

2 Классификация огнеупорных материалов
.pdfФормопроисходитбыстрееразование,чемфиксацияформыпродолжительность |
|
|
||
формованияопр |
-сяпродолжит |
-ю фиксацииформы.Длятого,чтчтобыпр |
-ссфор -ния |
|
ротекалбыстротребуетсямал |
|
аяскоротверденформообразованиянастадьи |
|
|
ольшаянастадиификсацииформы.Этодостигаетсяприувеличенииск |
|
|
-стиохлаждения. |
|
Чкмкорочестекло,тембыстреебудетфиксифо.Скоростьоватьсяматвердениястекла |
|
|
|
|
формованиириопр. |
-сяфакторами: 1. |
Вязкостью. Ск2. ростьюхлаждениястекла.3. |
|
|
теперавномерностиохлажденияьютвердениямассе.4толщина. изделия.Для |
|
|
|
|
величенияпроизводительностимеханиз |
|
-омформованиистекланеобходиморешить |
|
|
лед.Задачи:Изменение1.состеклаизменениава, |
|
еегодлины. Увеличивать2. ск |
-ть |
|
хлаждения.Пр |
-ссыформованиястекларазделНепрерывн:1. ютпроцесс.2. ые |
|
|
|
иклические. |
|
|
|
|
текучесть6. стеклприформованиимассы. |
|
|
|
|
|
Приформованиинастек |
|
-ссудейств.Силы2 |
типов: Внешние1.(мех |
-тесилывытягивания). |
|
Внутренние. ,копр |
-сясв -мистекломассысилы( тяжести,силывнутренннатяж). енияго |
|
|
||
Внутренивнешсилымогутниедействоватьодномнаправлениилибо |
|
|
|
||
ротиводдругу.Текучестьйствоватьстекломассы |
|
опр.Вязкостью.Текучесть |
-ссы |
||
формованиириопр |
-сятемпературнойзависимвязк, остечениетиколькуью |
|
|
||
теклприформмапрсоеесытвердениемванииисх,этозначительноусложняет |
|
|
|
||
вижениестекломассы.Дв |
|
-ниестек |
-ссывпроцессевытягиванияпрои |
сходитвдоль |
|
аправленвыталк.прифлоативания |
|
-процессепомимонаправленияосн.Потока |
|
|
|
роисходитдвижениест |
|
-ссывпоперечномнаправлении,связидейст.Силытяжести. |
|
|
|
кинетика7. прохлцессовтверденияжденияпри |
|
формовании. |
|
||
Влияниенаскорость |
|
наскортверденияоказываетстьусловиеохлажденияст. кла |
|
|
|
Охлаждениястеклаопред |
|
-сяпроц -митеплопевнустеклаитеплоотдачириедачивокр. |
|
|
|
Среду.Теплоотдачаосуществзасч плопровияетсяизлучения.Скодностирость |
|
|
|
||
хлажденияувеличиваетсяростомразноститемп ратурк |
|
|
-ссы,теплофизическими |
||
войствамистекла.Вначальныймомврформованияентменитепловойотокнаиболее |
|
|
|
||
нтенсивныйпомереохлаждениястек |
|
-сскыоростьхлаждпадаискоростьения |
|
|
|
вердения.Кин |
етикапроцтвеприрденияссформованииопр |
|
-сятакжеспособом |
|
|
формования.Присвоб днпрованиим |
|
-сстверденияразвивапостепеннотся |
|
|
|
роисходитравномерноеаростаниетолщинызатвердсло.приформованииевающихс |
|
|
|
||
спользформующерхноовании |
|
|
стейкинетикатв.Процессусложняетсяэт. в |
|
|
вязанососложностьюпроцессатеплообменапривзаимодействиистекломассы |
|
|
|
||
формующейповерхностью. |
|
|
|
|
|
тепло8. прифорвзаимодействиеованииб, енстекломассыформой. |
|
|
|
||
Формаизделий |
образуетсяподвоздейвнешнсствспользованиемилийх |
|
|
||
Явл-сямехаиническимструментом,котпризаданныеразмаформыети . Яв2. |
|
|
|
-ся |
||
еплообменнымаппа.Приатом |
|
формованииспомначальщьюоментко ыйтакта |
|
|
||
тек-ссповерхностьюыпроисходитеерезкоеохлаждение.Из |
|
|
|
-заусадкиповерхностного |
||
лоястеклаконтактстеклформойнарушаетсямассычтозамедляет, процесс |
|
|
|
|
||
формования.Тепловойконтактст |
|
|
-ссыоказыв |
аетвлияниекачествоповерхностиформы. |
||
Плотконтактдостигаетсяыйпригладкойповерхностиформы.Еслижеформа |
|
|
|
|
||
шер,тостеклоховатаянезапвпадинылняетповерхн,тепроисходитчечныйтей |
|
|
|
|
||
онтактстек |
-ссвыс,т.етеуплообменамиеетенсивный |
|
|
,аповерхность |
||
теклоизделиястановитскованной. |
|
Эффективнымспособомприинтенсификации |
||||
еплспомобменафявлщьюрм |
|
|
-сяувеличевнешповерхностиформиеей.Важным |
|
|
|
вл-сятемпреформованияратурныйжим(300 |
|
|
-600С)Притем. |
|
-ременее300Свозникают |
|
ледующиебракиформован:по,складкиечк.АеслитемператураявышеС600 |
|
|
|
|
||
величиваетсяпродолжитеформованияпри, стеклаипаниеьностьформе.Кмат риалу |
|
|
|
|
||
редъявляютсяследующиетребования:жарос,высокаяеплойк, проводность |
|
|
|
|||
зносостойкость.Матер |
иа,дляизготовленжаростойкаяыформ: легистальрованная, |
|
|
|||
угун,бронза,дерево,гр.Высокиефиттребованияпр дъявляютсякчерновымформам. |
|
|
|
|
||
Материалчистовыхформвыдерживаетменеесущественныетепловыенагрузки,но |
|
|
|
|
||
ачествообработкичистовойформы |
|
определяеткачествоповерхностигоизделияового. |
|
|
||
циклические9. способыформо:прессование, анияпрессовыдувание, . |
|
|
|
|||
Прессованиевысокопроизводительный -бформования.Рабочийинтервалвязкостипри |
|
|||||
рессовании10 |
2 -106,5 |
Пас.На1 |
-1стадиикаплястекломасподаетвформуна. 2сяы |
|
-й |
|
пускаетпуанс,опугоскаетсянрлокольцо.Послевоеыднеобходимыйржкидля |
|
|
|
|
||
фиксацииформыпуансонподи имается3 |
|
|
-ейстаудаляпуииоткрытияемформытся. |
|
||
Недостатки:невозможностьпо |
|
лучитьтонкостенизделия,коваповерхностиыеность. |
|
|
||
Выдувание- |
самыйраспространенный |
-бформо.Происходитврезультатеания |
|
|||
астягус.Рабочийлийвающихинтервалвязкости10 |
|
|
|
2-106 Пас.Формованиебутылок |
||
существляетсянасекционныхмашина |
|
IS-10,8,6Подачакапли. вф рмусуществляется |
||||
орлвниз.Вгоформерловойсоздаетсявакуум.Происходитформовгорлизделаниея |
|
|
|
с |
||
омощьюкерна.Затемкернопускается,действиевакуумапрекращается,сверхуопускается |
|
|
|
|
||
онныйзатвор.Вгорловуючастьподается |
|
|
жатыйвоздух |
ивыдпу.Черноваяваетсялька |
||
форматкрываетсяипулькапередаетсячистовуюформу.Вчистовойформеподводится |
|
|
|
|
||
утьеваяголпосждаевкавоздухтыйипроисходитсяокончательвыдувание.При ое |
|
|
|
|
||
методедвойвыдуваниянабутылкеогопоявляется |
|
|
фидервол,котявлная |
-сяследствием |
||
азнотэтоограничив. лщиннвозмснизимжностьстиабуссует.Боылееки |
|
|
|
|
||
овременнымявляетсяспособпрессовыдуванияиспо. формованияльзуется |
|
|
|
|
||
широкогтарынаавторлойматах |
|
IS иузкогорлойтары.Приспособепр |
|
ессовыдувания |
||
спользуетсяболееравномерноераспрст деление,кломустраняетсяссы |
|
|
|
|
||
азнотолщинностьотсутствует, фидервол. я |
|
|
|
|
|
|
20Непрерывны. |
епроцессыформовании |
стеклоиздел:прокат,вытягиванией |
||||
Вытягивание стеклпромассынепрерывноизводитсяподдействиемодносторонне |
|
|
Принцип данн |
|||||
правленныхстягус,создаваемыхилийвающихвы |
|
|
тяжныммеханизмом. |
|||||
заключаособавпостется |
|
пенномоттягиваисходнепрерывнопополняющейсяиии |
|
|
||||
итающейпроцесспорциистекломассылуковицы( )изделиезаданнойконфигу |
|
|
|
|
рацлист(, |
|||
волокноуба)Различают. |
|
вертикальное (вверхиливниз) |
горизонтальное вытягивание,по |
|||||
узладуформования |
|
—лодочнибезлодочное |
. |
|
|
|
||
Вертикальноевытягиваниевверхш рокосподформользуется |
|
|
|
|
ваниялодочнымили |
|||
злодочнымспособамиплоскогоили(р флен)листтолщинойеквгогоа0,8до15мми |
|
|
|
|
|
|||
иринойлентыдо3000мм,атакжетрубтолстостдиаменныхтро |
|
|
|
|
м50 —200ммитрубок |
|||
аметром2 |
—30мм. |
|
|
|
|
|
|
|
При лодочном способевертикальноговытягиваниялентыстеклаисп льзуется |
|
|
|
|||||
ециальноеформообразующеетело |
— лодочкаввидепрямоугшамбруса,ольноготного |
|
|
|||||
меющегосквознпродольй |
|
-ыйвырез |
— щель.При.принуди |
тельномпогружениилодочкив |
||||
екломассупослевыдавлиняя |
|
ваетсячерщинакапливальз |
|
|
етсянаднейввиделуковицы,из |
|||
непрерывноторойоттягивлентстеклаетсясредствомсисте |
|
|
|
|
мывращающихсявалков |
|||
ытяжноймашинывалки(вза модейст |
вуютсжезатвер |
|
девшейлен |
той)Для.интенсификации |
||||
лаждтверденияи пообесттыонеероныустанавлива |
|
|
|
|
ютводяные |
|||
лодиль.Недостаткамидаспосонникиго |
|
баявляютсяограниченнаяпроиз |
|
водительность |
||||
высокоекаче |
|
ствоповерхностилентыобуслов |
|
ленноеобразов |
аниемпродольнойполосности, |
|||
висящейотсостоя |
|
|
ниящелилодочки. |
|
|
|
|
|
Безлодочное вертикальноевы |
тягиваниелентыстеклаосуществ |
|
ляетсянепосредственно |
|||||
во боднойповерхностистекломассырезультатеоптимальногорегу |
|
|
|
|
лированияеевязкости( |
|||
образлью |
ованиялуковицы)путемэкранированияузлаформовзеркала( ния |
|
|
|
|
-стек) |
||
радительнымиустройстваводяныхолодильми |
|
|
|
никами. |
Приэтомдляформования |
|||
ерживаниябортлентыпееокраямустанпоабортоформующихвливаютрероликов |
|
|
|
|
|
|||
инудительноговращ |
ения,авостальномпроцессеаналогилодочномувытягиен |
|
|
|
ван. |
|||
анныйспособвесьмараспркакбпроизводительстраненлее |
|
|
|
ныйипозволяющийучать |
||||
стеклантучшимчествомпо |
|
|
верхности, э ехнологияавесьмачувствительнак |
|
|
|||
клонениямвтехно |
|
логическрежименедэффективвытягиванииостаточномпри кого |
|
|
|
|
||
екла(2мм). |
|
|
|
|
|
|
|
|
Спгособризонтавытягиванияпораспространениелучильногоприформовании |
|
|
|
|
|
|||
лиоскогосттолщинойовогоек0,4а |
|
—20ммиширинойлентыдо3650ммнаибольшее |
|
|||||
пользование |
длявыработкистеклян |
ныхтрубдиаметромкдо2мм50.Очевидные |
|
|
||||
еимуществаданнспособатомдругомслучаях |
|
|
|
—этов зможностьсущественногопо |
||||
ышенияскоростиформованиягоризонтнаправлениетехнолольное |
|
|
|
|
гическихлиний |
|||
ыработки,чтоп вышае |
|
тихэксплуатационнуюнадеж |
|
ностьиэффективность. |
||||
Пригоризонтальномвытягиваниилентастеклафорсосвободуется |
|
|
|
|
нойповерхности |
|||
екломвначалевертикальнопоаналогииссыбезло |
|
|
|
- дочнымспособпомдвухпарощьюм |
||||
ртофороликовпо(краямлентмующих |
|
ы),азатем,сохраняяещепла,помощьютичность |
|
|
||||
регибноговаламеняетнапрасвоегодвижениялениенагоризонтальноерис(. 11Такой.9). |
|
|
|
|
|
|||
позволявырабатыватьособ стсевысокимклокачест |
|
|
|
вомповерхочеширокомностиь |
||||
аптолщин,аглавноезоне |
|
— тонкиестекла. |
|
|
|
|
||
Прокатка стеклпромассыперизводнепрерывноодичлтсяподдействиемски |
|
|
|
|
||||
ответственно)одно |
|
- илидвустороннихжимающе |
|
- растягивраск( )усилатывающихх, й |
|
|||
здаваемыхвращ .лкамиющимися |
|
|
|
|
|
|
||
Периодическаяпр каткасуществляется |
|
одинприем!путемформованлистпорциия |
|
|
екломассывыливаемой( изгоршка)намет неподвижномллическомстолебортами( ) |
|
|
|
|
влениемод |
ногоилидвухкатящихсяпонемувалквто( првимойпринеобняют |
|
ходимо |
|
лаживанияповерхностилис)Э. мот |
|
алопроизвспосформованияхарактеренбдительный |
|
|
разованлистеаповерхностиемневысокогокачества |
|
— «ко»вреаной |
зультатерезкогоее |
|
лаждениятверденияприконтактесхолоднымвалом.Приспособенепрпрокаткирывной |
|
|
||
стекломассыруяпоступаю( |
щаяизпечичерезсливнпор)формуетсявглентуйтолщиной3 |
|
||
ширинойм домм3000междудвумявращнающимисявстречуодинругому |
|
|
|
|
еталлическимиполымивалкамирис.( 11которые.охлаждаются11,6),изнутриводой |
|
|
|
|
бежаниеприлк стекломпания |
массы.Поступающнаформовестественныманиея |
|
||
струяпоромстекломассы,растпередвалкамикаясьнатребуемуюширину,образу |
|
|
етлуковицу, |
|
оторойпрокатываетсялента,поступающаял |
|
ковпласостояниитическомна |
||
иемнплитоткрытыйрольую |
гангдляокончательногоохлаждизатв. рдевания |
|
||
епрерывнаяпрокат |
ка — простой,надежныйивысокопфрособизводительныйрмования |
|
||
ст,оекладнневысокоевогоачествокованость(«»)егоп верх |
|
|
ности,неравномерно |
|
адиентно)затвепрдевающей |
ирезкомееох |
лаждениимеждупрокатнымивалками,исключает |
|
|
зможностьприме |
нениятакогостеклабезд полнительнойобработкиполирования( ) |
. |
||

21Флоат. |
-процесс.Физико |
-химическиеосновыфлоат |
-процесса. |
|
|
|||||
Флоат-способформованиялентыстеклаосуществляется |
взакрытойваннена |
|
||||||||
поверхностирасплавметалла)путем(енногоовасвоб дно |
|
|
горастекания |
|||||||
стек(ломивнаваннычаемссыполоткуизйпе |
|
чи)движенияпорасплаву |
|
|||||||
метаплавающейленты,котораяприэтом,постепенноохлаждаясьизатвердевая, |
|
|
|
|||||||
непрерывнооттягивизваннывр етсящающироликаконвейера, мися |
|
|
|
|||||||
расположенногодруго |
гоконцаванны.Процессформпр подванияисходитдей |
|
|
- |
||||||
ствиемма совпрлыотиводейссилвязкогосопр тивлениявия |
|
|
|
|||||||
поверхностнатяжения.Врезулько оготактате |
|
жнейповерхностиленты |
|
|||||||
идеальногладкповерхностьюрасплавленногойме |
|
таллаиогневойполировкиее |
|
|||||||
верхнповеподрхностидейств( по ем |
верхностногонатяжения)достигается |
|
|
|||||||
исключительновысокоекачествоповерхнлистовогоифл ат |
|
|
-стекла.Для |
|
||||||
предотвращенокиоловаслеяпринвысокихнетемяпературахорчи |
|
|
|
|||||||
поверхнстекот( локсожениеастипле)вваннедсоздаюткийзолированную |
|
|
|
|||||||
инесрсмесь(тнедазотауводородомю). |
|
3 |
|
|
||||||
Приформовании1100Сстеклсо тветствуетвязкостимасса10 |
|
Пас.темпера |
турав |
|||||||
зонеактивнформовс ставлетго 900ния |
-1000С.Приформованиилентыстекла |
|
|
|||||||
действуютсилы2: |
|
|
|
|
|
|
|
|||
1сила.тяжести |
|
|
- благодаряейстекломасрас.текаетповерхностиМес.ая |
|
|
|
||||
2силаповерхн. натяжения.Постверхносныесилыограничиваютогорастяжениядо |
|
|
|
|||||||
образовали(слойнстеклаиязы)дообразованияравнтолщины.весной |
|
|
|
|||||||
h = |
|
2Lρ1 |
|
|
, L = δ2 +δ12 δ1, где ρ1 и δ1 -плотиповерхн. остиатяжениенаграницеМе |
|
- |
|||
gρ |
2( |
ρ − ρ |
) |
|
||||||
|
|
1 |
2 |
|
|
|
|
|
|
|
газ, ρ2 и δ2 -плотиповерхн. остьатяжениенаграницестекло |
-газ. |
|
|
|||||||
Этосамыйпроизводительэффективспособ,поз ныйоляющийырабатывать |
|
|
|
|||||||
листвекбоовоелдиапазонеьшомтолщин |
— отдо230ммприши |
ринелентыдо4000 |
|
|||||||
мм.Кнедостатксп тносятсясобам |
сложностьап |
паратурногооснащенияэксплуатации |
|
|||||||
технологлиниической |
. |
|
|
|
||||||
15Свойства. стекол,определяющиеихспособностькформованию.
1Реологические. свойства(вязкости,поверхностноенатяжение)
Вязкость-способностьпередслоявиженияотностельного |
|
|
|
|
|
неподвижногослоя. |
|
|
|
|
|
|
|||||
F =η S |
dv |
где F -приложеннаясила; |
η -коэффициепропорциональности(ди амической |
|
|
|
|
|
|
|
|||||||
dx |
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
вязкости); |
|
|
|
|
dv |
|
|
|
|
|
|
|
|
|
|
|
|
S -поверхностьсоприксл, евсающихся |
|
|
-градиентскоростидвижения. |
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|||||||
Путемизменениясостекла,такжеаватемпературныхуслфовийрмованияможно |
|
dx |
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
регулирреолсвойствагические.ватьТемпературныйинтформованиярвалстекла |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
соответствуетвязкости10 |
|
2-106,6Пас.Д |
ляуслови |
ймеханиз. |
формования позволяетоценить |
|
|
|
|||||||||
выроботочныесвойствастекл: |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
1.TG-температуракапли |
TG=2,63(Tlit-Tg)+ |
Tlit, |
2температурный. интервал |
|
|
|
|
|
|
||||||||
формообразования. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
Поверхностоенатяжение |
|
-спосоверхнбножидксамопроизвольномутьости |
|
|
|
|
|
|
|
|
|||||||
сокращениюиз |
-за действиясилмежмолекулярноговзаимодействия.Действиесил |
|
|
|
|
|
A |
|
|
|
|
||||||
поверхностногонаяжениянаправленоуменьшениеплощадиверхности. |
|
|
|
|
|
|
σ = |
|
Ме |
||||||||
|
|
|
|
|
|
|
S |
||||||||||
поверхностногонатяженияявляетсяработа |
|
|
|
,которуюнадозатратить,чтобыорганизовать |
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
||||||||
еденицуповер |
|
хности.Положительнспособствуетвлияние: процессуформования |
|
|
|
|
|
|
|
|
|
|
|||||
стекловолокна,флоат |
-стекла.Отрицательное:сужениелентыстеклапри |
|
|
|
|
|
|
|
|
|
|
||||||
вытягивании,невозможнополучиизделиясостребрамирымиь. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
2Кристализационная. способность. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
Дляисключенкристаллизацииприя |
|
выработкетемпитателяерформуемойтуракапли |
|
|
|
|
|
|
|
|
|||||||
должнабытьвыше,чемтемператураликвидуса.Дляхарактерикристалл.Способноститики |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
введенпоказательназывается |
|
индексрабочегоинтервала |
|
|
D = (Tlit |
−Tg ) −170 если D<0то |
|||||||||||
стеклокристаллизуетсяпри |
выработке.покристаллаза.Стеявлькла |
|
|
|
-сятемпература |
||||||||||||
кристалстекла,котдоизбылжнарнижециитяемь |
|
|
|
|
|
|
-рывырн70аботки |
-80С. |
|
|
|
|
|
|
|||
3термич. свойствастекл(теплопроводнские,теплоемк,темпераос) туропроводность |
|
|
|
|
|
|
|
|
|
|
|||||||
Приохлождениистекоизделийвпр |
|
-сеформ |
ованияск ростьхложопренияделяется |
|
|
|
|
|
|
|
|||||||
Эффтеплопрктивнойводностью |
|
λэф черэтувезлперчинутезапласчетдачи |
|
|
|
|
|
|
|
|
|||||||
теплоприизлучением,озависитнаводностиоттеплопрозрачностисткла |
|
|
|
|
|
|
-прозрачно |
||||||||||
стеколвИКиз ,теплопрозрачносучении |
|
тьзависитоткрасящихкомпонантов. |
|
|
|
|
|
|
|
|
|||||||
Теплопроводность-способнпроводитьтеплоградиентномстьтемпературн |
|
|
|
омполе |
|||||||||||||
болеегорячихкболеехолодным. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
Теплоемкость-количествотеплоты,котороенеобхоподвестиктеляповышенияимоуего |
|
|
|
|
|
|
|
|
|
|
|||||||
темперназадатурынну |
|
ювеличину. |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
Коэффициенттемпературопхараскоростьвыравнивановодностиизуеттемпературыя |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
потолщинеиздвнестацилиятепло(отокеоднойнарномвом |
|
|
|
|
|
|
-рыкдругой). |
a = |
|
λ |
d |
||||||
|
|
|
|
|
|
|
|
||||||||||
-коэф.теплопроводности, |
- удельнаятеплоемкость, |
|
d-плотность. |
|
|
|
|
|
c |
||||||||
|
|
|
|
|
|
|
|
||||||||||
23Механизм. возниквременныхнапреженийостеклеенияприо лождении нагревании

Внутресобственными( ) нимиазываютнапряжения,уравновешен |
|
ныевпределахданного |
||
телаили(частиего)безучастмеханиялических |
|
температурныхвоздействий.Постепени |
|
|
локальностиэтинапряже |
|
ниявстекденлдвекатегоятсях :напрIодаяженияии |
|
|
макроскопические,действующиеобластях,соизмеримыхразмерамитела;напряженияII |
|
|
||
рода — микроск,действующопическбластяхие |
,со измеримыхсразмерами |
|||
микронеоднородностей. |
|
|
Временн |
|
НапряженияродаI,всвоюочере,разднавременныееляютсяьипостоянные. |
|
|||
напряжениявозникаютпринагревеилиохлаж |
|
|
дениистеклавследстнеравномерностиие |
|
температурногополявобъ |
|
емеизделия, |
вызывающейнеравномерныепообъемуупругие |
|
деформации,исчезаютпривыравнивтемпературы.Такиениипряжение,не |
|
|
||
вызывостдеформацийющиеточн,называюттакжетермоупрух |
|
|
гими.Напряжения, |
|
остающивстеклпослевыравниваниясятемпера |
|
тур,называютс |
я постоянны. |
|
Временныенапряжвозникают,какправния, нагреваниилоилихлаждениистекла |
|
|
||
областитемпературниже |
|
Тg, постоянные — приегоохлажденииоттемпературвыше |
Те. |
|
связинизкойтеплопроводностьюстеклаиз |
|
делиивозникаютградиенты |
температ, |
|
элементарныеобъемырасши |
|
ряютсясжимаю( )неравномерно,чтоприводитсяк |
|
|
образованиювнут |
реннихупругихнапряжений. |
|
|
|
|
|
.Принагреваниитемпературанаруж |
ныхслоевпластинкивыше,чем |
|
|
внутреннихТ( |
2>Т 1),вследствиечегонаружныеслоистремятся |
расширитьсядобольших |
|||
размеров.Темпе |
|
ратурндеформ(асшя)кацияждслрзеслио(ниебыгоев еи |
|
|
|
былисвязаныдругдругомирасширялисьнезави)составилабыоответственноимо |
|
|
|||
аТ2 и аТи причем аТ2>а,Т[ |
(а —ТКЛРстекла)Одна. |
ковдействительност |
ислоисвязаны, |
||
ивнутреннийслойпластинкипре |
|
пятстрасширевнешует,чтовызываетнихю |
|
||
возникновениеплас |
тинкеупругихнапряжений:сжатия |
-—внаружномслоеупругая( де |
|
||
формацияе |
уПр<0)ирастяжения |
— вовнутреннем( |
уПр>0)Приэтом.результирующая |
||
деформевкаждомцияслоепласнеравтеминаки |
|
пературной Т, |
абольшеили |
||
|
|
− |
мееенупругуюьшеад формацию. |
ε упр = α(Т |
|
толщине. |
Приохлаждестеклаоттемпературнижеи |
|
сболеебыстрымснижете внпеиемарслояхатурыужнТ( х |
|
|
сжатиемих( |
α Т2<α Т1 )распвременныхтермоупругихделенапряжеие |
|
наблюдаемомупринагревании: |
напрярастяжения |
|
Т ) |
− |
|
где Т -среднеезначениепо |
|
|
T g (вхрупком состо)всвязинии |
|
|
|
2<Т1) иболеебыстрым |
|
|
нийобратно |
|
— внаружныхслоях,сжатия |
— |
|
−
вовнут.Пбольшреннемиградтемпературиентах( |
Т —Т) напряжерастяжения |
(релаксациявременных |
|
напряженычерезобразова |
ниетрещин)наблюдается,например, |
|
||||
прииспыстекланаанииермо |
|
|
стойкость. |
|
|
|
|
|
22Видывнутренних. напрежстекле.М возникновенияханизмнийнапрежения |
|
|
|
|
|
|||
приохлождении. |
|
|
|
|
|
|
|
|
Внутреннимисобственными( )называютнапряжения,уравновешен |
|
|
|
ныев |
предела |
|||
данноготелаили(частиего)безучастмеханитемпературныхялическихвоздействий. |
|
|
|
|
|
|||
Временные напряжениявозникаютпринагревеилиохлаж |
|
|
|
дениистеклавследствие |
|
|||
неравнометемпературногополяобъности |
|
емеизделия,вызывающейнеравномерные |
|
|||||
по объемуупругиедефор |
|
мации,исчезаютпривыравниваниитемпературы.Такие |
|
|
|
|||
напряжение,невызывостдеформацийющиеточн,называюттакжетермоупрух |
|
|
|
|
гими. |
|||
Напряжения,остающивстеклпослевыравниваниясятемпера |
|
|
|
тур,называются |
||||
постоянными. |
Временныенап |
ряжениявозникают,какправ, нагреваниилоили |
|
|
|
|||
охлаждениистеквобтемпературстиниже |
|
Тg, постоянные — приегоохлажденииот |
|
|||||
температурвыше |
|
Те. . Постоянныенапряженияили(остаточные)возникаюттакжвсл д |
|
|
|
— |
||
ствиенеравнометемпературногопо ности |
лявобъстекла,нопримеодномусловии |
|
||||||
приобразованииостаточныхдеформаций.Такие |
|
|
формациивтвердыхтелах, |
|
||||
обладпластичностьюющихметаллах(),мо |
|
гутбытьрезупльтатомастических |
|
|||||
деформаций,возникающихслу |
чае,когдатермоупругиенапряжения |
|
превышаютпредел |
|||||
текучестиматериала.Встек,яв хрупяющемсятелом,длякимоторогопредел |
|
|
|
|
T g |
|||
прочнамногоосижепределатекучести,прин температурахзкихниже( |
|
|
|
|
||||
пластическиедеформации(соотв,постоянтственапряжения)невозникаютноые. |
|
|
|
|
|
|||
Процеобразованиясстаточныхнапряженийпластинестек,ох ждаемой |
|
|
|
|
|
|||
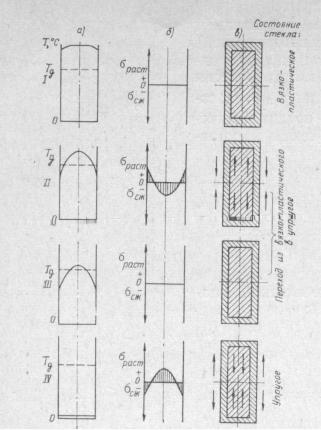
симмедвухсто,причедставленонсхеморис. тически13Каквидно.из2него., |
|
|
|
( T > T g ) , н |
||||
настадииохлажденияI пластина,нахо |
|
дясьввязкопластическомсостоянии |
||||||
имеетнапряжен |
|
ийсг=0):(термоупругиенапряжения,возникшиевслградиентадствие |
|
|
12 Па-с)При. |
|||
температур,релаксвсвязин вязкостьюруютзкойстекла)<(ССЮ< |
|
|
|
|||||
дальнейшохлажста( тII)демениииянаружныхператураслоевснижаетсяниже |
упругими),сжимаются,новнутреннийслойсв зи |
|
|
T g |
||||
онизатвердеваютстановятся( |
|
|
|
|
||||
низкойтеплопро |
|
-воднстеклаостаетсяввязью |
копластическомсостоянии.При |
|
||||
этомвнутреннийслой,имеющийбольшойобъем,препятствуетсжатиюнаружных |
|
|
|
|
|
|||
слоев,чтовы |
|
|
зываетобразовавреметермоупрниеных |
|
|
угихнап:расяжений |
|
|
тяжения— внаружныхслоях,сжатия |
— повнутр.Помереохлажденияннемпод |
|
||||||
действиемэтихнапряжестеклевозпластическиеникаютйдеформации,приво |
|
|
|
|
|
|||
дящиекпостепенномууменьше |
ниюнапряженийвплдоотьл |
T g |
нойихрелаксации |
|||||
(о=0,ста |
дия 3). Придостижениитемпера |
турниже |
возникшиедеформа |
ции |
||||
«замораживаются»вызы |
ваютпоявлениеупругойпласти |
|
|
непостоянных |
||||
напряжений,зна |
|
чениякоторыхпропорцидеформ,ас ответственнольныациям |
|
|
|
|
||
равнызначениямвременныхтер |
|
моупругих напряжестадия( Од4)знакийои |
|
|||||
этихнапряже |
нийпротивопРазличннаружных. скорхлажденияость |
|
|
|
|
|||
внутреннихслост к |
|
лаобусловливаетразличнуюструктуруэтихслоев: |
|
|
|
|
||
наружныхсло |
|
ях,охлаждсболвысокойескоростьюнныхе,фиксируется |
|
|
|
|
||
неравновеснаяструктура,соответствующболеевысокмпературамиявляя |
|
|
3)Образование. |
|||||
ющаясяменееплотнойразница( плотностидостигаеткг20/м |
|
|
|
|||||
градиенструксвойствпотолщинеаурыстекла,своюоче,предькиводит |
|
|
|
|
|
|||
возникпостоянныхапряженийвению |
|
Iр,ода |
|
накоэтиструктурные |
|
|||
напряженияпорядокнижезакалочных. |
|
|
|
|
|
|||
24. Механизм возникновения остаточных напряжений в стекле при охлаждении.
Остаточные напряжения возникают в стекле при охлаждении выше Tg, при этом особенно опасным является интервал соответствующий вязкости 1012-1013,5 Па*с. При охлаждении, при температурах соответствующих более низкой вязкости, напряжение быстрее снимается из-за относительно низкой подвижности структурных элементов.
Внешний слой переходит в твёрдое состояние, то есть застывает, он теряет способность к пластическим деформациям, в отличии от внутреннего слоя, температура которого меньше Tg. По мере снижения температуры внутренний слой стремится сжаться, но этому препятствует затвердевший внешний слой.
Врезультате прочной связи внутренних и внешних слоев, внутренний слой находится в несколько растянутом состоянии, при этом растяжение достигается за счет пластической деформации.
По мере последующего охлаждения T1<Tg и это деформированное состояние фиксируется.
Вповерхностных слоях сжатие, во внутренних слоях растяжение.
Эти напряжения не снимаются при выравнивании температуры, при охлаждении до комнатной температуры.
Величина остаточных напряжений зависит от градиента темеператур и величины ТКЛР. При условии T1>Tg, T2<Tg ТКЛР внутренних и внешних слоёв будет различен(ТКЛР внутр. слоёв>ТКЛРвнеш. слоёв). Вследствие этого скорость изменения линейных размеров внутреннего слоя больше, чем внешнего слоя. Это является причиной растягивающих деформаций во внутреннем слое.(конспект)
Быстрое охлаждение отформованного стеклоизделия может привести к созданию в нём внутренних напряжений. Эти напряжения возникают потому, что при быстром охлаждении нагретого стекла его наружные слои остывают быстрее, чем внутренние. В результате наружные слои стремятся к сжатию, в то время как более нагретые внутренние препятствуют этому. Когда процесс охлаждения заканчивается и температура наружных и внутренних слоёв выравнивается, внутренние напряжения могут остаться (тогда они называются остаточными)
Остаточные напряжения возникают в стекле в процессе его перехода из пластического в хрупкое, то есть твердое состояние. Временные напряжения образуются в процессе дальнейшего охлаждения уже твердого стекла. Остаточные напряжения в изделиях нежелательны. Остаточные напряжения, как правило, служат причиной разрушения изделий при механической обработке или воздействии на них внешних нагрузок. На возникновение напряжений влияют различные факторы, например скорость охлаждения изделий, их массивность. Так, при медленном и равномерном охлаждении изделия напряжения в нем почти не возникают и, наоборот, чем быстрее остывает изделие, тем больше в нем возникают напряжения. В массивных фигурных изделия чаще возникают напряжения, чем в маленьких и простых по форме.
25. Отжиг стеклоизделий. Стадии температурно-временного режима отжига стеклоизделий.
Отжиг стеклоизделий – процесс термической обработки, целью которой является исключение образования остаточных напряжений выше допустимых. По существу, это процесс охлаждения стеклоизделий по строго определённому графику. tв.о.=1012Па*с; tн.о.=1013,5Па*с.
t |
|
I |
|
|
|
II |
I стадия – охлаждение(нагрев) |
|||||||||
tв.о. |
|
|
|
|
|
|
II стадия – выдержка при tв.о. (снятие напряжений) |
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Эта температура может быть определена по |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
III |
дилатометрической кривой, температурной кривой вязкости, |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
tн.о. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
расчетным методом. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
III стадия – стадия ответственного отжига (от верхней |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
IV |
температуры отжига до нижней температуры отжига) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Скорость охлаждения на этой стадии должна исключать |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
возникновение напряжения выше допустимых. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Допустимые напряжения определены для каждого вида |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
стекол и выражаются в нм/см, а именно величине разности |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
хода обыкновенного и необыкновенного лучей. Также скорость охлаждения выражается толщиной изделия.
Например для плоскополяризованной пластины
vIII=0,05* /a2
IV стадия – быстрое охлаждение, скорость охлаждения должна исключить разрушение изделия из-за возникновения временных напряжений.