

-
Описание технологической схемы
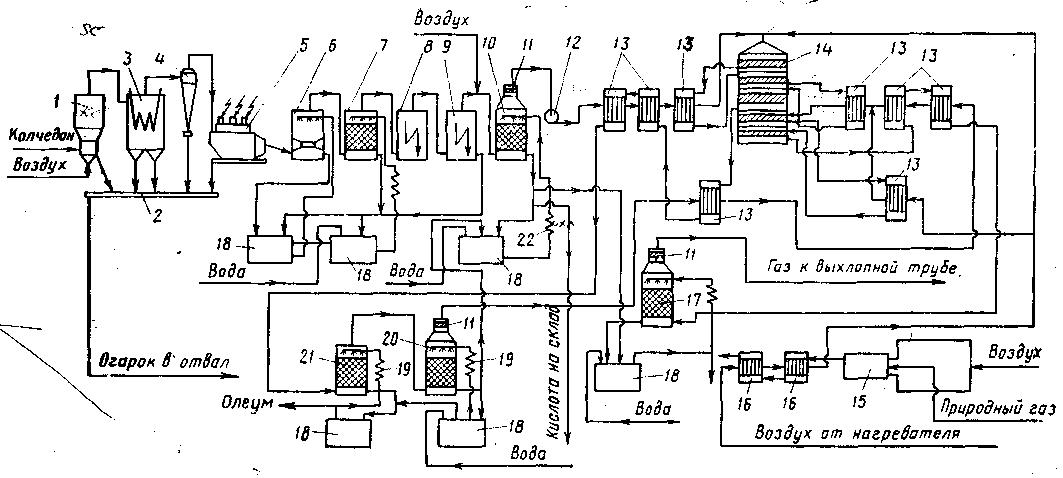
Рис. 15-11. Технологическая схема производства серной кислоты из колчедана по методу ДКДА:
/- печь; 2- система гидроудаления огарка; 3- котел-утилизатор; 4- циклон с пересыпным устройством; 5-сухой электрофильтр; 6-полая промывная башня: 7 - насадочная промывная башня; 8, 9 - мокрые электрофильтры; 10 - сушильная башня; 11 - фильтр-брызго уловитель; 12 гаэодувка; 13 - теплообменники контактного узла; 14 — контактный аппарат; 15 - пусковой подогреватель; 16 — теплооб-менник; второй моногидратный абсорбер; 18--сборники кислоты: 19- холодильники: 20 - первый многогидратный абсорбер; 21 - олеумный абсорбер; холодильник воздушного охлаждения кислоты.
Исходная сера поступает в плавитель, где плавясь нагревается до температуры 1200С и уже в виде жидкости поступает в печь циклонного типа 1 и нагревается до температуры 13000С, затем в котел-утилизатор 2, поступает сверху в пятислойный контактный аппарат 7 с температурой 4400С и концентрацией SO2 10%.
В трех верхних слоях катализатора происходит окисление диоксида серы примерно на 60 % в каждом и адиабатическое повышение температуры. Охлаждением газа в теплообменниках между полками достигается ступенчатое приближение к оптимальной кривой. На выходе из третьего слоя достигается степень превращения SO2 в SO3 на 93 – 95 %, при этом адиабата приближается к равновесной кривой и скорость реакции сильно уменьшается
Воздух осушается в сушильной башне 9, орошаемый 98%-ной кислотой. После подогрева в теплообменниках 8б и 8в в межтрубном пространстве направляется в печь 1.
Газ после первого слоя теплообменника 8а по трубам снова возвращается в контактный аппарат. После 2-го слоя газ поступает в теплообменник 8г по трубам и снова возвращается в контактный аппарат 7. После 3-го слоя газ поступает на абсорбцию по трубам теплообменников 8д, 8б, 8в в первый моногидратный абсорбер 10. После абсорбции газ выходит сверху и через теплообменники 8д, 8б, 8в направляется на 4-й слой контактного аппарата 7, где содержащийся в газе диоксид серы (около 0,5 %) окисляется на 90 – 95 %. Перед 4-ым слоем вводится дополнительное количество воздуха. После 5-го слоя (где селективность процесса составляет 99,5 % и выше) газ используется для подогрева воды в экономайзере 3 и уже оттуда направляется во второй моногидратный абсорбер 11, где происходит окончательное поглощение и выдача 93% H2SO4.
-
Расчет материального баланса хтс интегральным методом:
Структурная блок-схема:
Операторная схема ХТС:
1 - (серная печь) сжигание серы
S + O2 = SO2
2 – (контактный аппарат) контактное окисление
2SO2+ O2 = 2SO3
3 – (абсорбер) абсорбция SO3
SO3 + H2O = H2SO4
Исходные данные для расчета
|
Показатель |
Значение |
|
Степень превращения серы
в SO2 ( |
92,0 |
|
Степень
превращения SO2
в SO3
( |
99,0 |
|
Степень абсорбции SO3 (K) % |
99,8 |
|
Содержание SO2 в газе, поступающем в контактный аппарат, % (по объему) |
8,0 |
|
Содержание H2SO4 в целевом продукте, % (по массе) |
92,5 |
|
Базис расчета, кг поступающей серы |
1000 |
 %
% %
%
Составляем систему уравнений:
Блок
1:
1)


0,08 =
28,75
=
28,75
2)
 =
=


Блок
2:
1)
 ,5
,5

2)


Блок
3:
1)

0,925

2)















Соответствие переменных потока
|
Наименование компонентов |
Условное обозначение |
Хi |
Размерность |
Значение по расчету |
|
Свежий поток воздуха |
|
Х1 |
кмоль |
359,4 |
|
Поток газа полученного после 1-ого блока |
|
Х1 |
кмоль |
359,4 |
|
Выхлопные газы |
|
Х2 |
кмоль |
316,6 |
|
Продукты абсорбции |
|
Х3 |
кг |
3009 |
|
Поток воды |
|
Х4 |
кг |
511,4 |





Переименование и упорядочение переменных
1)
0,08 Х1
= 28,75
Х1
= 28,75
2)
0,881
 Х1
– Х2
=
0
Х1
– Х2
=
0
3)
8,374
 Х1
– Х3
= 0
Х1
– Х3
= 0
4) 1,423 Х1 – Х4 = 0
Матрица коэффициентов
|
№ уравнения |
Х1 |
Х2 |
Х3 |
Х4 |
Свободный член |
|
1 |
0,08 |
0 |
0 |
0 |
28,75 |
|
2 |
0,881 |
-1 |
0 |
0 |
0 |
|
3 |
8,374 |
0 |
-1 |
0 |
0 |
|
4 |
1,423 |
0 |
0 |
-1 |
0 |
Решение матрицы при помощи ЭВМ:
Х1 = 359,4 Х3 = 3009
Х2 = 316,6 Х4 = 511,4
Расход
воздуха:

Расход
кислорода:


Расход
азота:



Расход
воды на абсорбцию:

Количество
полученной серной кислоты:

Количество полученных выхлопных газов:
Общее
количество:

Азота:


Кислорода:


Оксида
серы (IV):


Оксида
серы (VI):



|
Приход |
Расход |
|||||
|
Вещество |
кг |
% |
Вещество |
кг |
% |
|
|
S |
1000 |
8,42 |
Целевой продукт |
3009 |
|
|
|
H2O |
511 |
4,30 |
Н2SO4 |
2783 |
25,0 |
|
|
Воздух: |
10368 |
87,3 |
H2O |
226 |
|
|
|
O2 |
2416 |
20,4 |
|
|
|
|
|
N2 |
7952 |
66,9 |
Выхлопные газы: |
9012 |
69,05 |
|
|
|
|
|
N2 |
7949 |
61,74 |
|
|
O2 |
1040 |
6,71 |
||||
|
SO2 |
18,43 |
0,047 |
||||
|
SO3 |
4,55 |
0, 02 |
||||
|
Невязка: |
886,66 |
0 |
||||
|
Всего: |
11879 |
100 |
Всего: |
12021 |
100 |
|

Также определяем:
Количество O2 в газе, поступающем в контактный аппарат (2-ой блок):


Количество N2 в газе, поступающем в контактный аппарат (2-й блок):


Количество SO2 в газе, поступающем в контактный аппарат (2-й блок):


Количество SO3 в газе, поступающем на абсорбцию (3-ий блок):


Количество O2 в газе, поступающем на абсорбцию (3-ий блок):
 32,5
кмоль
32,5
кмоль

Количество N2 в газе, поступающем на абсорбцию (3-ий блок):

Количество SO2 в газе, поступающем на абсорбцию (3-ий блок):

Поточная диаграмма:
Масса потоков:
Сырье:

Масса потока перед контактным окислением:

Потери серы на стадии сжигания:

Масса потока перед абсорбцией:

Масса выхлопных газов:

Масса серной кислоты:

Масса воды для абсорбции:

1– сжигание серы
2 - контактное окисление
3 - абсорбция
а – сырье
б – потери
в – вода
г – серная кислота (92,5%)
е – выхлопные газы
Масштаб: 1см = 2000 кг
-
Расчет основных технологических показателей процесса:
Расходные коэффициенты по сырью
S + O2 = SO2
По
сере:
 =
=

 =
=

По
кислороду:
 =
=

 =
=

Степень конверсии:
По
сере:

По
кислороду
Выход:
По
сере:

По
кислороду:

Селективность:
По
сере:
 =
=
По
кислороду:
 =
=
Выход целевого продукта (серной кислоты):

Селективность:

Выводы:
Разница коэффициентов по сырью (стех. и прак.) обусловлена неполнотой превращения серы, а также ее потерями на стадии подготовки сырья, которые были отнесены к стадии сжигания серы.
Для кислорода эта разность обусловлена его избыточным количеством для окисления серы, по сравнению со стехиометрическим.
В данной ХТС использованы технологические принципы и приемы их реализации:
-
Принцип наилучшего использования сырья.
Увеличение полноты превращения сырья
Уменьшение количества отходов.
-
Принцип наилучшего использования энергии.
Использование тепла экзотермических реакций
Использование тепла высокотемпературных процессов
-
Принцип максимальной интенсивности.
-
Принцип экологической безопасности.
-
Принцип технологической соразмерности.