

поверхности,
которую нарост не защищает. Однако,
после того как износ на задних
поверхностях достигает предельного
значения, на передней поверхности
также появляются признаки износа.
Отрицательное влияние износа проявляется
в том, что теплота резания не отводится
в изделие, а наоборот, поступает в
инструмент, вызывая повышение его
температуры до 650-700°С. Здесь возможна
мгновенная тепловая ”по- садка резцаи
т.е. катастрофический износ и существенное
изменение природы износа, интенсивная
адгезия и структурные превращения в
материале резца. Происходит отпуск
металла, сопровождающийся распадом
мартенсита, с образованием дисперсной
ферритно-карбидной структуры и понижением
твердости до HRC=55-58.
Износ
сопровождается характерными для него
явлениями: появляются блестящие
пятна на поверхности резания (размазанные
продукты износа резца); увеличиваются
силы резания, что приводит к вибрациям,
резко ухудшается чистота обработанной
поверхности, утрачивается точность
размеров и формы детали. Оптимальная
величина критерия затупления для
фасонных резцов из быстрорежущей стали
составляет
15-
0,25 мм и 0,5- 0,8 мм для твердосплавных
резцов. Появление борозд на задней
поверхности, приводящее к резкому
ухудшению качества обработанной
поверхности, также может служить одним
из признаков затупления и износа
резца.
Задача
профилирования заключается в определении
профиля задней фасонной поверхности
призматического резца в сечении
нормальной плоскостью. Конфигурация
и размеры профиля в этом сечении
позволяют изготовить его первоначально
на фрезерном или поперечно- строгальном
станке (черновая обработка) и затем
профильным шлифованием получить
требуемые размеры с точностью до 0,005
мм.
Исходными
данными для профилирования являются:
профиль
и размеры детали, квалитет точности и
шероховатость;
материал
детали и его физико-механические
свойства;
вид
заготовки (штучная или пруток);
материал
режущей части резца;
-режим
обработки: V- скорость резания, м/мин; S
-
радиальная подача резца, мм/об.
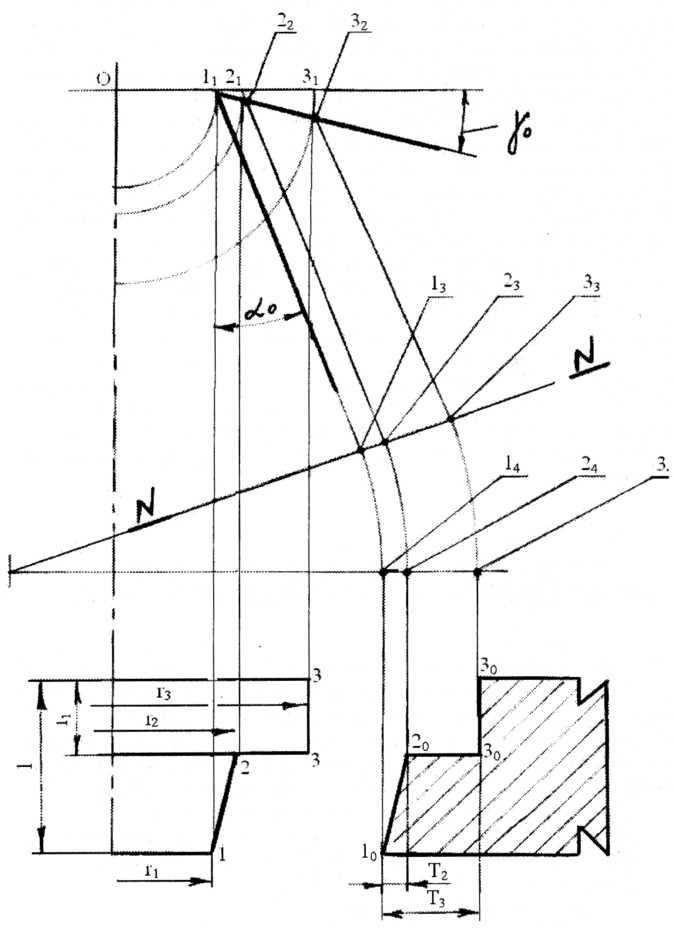
Графическое
построение фасонного профиля задней
поверхности резца выполняется в
следующей последовательности (рис.7):
Графическое профилирование призматического радиального резца
Рис.
7. Графическое
построение профиля призматического
радиального резца
|
На
чертеже формата А2 вычерчивают в
увеличенном масштабе (4:1; 2:1) две
проекции детали: вид в плане и вид с
боку
Назначают
базовую точку 1 на поверхности детали,
которая имеет наименьший радиус
(r0=r1=rmin).
Базовую
точку переносим на горизонтально
проведенную из центра (получаем
точку lj).
С
учётом физико-механических свойств
металла (ов
или HRC),
из
которого изготовлена деталь, назначают
величины переднего у0
и заднего а0
углов режущего клина резца для
базовой точки (табл.1).
Таблица
1.
Геометрические параметры дисковых
фасонных резцов материал |
|
|
У |
О |
|
|
с вр МПа |
нв |
Материал режущей части |
| ||
|
|
Быст. ст. |
Тверд.спл. |
| ||
|
Медь, алюминий |
- |
- |
25-30 |
|
8-15 |
|
Сталь |
До 500 |
До 150 |
20-25 |
10-15 |
10-12 |
|
Сталь |
500-800 |
150-235 |
10-20 |
10-15 |
10-12 |
|
Сталь Бронза, латунь |
800-1000 1000-1200 |
235-290 290-350 |
0-5 |
|
8-10 |
|
|
- |
До 150 |
15 |
0 |
8-10 |
|
Чугун |
- |
150-200 |
12 |
0 |
8-10 |
|
|
- |
200-250 |
8 |
0 |
8-10 |
|
От
базовой точки lt
проводят
след передней плоскости резца под
углом у0
к горизонтали (основная плоскость),
и след задней плоскости резца под
углом а0
к вертикали, (плоскость резания)
проведенной из базовой точки.
Профиль
детали (вид в плане) разделяют на
участки и нумеруют их арабскими
цифрами: 2,3,4, и т.д. Это узловые
расчетные точки, каждая из которых
характеризуются определенной
величиной радиуса: г2,
г3,
г4
и т.д. Количество узловых точек
зависит от сложности обрабатываемого
профиля.
Узловые
точки отмечают на горизонтали и
нумеруют соответствующими цифрами:
1,, 2(,
3,... Далее, из них проводят дуги
окружностей, которые пересекают
след передней плоскости в точках
17,
22,
32...
Через
точки 12,
22,
32...
проводят линии параллельные следу
задней поверхности резца под
углом а0
Определяют
профиль задней поверхности резца в
нормальном сечении. Для этого
пересекаем резец плоскостью N-N,
след
которой перпендикулярен задней
поверхности резца. Здесь находятся
точки 13,
2 3
Эу
Методом
замены плоскостей определяем
координаты узловых точек на задней
поверхности профиля резца. Продлевается
след нор
15
мального
сечения N-N
за
осевую линию проекции детали в плане
и отмечается в произвольном месте
точка О, Из неё проводим горизонталь,
на которую дугами переносим точки
13,
23,
З3и
получаем точки 14>
24,
34.
Ш.Находим
положение точек 10,
2
,
30...
на пересечение линий проекционных
связей 1-14;
2-24;
3-34
и соединяем их в последовательности
принятой на проекции детали в плане.
В
расчетном сечении указываются две
координаты каждой узловой точки,
включающие две величины: расстояние
от торца детали до узловой точки 1 и
глубина профиля Ti.
После
графического определения размеров
профиля задней поверхности
фасонного резца в нормальном сечении
N-N
проводится
аналитический расчет глубин
профиля Т,,,Т,, Т ... АНАЛИТИЧЕСКИЙ
РАСЧЕТ ПРОФИЛЯ ЗАДНЕЙ ПОВЕРХНОСТИ
ПРИЗМАТИЧЕСКОГО РАДИАЛЬНОГО РЕЗЦА
Графическое
построение профиля призматического
резца в заданном сечении определяет
только конфигурацию профиля этой
поверхности. Размеры профиля по
глубине определяются путем расчета,
последовательность которого
приведена в табл. 2.
Таблица
2.
Алгоритм расчета глубины профиля
призматического радиального резца п/п |
Наименование расчетного параметра |
Расчетное уравнение |
Узловые точки профиля | |||
|
1 |
2 |
3 |
4 | |||
|
1 |
Радиус базовой точки, мм |
го=г™,Гг1 |
Г0-Г1 | |||
|
2 |
Передний угол резца в базовой точке |
Го |
| |||
|
3 |
Задний угол резца в базовой точке г„, град |
“о |
| |||
|
4 |
Радиусы узловых точек, мм |
г - из чертежа детали |
г, |
г, |
гз |
Г4 |
|
5 |
Глубина профилей узловой точки, мм |
й = г.’го |
h |
Ц |
tj |
V |
|
6 |
Параметр установки, мм |
А= rnS*n У Л ч |
А= | |||
|
7 |
Передний угол yi в базовой точке, град |
y=arc(sin—) /} |
У,.Уо |
h |
У, |
У 4 |
|
8 |
Отклонение величины переднего угла узловой точки от уп град |
> II °. |
0 |
Ду2 |
А Уз |
Ду4 |
|
16 п/п |
Наименование расчетного параметра |
Расчетное уравнение |
Узловые точки профиля | ||||||
|
1 |
2 |
3 |
4 | ||||||
|
9 |
Расстояние по горизонтали от центра детали до узловой точки на передней плоскости резца, мм |
Bi = rcosA у 1 11 |
В,-г, |
В2 |
в, |
в4 | |||
|
10 |
Глубина профиля резца в узловых точках передней плоскости, мм |
(Д-'о) 1 cos Го |
о, |
|
тз |
Т4 | |||
|
11 |
Угол наклона передней плоскости резца в статике, град. |
^*0 — ^ о"*" У 0 |
^0 = | ||||||
|
12 |
Глубина профиля на задней поверхности резца в сечении N-N. мм |
T, = T,cos2o |
т, |
Т2 |
т, |
Т4 | |||
|
13 |
Задние углы резца в узловых точках.град |
a,= VYi |
а, |
а. |
аз |
«4 | |||