

2.2 Намоточный аппарат нк-1/2600м
Намоточные аппараты типа НК-1/2600М конструкции ВНИИМЕТМАШ
 устанавливаются
в технологической линии совместно с
волочильными станами
типа ВСМ-1/650, ВСМ-1/750 и ВПТ-5/750 и предназначены
для намотки
готовой продукции на катушки вместимости
до 2600 кг. Общий
вид намоточного аппарата НК-1/2600М помещен
на рис.2.2. Конструкция
намоточного аппарата представляет
собой самостоятельный
агрегат с индивидуальным приводом,
синхронно работающим с
приводом волочильного стана. Основными
узлами являются: привод от
электродвигателя 5 переменного тока;
четырехскоростная коробка передач 6;
укладочный механизм винтового типа 4;
гидравлический подъемник
катушки; гидравлический привод пинолей
14; откидная предохранительная
защита 9, сварочно-наждачная установка
3.
устанавливаются
в технологической линии совместно с
волочильными станами
типа ВСМ-1/650, ВСМ-1/750 и ВПТ-5/750 и предназначены
для намотки
готовой продукции на катушки вместимости
до 2600 кг. Общий
вид намоточного аппарата НК-1/2600М помещен
на рис.2.2. Конструкция
намоточного аппарата представляет
собой самостоятельный
агрегат с индивидуальным приводом,
синхронно работающим с
приводом волочильного стана. Основными
узлами являются: привод от
электродвигателя 5 переменного тока;
четырехскоростная коробка передач 6;
укладочный механизм винтового типа 4;
гидравлический подъемник
катушки; гидравлический привод пинолей
14; откидная предохранительная
защита 9, сварочно-наждачная установка
3.
Готовая проволока, сходящая с чистового барабана 1 волочильного стана, проходит через направляющий ролик укладочной вилки-каретки 13 и поступает на катушку 8. Приемная катушка устанавливается в пинолях, вращающихся в подшипниковых узлах качения. Конус 15, закрепленный на выходном валу редуктора 6 имеет кулачковый поводок, который входит в зацепление с выступами или отверстиями на диске катушки и приводит тем самым катушку во вращение.
Опора-бабка 14 имеет привод от гидросистемы, в результате чего конус имеет возвратно-поступательное движение в корпусе опоры зажимая или освобождая катушку.
Под катушкой находится гидроподъемник, предназначенный для подъема порожней катушки при установке ее в конуса, а также при освобождении намотанной катушки.
Равномерная укладка проволоки на катушку производится винтовым укладочным механизмом 4, реверс вращения винта которого осуществляется при помощи электромагнитных муфт (см. рис. 2.2).
Управление как волочильным станом, так и намоточным агрегатом производится с пульта 7 и пульта 12 в зависимости от характера производимой технологической операции по пуску и останову всей технологической линии.
У чистового блока волочильного стана имеются педали 11 заправочной скорости агрегата и педали 10 заправочной скорости катушки. Все электрооборудование смонтировано в шкафу 2.
Маслонасосная станция 3 типа 5/8 АГ48-32 служит для гидропи
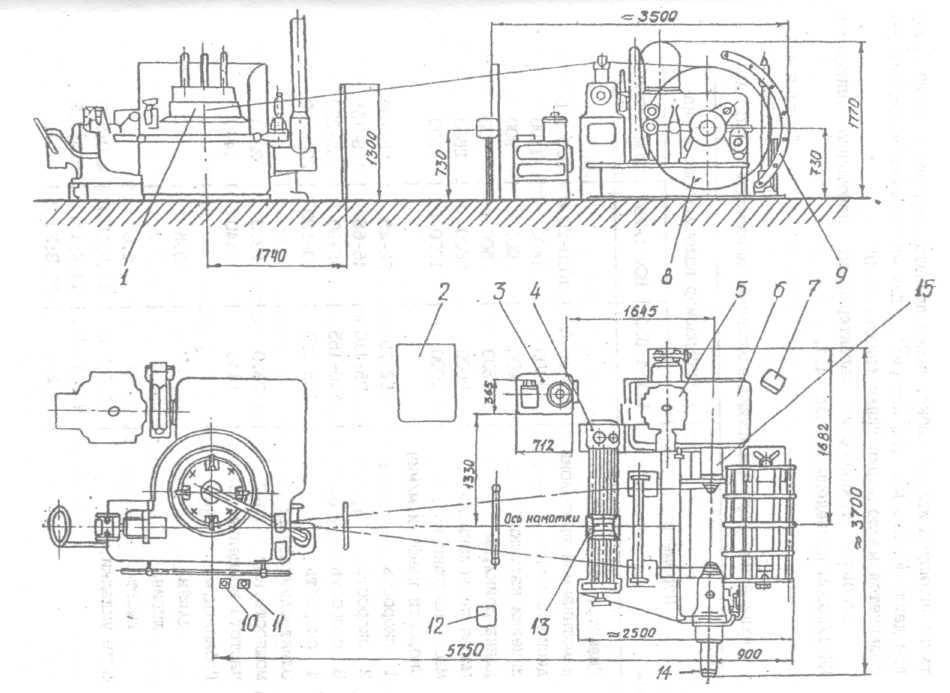
Рис.2.2. Общий вид намоточного аппарата HK-I/2600M
2.3 Волочильный инструмент
В качестве волочильного инструмента применяются монолитные и составные волоки из твердых сплавов: ВК8, ВК1О, ВК15 и инструментальных сталей: ХВ5, Х12М, Х12Ф1, ЗХ2В8, ЭИ366, У10, У12, ШХ15, ЗОХГСА, 40Х5Т, 12Х5М. Для изготовления волоки методом штамповки применяется сплав ферротакар, который содержит 32.5 % карбидов титана, 69.3 X Fe, 1.8% Сг, 1.8% Mb, временное сопротивление разрыву 840 Н/мм2 (МПа), после термообработки и HRC 69...72. Волоки из всех материалов обязательно заключаются в обойму из сталей: У9, У10, ЗОХГСА, 35ХГСА, 60С2, 65Г [7,83.
Сборная волока, показанная на рис.2.3, состоит из рабочей 1 и напорной 2 твердосплавных волок, свободно вставленных в стальную зажимную втулку 3, имеющую разрез по образующей. Втулку с волоками помещают в коническое отверстие стального корпуса 4 и после запрессовки плотно прижимают накидной гайкой 5. Для устранения прорыва смазки между рабочей и напорной волоками предусмотрена шайба б. Шайба 7 предохраняет кромки напорной волоки от скалывания.
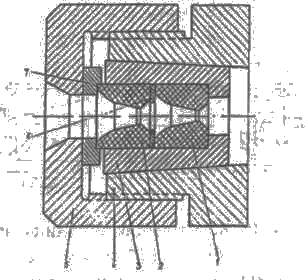
Рис.2.3. Сборная волока:
1 - рабочая твердосплавная волока; 2 - напорная твердосплавная волока; 3 - зажимная втулка; 4 - корпус волоки; 5 - гайка накидная; 6 - удерживающая шайба; 7 - предохранительная шайба
Однако при эксплуатации сборных волок выявились недостатки, основными из которых являются:
недостаточное уплотнение между рабочей и напорной волока ми, допускающими утечку смазки из зоны пластической деформации;
малая, недостаточная длина напорного элемента, что не обеспечивает получения достаточно высокого давления при волочении
проволоки больших диаметров;
■
- недостаточное интенсивное охлаждения волоки.