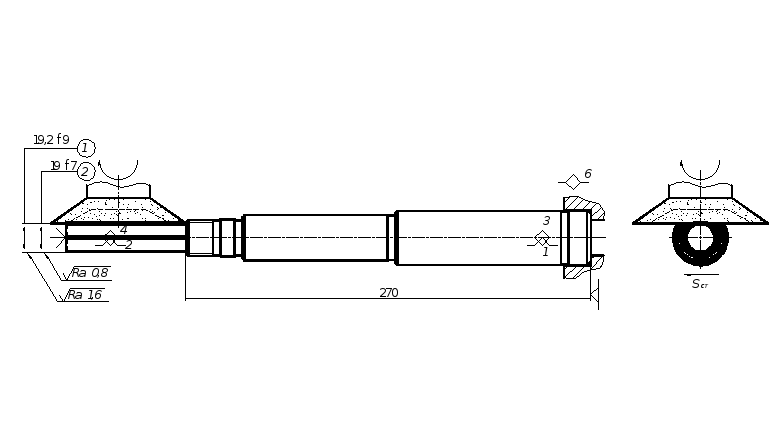
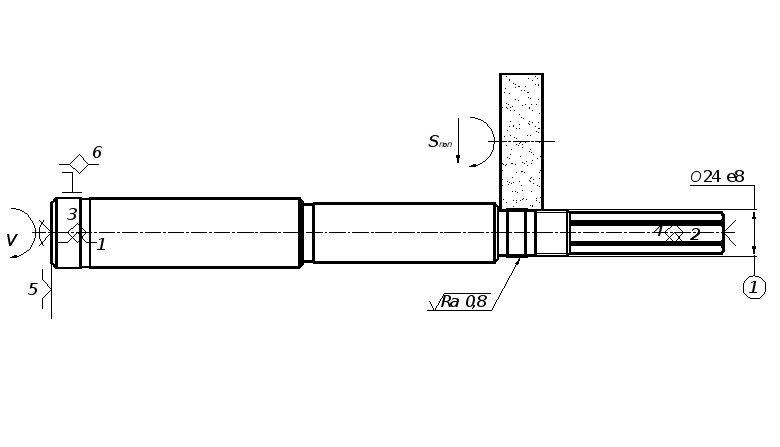
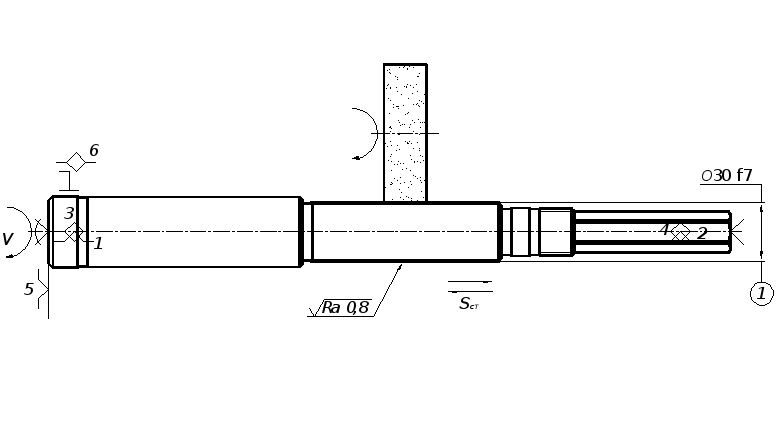
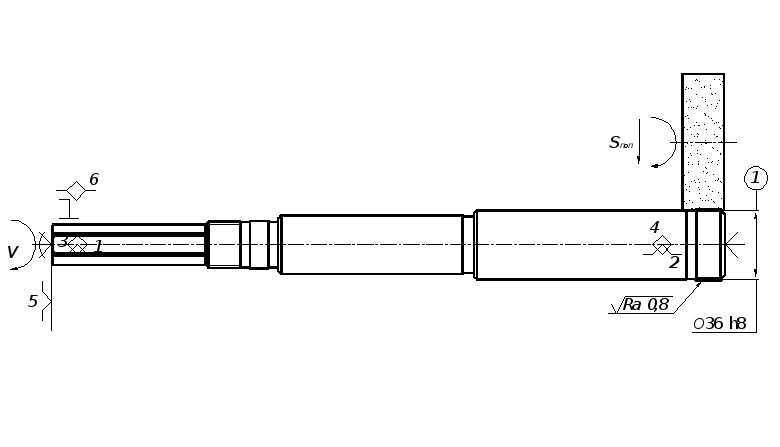
010. Установ Б. Позиция I, II, III, IV. Эчр, Эпч, Эч, Эп.
Токарно-винторезный станок 16К20, настроенный, класса точности П.
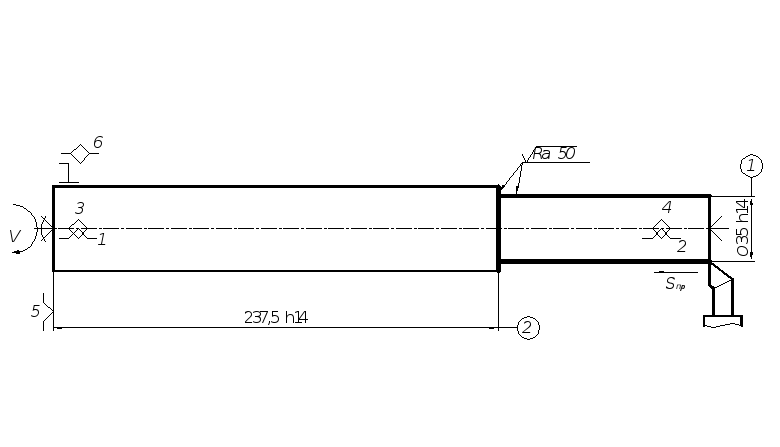
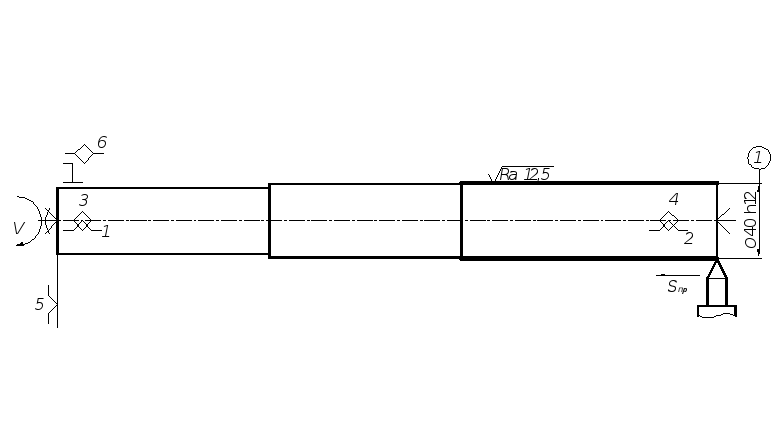
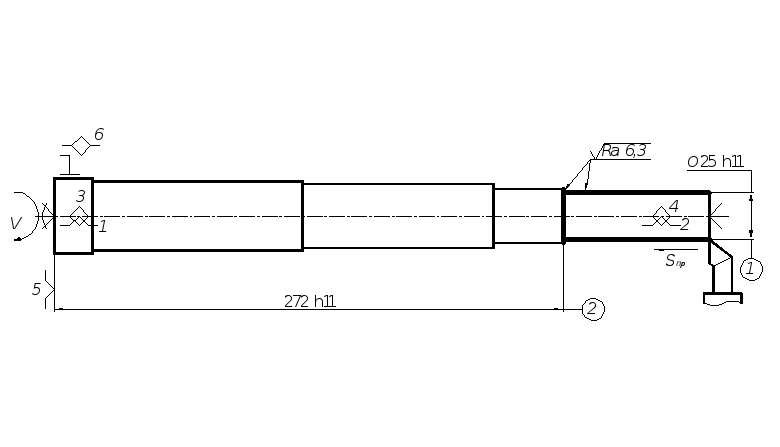
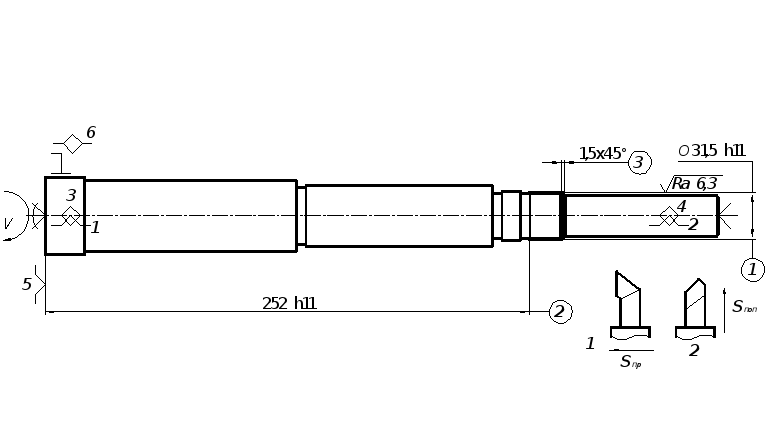
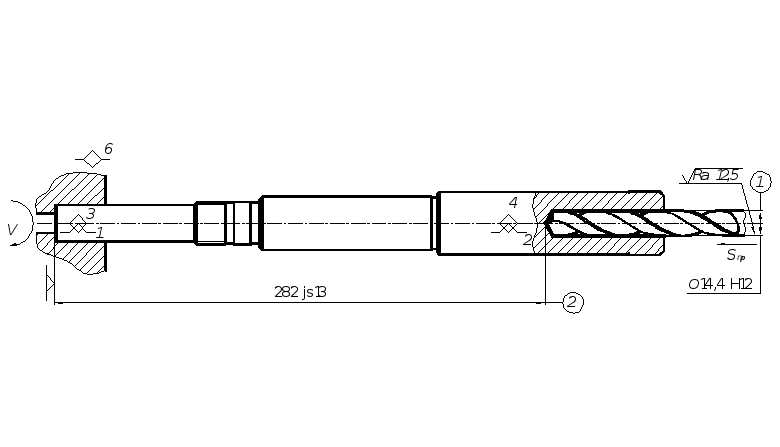
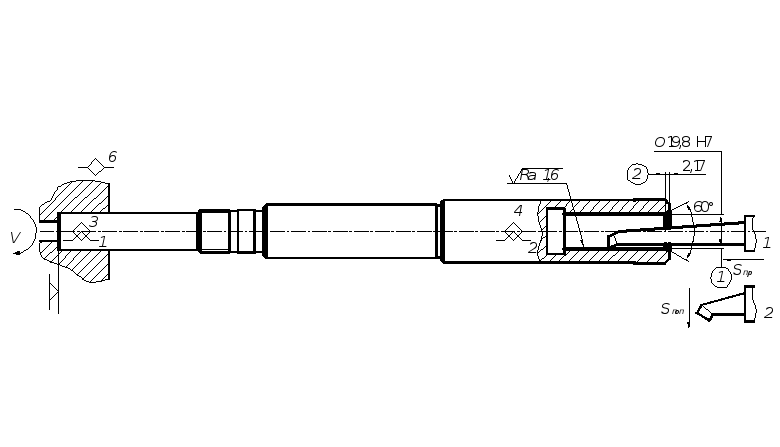
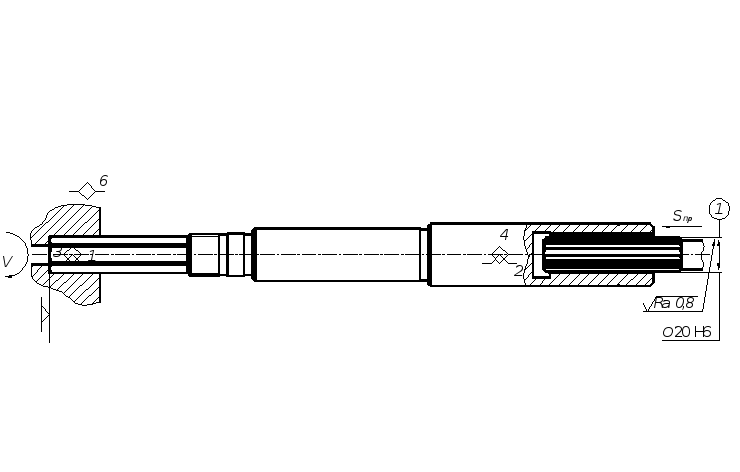
010. Установ В. Позиция I. Эоб.
Токарно-винторезный станок 16К20, настроенный, класса точности П.
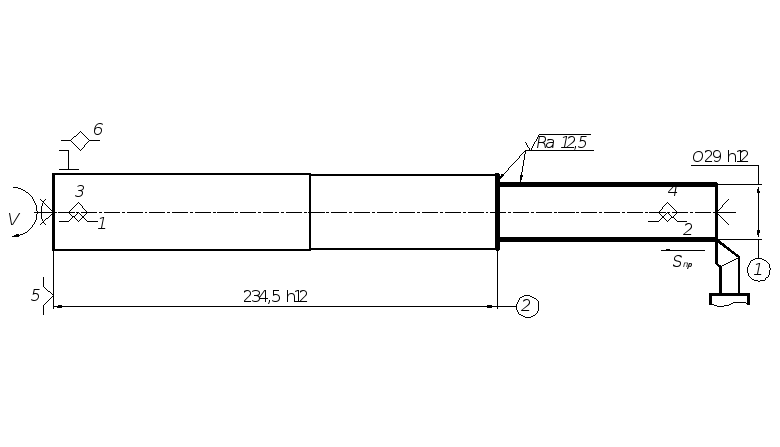
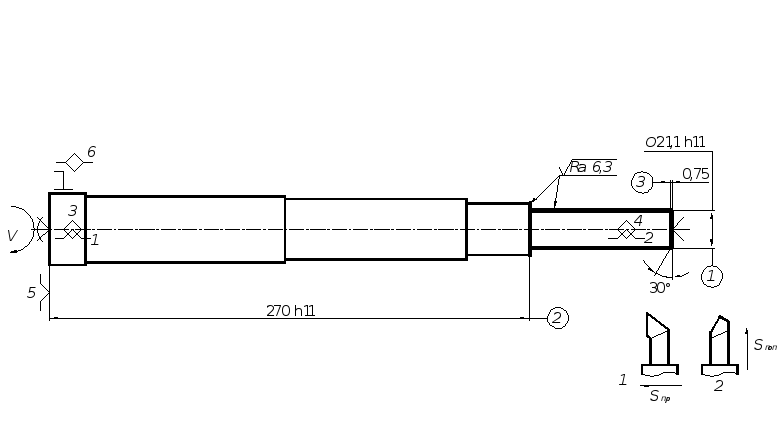
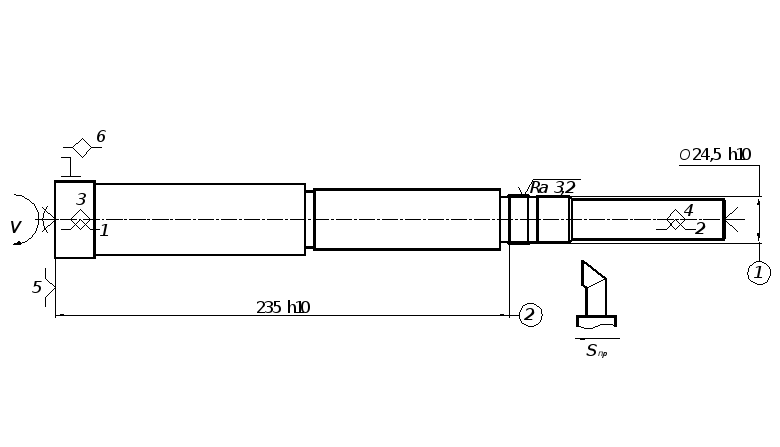
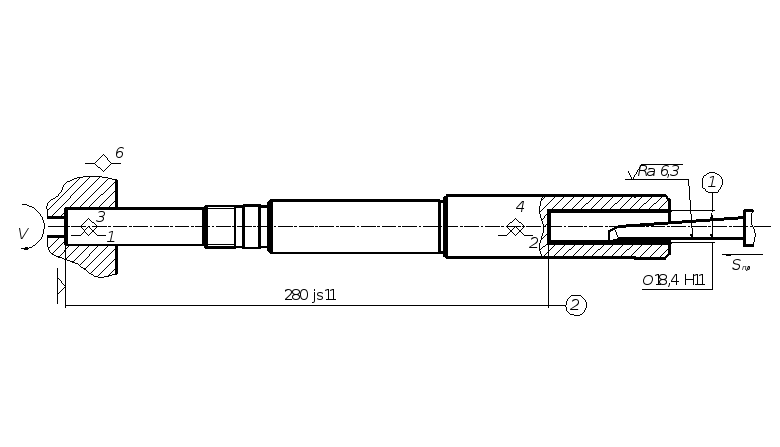
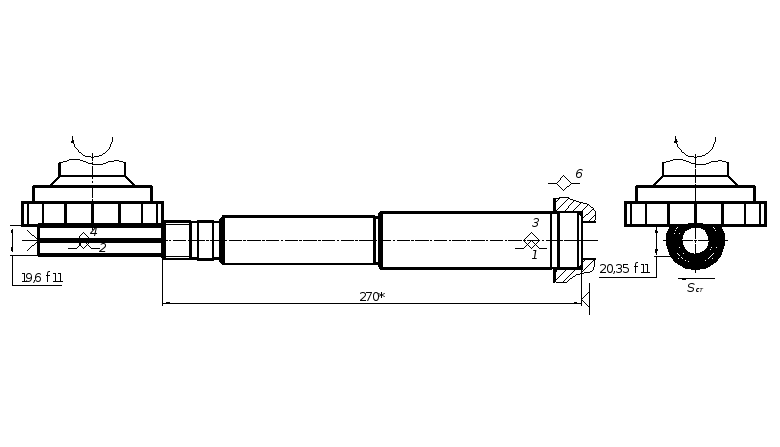
010. Установ В. Позиция II. Эоб.
Токарно-винторезный станок 16К20, настроенный, класса точности П.
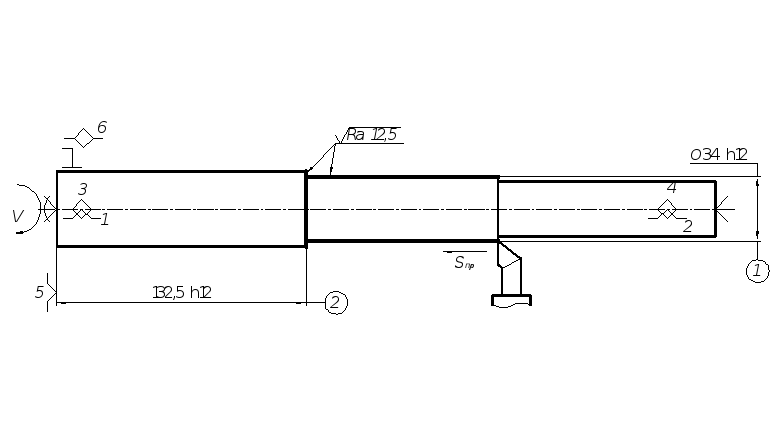
020. Установ А. Позиция I. Эчр.
Токарно-винторезный станок 16К20, настроенный, класса точности П.
020. Установ Б. Позиция I. Эчр.
Токарно-винторезный станок 16К20, настроенный, класса точности П.
020. Установ Б. Позиция II. Эчр.
Токарно-винторезный станок 16К20, настроенный, класса точности П.
020. Установ Б. Позиция III. Эпч.
Токарно-винторезный станок 16К20, настроенный, класса точности П.
020. Установ Б. Позиция IV. Эпч.
Токарно-винторезный станок 16К20, настроенный, класса точности П.
020. Установ Б. Позиция V. Эпч.
Токарно-винторезный станок 16К20, настроенный, класса точности П.
020. Установ Б. Позиция VI. Эпч.
Токарно-винторезный станок 16К20, настроенный, класса точности П.
020. Установ Б. Позиция VII. Эпч.
Токарно-винторезный станок 16К20, настроенный, класса точности П.
020. Установ Б. Позиция VIII. Эпч.
Токарно-винторезный станок 16К20, настроенный, класса точности П.
020. Установ Б. Позиция IX. Эч.
Токарно-винторезный станок 16К20, настроенный, класса точности П.
020. Установ Б. Позиция X. Эпч.
Токарно-винторезный станок 16К20, настроенный, класса точности П.
020. Установ Б. Позиция XI. Эч.
Токарно-винторезный станок 16К20, настроенный, класса точности П.
020. Установ В. Позиция I. Эпч.
Токарно-винторезный станок 16К20, настроенный, класса точности П.
020. Установ В. Позиция II. Эпч.
Токарно-винторезный станок 16К20, настроенный, класса точности П.
020. Установ Г. Позиция I. Эч.
Токарно-винторезный станок 16К20, настроенный, класса точности П.
020. Установ Г. Позиция II. Эч.
Токарно-винторезный станок 16К20, настроенный, класса точности П.
020. Установ Г. Позиция III. Эп.
Токарно-винторезный станок 16К20, настроенный, класса точности П.
020. Установ Г. Позиция IV. Эп.
Токарно-винторезный станок 16К20, настроенный, класса точности П.
020. Установ Д. Позиция I. Эп.
Токарно-винторезный станок 16К20, настроенный, класса точности П.
020. Установ Е. Позиция I. Эчр.
Токарно-винторезный станок 16К20, настроенный, класса точности П.
020. Установ Е. Позиция II. Эпч.
Токарно-винторезный станок 16К20, настроенный, класса точности П.
020. Установ Е. Позиция III. Эпч.
Токарно-винторезный станок 16К20, настроенный, класса точности П.
020. Установ Е. Позиция IV. Эч.
Токарно-винторезный станок 16К20, настроенный, класса точности П.
020. Установ Е. Позиция V. Эп.
Токарно-винторезный станок 16К20, настроенный, класса точности П.
025. Установ А. Позиция I. Эпч.
Вертикально-фрезерный станок 6Т12-1, класса точности Н.
030. Установ А. Позиция I. Эч.
Долбёжный станок модель 180, класса точности Н.
055. Установ А. Позиция I, II. Эч, Эп.
Плоскошлифовальный станок С-827, класса точности В.
060. Установ А. Позиция I. Эп.
Круглошлифовальный станок 3Б151, класса точности В.
050. Установ А. Позиция II. Эп.
Круглошлифовальный станок 3Б151, класса точности В.
060. Установ Б. Позиция I. Эп.
Круглошлифовальный станок 3Б151, класса точности В.
070. Установ А. Позиция I. Эв.
Токарно-винторезный станок 16К20, настроенный*, класса точности П.
6. УРОВЕНЬ АВТОМАТИЗАЦИИ ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ И ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
В данном производственном подразделении широко используется компьютерная техника, что приводит к уменьшению времени разработки технологического процесса, а следовательно уменьшению время выхода готового изделия на рынок.
В общем случае время на подготовку технологического процесса сокращается за счет:
- набора текстовых документов в текстовых редакторах с использованием готовых форм и бланков;
- создания эскизов в векторных редакторах;
- использования баз данных, содержащих в себе информацию по ГОСТам, ОСТам, ТУ, информацию по технологической оснастке;
- объединение различных подразделений, занятых в разработке технологического процесса, в единую компьютерную сеть, что позволяет наблюдать за выполнением работы в отдельном подразделении.
- созданы алгоритмы и программы для решения отдельных технологических задач: расчеты режимов резания, норм времени и производительности (проводятся в пакете MS Office Excel).