

Варианты расчета плит
|
1
|
Плиты, работающие на сжатие | |
|
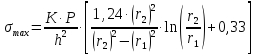
Для матриц rн<10 мм Для матриц любой конфигурации при 2a˃20мм или 2b˃20мм
a) | ||
|
| ||
|
б)
| ||
|
2 |
Плиты, работающие на изгиб
| |





Продолжение таблицы 3
|
|
|
|
|
|
|
|
|


где z- суммарная толщина плиты и подкладки под матрицу;
P-полная нагрузка на матрицу.

При
вычислениях по формуле (б)

где L- периметр режущей кромки;
E-модуль упругости материала плиты.
Таблица 4
|
Плиты |
2r2/h | ||||||||||||
|
3,5 |
4,0 |
4,5 |
5,0 |
5,5 |
6,0 | ||||||||
|
Круглые |
k |
0,7 |
0,81 |
0,86 |
0,91 |
0,95 |
1 | ||||||
|
k1 |
3,0 |
2,5 |
1,7 |
1,5 |
1,45 |
1 | |||||||
|
Квадратные |
k |
0,4 |
0,45 |
0,55 |
0,62 |
0,66 |
0 | ||||||
|
k1 |
2,5 |
1,8 |
1,45 |
1,24 |
1,15 |
1 | |||||||
Выбор толщины плиты штампа, работающей на изгиб, обуславливается необходимостью обеспечения не только достаточной прочности, но и жесткости.
В зависимости от конструкции и устройства опор по формулам из табл.3 п.п. 2-4 проверяют максимальные напряжения, которые могут возникнуть в плите при работе. Если рассчитанные напряжения находятся в пределах допустимых, то по соответствующим зависимостям находят максимальный прогиб плиты.
Если же рассчитанные напряжения больше допустимых, то толщину плиты нужно увеличить и проверку повторить.
Установленный по формулам табл.3 п.п. 2-4 прогиб плиты сравнивают с допустимой величиной прогиба, которая определяется по зависимостям табл.3 п. 5 а. б. Если расчетная величина прогиба оказывается выше допустимой, следует увеличить толщину плиты.
Формулы табл.3 п.2-4 получены из условия, что плита штампа рассматривается как тонкая пластина, опирающаяся на упругие опоры.
Наличие изгибных деформаций плит отразится на расстоянии между направляющими колонками.
В работе [3] предлагается формула для определения перемещения верхней части колонок, возникающего в связи с прогибом плиты.
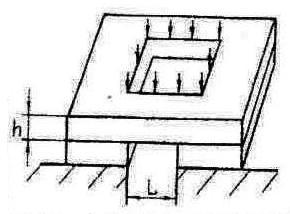
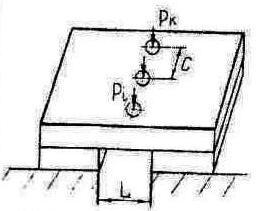
Расчетная схема плиты представлена на рис. 5.
Максимальный угол поворота θ сечения на участке, где расположена колонка, будет равен
|
|
(9) |
где
|
|
(10) |
 -опорные реакции, кг;
-опорные реакции, кг;
 -
момент инерции поперечного сечения
плиты.
-
момент инерции поперечного сечения
плиты.
Значения остальных величин, входящих в уравнения (9) и (10), ясны из рис.5.
Перемещение верхней части колонки (точка Б) будет составлять
|
|
(11) |
 .
.Итак, наличие деформации плиты под действием усилия штамповки приводит к повороту колонок, увеличению износа направляющей пары, нарушению равномерности распределения зазора между режущими элементами штампа, снижению стойкости штампа. Удовлетворительная стойкость, например, твердосплавного вырезного штампа получится в том случае, когда эксцентричность пуансона относительно матрицы не будет превышать 25% одностороннего зазора.
Исходя из условия незаклинивания направляющих колонок во втулках, толщина плиты штампа должна быть такой, чтобы перемещение точки Б колонки (рис.5) в горизонтальной плоскости не превышало 1/8 величины зазора между пуансоном и матрицей.
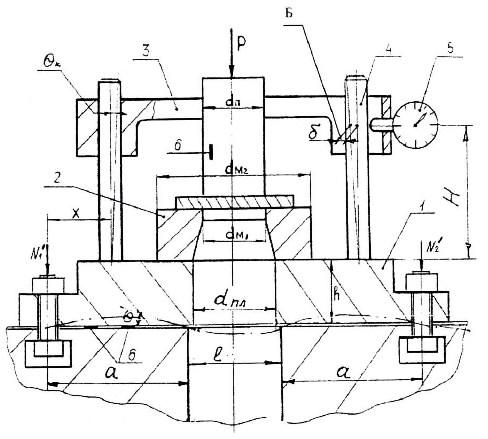
Рис.5. Схема штампа для определения деформаций пунсона, матрицы, нижней плиты: 1 – нижняя плита; 2 – матрица; 3 – кронштейн; 4 – колонка; 5 – индикатор; 6 – датчик сопротивления