ПРИДНЕСТРОВСКИЙ
ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ им.
Т.Г.ШЕВЧЕНКО
Л.А.ЧУПИНА,
И.А.КУРТЕВ, Н.А.САВИНА ФАСОННОЕ
ТОЧЕНИЕ Учебное
пособие
Тирасполь
2010Инженерно-технический институт Кафедра “Автоматизированные технологии и промышленные комплексы”
УДК
621.9025 (075.8)
ББК
К632 я 73
4-92
Л.А.Чупина,
И.А.Куртев, Н.А.Савина. Фасонное
точение. Учебное пособие. - Тирасполь,
2010. - 52 с.
В
учебном пособии рассмотрены различные
виды фасонных резцов и описаны особенности
фасонного резания. Изложены различные
способы проектирования фасонных резцов
в зависимости от вида резца. Показаны
особенности процесса фасонного точения.
Даны рекомендации по выбору
разновидности фасонного резца, способа
профилирования, назначению геометрических
параметров, режущего клина и их влияние
на качество фасонной поверхности
детали. Отдельно рассмотрены вопросы
эксплуатации этого вида режугцих
инструментов, назначение режима работы,
особенности их заточки и переточки.
Пособие
предназначено для студентов обучающихся
по специальности
“Технология
машиностроения ” и специалистов,
работающих в области обработки
металлов резанием в условиях
автоматизированного машиностроения.
Рецензенты:
Нистрян
А.З., -
к.т.н., доцент, кафедры «Технологическое
оборудование и инструмент » технический
университет Молдовы
Звонкий
В.Г., к.т.н.,
доцент, зав.кафедры “ Автоматизированные
технологии и промышленные комплексы,
Приднестровского государственного
университета им. Т.Г.Шевченко”.
Утверждено
научно-методическим советом ПГУ им.
Т.Г.Шевченко
©
Л.А.Чупина, И.А.Куртев, Н.А.Савина, 2010
Людмила
Алексеевна Чупина Игорь Александрович
Куртев Надежда Артемовна Савина
ФАСОННОЕ
ТОЧЕНИЕ
Учебное
пособие Формат
60x84/16. Тираж 100. Уч.-изд. л. 3,25.
ВВЕДЕНИЕ 4
КЛАССИФИКАЦИЯ
ФАСОННЫХ РЕЗЦОВ 6
РЕЖУЩИЙ
КЛИН ФАСОННОГО РЕЗЦА
И
ОСОБЕННОСТИ ЕГО РАБОТЫ 10
ГРАФИЧЕСКОЕ
ПРОФИЛИРОВАНИЕ ПРИЗМАТИЧЕСКОГО
РАДИАЛЬНОГО РЕЗЦА 13
АНАЛИТИЧЕСКИЙ
РАСЧЕТ ПРОФИЛЯ ЗАДНЕЙ ПОВЕРХНОСТИ
ПРИЗМАТИЧЕСКОГО РАДИАЛЬНОГО РЕЗЦА 16
ГРАФИЧЕСКОЕ
ПРОФИЛИРОВАНИЕ
И
АНАЛИТИЧЕСКИЙ РАСЧЕТ ПРОФИЛЯ
КРУГЛОГО
РАДИАЛЬНОГО РЕЗЦА 17
ПРОФИЛИРОВАНИЕ
ФАСОННЫХ РЕЗЦОВ
НАКЛОННОЙ
УСТАНОВКИ 21
ТАНГЕНЦИАЛЬНЫЕ
ПРИЗМАТИЧЕСКИЕ РЕЗЦЫ 25
КОНСТРУКТИВНОЕ
ОФОРМЛЕНИЕ
ФАСОННЫХ
РЕЗЦОВ 28
8.1.
Резцы фасонные, призматические 28
Круглые
фасонные резцы 32
КОНСТРУКЦИИ
ДЕРЖАВОК ФАСОННЫХ РЕЗЦОВ 34
ТЕХНОЛОГИЧЕСКИЙ
РЕЖИМ РАБОТЫ
ФАСОННЫХ
РЕЗЦОВ 37
ЗАТОЧКА
ФАСОННЫХ РЕЗЦОВ 38
СОДЕРЖАНИЕ
КУРСОВОГО ПРОЕКТА 41
ЗАДАНИЯ
НА ПРОЕКТИРОВАНИЕ ФАСОННЫХ РЕЗЦОВ 43
ЗАДАНИЯ
НА ПРОЕКТИРОВАНИЕ
КРУГЛОЙ
ПРОТЯЖКИ 46
ЗАДАНИЯ
НА ПРОЕКТИРОВАНИЕ
ЧЕРВЯЧНОЙ
МОДУЛЬНОЙ ФРЕЗЫ 49
ЛИТЕРАТУРА 52
3Содержание
Одним
из прогрессивных способов обработки
материалов резанием является фасонное
точение. Фасонный резец одновременно
может обрабатывать несколько участков
сложного профиля. Это позволяет сократить
время изготовления детали, повысить
точность и производительность
операции механической обработки.
Фасонные резцы отличаются долговечностью
за счет большого количества допустимых
переточек.
В
современном машиностроении обработка
резанием остается главным технологическим
способом, обеспечивающим высокую
точность размеров и качество
поверхностей деталей. Эффективность
машиностроения может быть достигнута
за счет изменения структуры
металлообрабатывающего оборудования,
внедрения высокопроизводительных
режущих инструментов и компьютерной
техники, позволяющей в сжатые сроки
оптимизировать технологический режим
обработки. В связи с этим эксплуатация
фасонных резцов должна обеспечить
условия рационального использования
автоматического оборудования.
Эффективная
эксплуатация технологического
оборудования металлообрабатывающих
цехов невозможна без применения
высокопроизводительных режущих
инструментов, обеспечивающих снижение
трудоемкости обработки и высокое
качество деталей. Поэтому специалист,
работающий в различных машиностроительных
отраслях должен знать конструкцию
режущих инструментов, их технологические
возможности, особенности режима
работы и эксплуатации.
В
пособии дан обзор фасонных резцов
различных видов, рассмотрены условия
их применения с учетом особенности
конструкции детали и обрабатываемого
ими сложного профиля. Здесь рассматривается
процесс фасонного точения, имеющий
специфические особенности. Расширение
технологических возможностей фасонных
резцов во многих случаях может быть
достигнуто за счет оптимизации углов
режущего клина и особенностей его
конструкции. Довольно часто фасонные
резцы имеют ограниченное применение
из-за сложности корректирования профиля
их задней поверхности режущего клина.
Связанные с этим расчеты называются
коррекционными или просто корригированием
профиля фасонного резца. Использование
для расчетов, в том числе и для
корригирования, компьютерной техники
по приводимым в пособии алгоритмам,
позволяет значительно ускорить процесс
проектирования фасонных резцов.
4Введение
При
проектировании фасонных резцов
необходимо определить форму и размеры
его профиля, которые при требуемых
углах заточки и установки создавали
бы на обрабатываемой поверхности
профиль, указанный на чертежи детали.
Общая
последовательность расчетов фасонных
резцов включает следующие этапы (блоки)
Исходные
данные (материал, вид заготовки размеры
обрабатываемой детали, квалитет
точности, высоту микронеровностей
поверхности, станок)
Расчет
дополнительных исходных данных.
Выбор
инструментального материала.
Выбор
формы режущего клина и углов резания.
Определение
габаритных размеров.
Коррекционные
расчеты профиля.
Назначение
размеров крепежно-присоединительной
части.
определение
базовых поверхностей и назначение
технических требований к ним.
Назначение
допусков на размеры резца и допускаемой
высоты микронеровностей на все
поверхности.
Разработка
технических условий эксплуатации.
Задачей
настоящего учебного пособия является
углубление и закрепление знаний,
приобретение практических навыков
расчета и проектирование фасонных
резцов, умение назначать технологический
режим их эксплуатации и заточки, привить
навыки работы со справочниками и
специальной технической литературой.
5
КЛАССИФИКАЦИЯ
ФАСОННЫХ РЕЗЦОВ
Фасонные
резцы применяются для обработки точением
фасонных поверхностей вращения, как
наружных, так и внутренних. Эти
инструменты используют на токарных
станках универсальных, на специальных
токарных автоматах и полуавтоматах.
Сложный профиль изделия полностью
обрабатывается одним фасонным резцом.
Фасонная режущая кромка своим
движением относительно оси детали
(радиальной, тангенциальной или осевой
подачей) образует ее поверхность.
Основным
достоинством фасонных резцов являются:
высокая производительность, достаточная
точность размеров деталей сложного
профиля, большая долговечность за счет
допускаемого большого количества
переточек. Кроме того, фасонные резцы
позволяют обработать сложный профиль
детали рабочим более низкой квалификации
и уменьшить количество режущих
инструментов, применяемых для
изготовления сложного фасонного
профиля.
В
машиностроительном производстве
применяют следующие виды фасонных
резцов (рис.1.):
По
конструкции и форме задней поверхности:
стержневые
(рис.1.а),
призматические
(рис.1, б, г, е, з),
круглые
( рис. 1. в, д, ж, и).
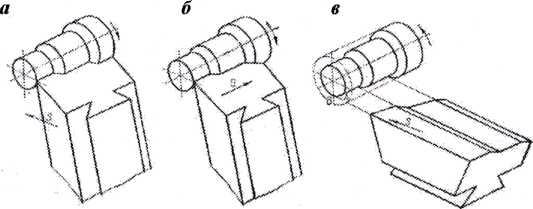
По
направлению подачи (рис. 2):
радиальные,
осевые,
тангенциальные.
По
характеру производящей поверхности:
круглые
резцы с кольцевой образующей (рис. 1,
в)
круглые
резцы с винтовой образующей (рис.1, ж)
По
расположению оси круглого резца:
с
параллельным расположением осей детали
и резца (рис.1, в),
с
наклонным расположением оси резца
(рис.1, д).
По
способу изготовления:
цельные
из быстрорежущей стали,
сборные
с режущими пластинами из быстрорежущей
стали или твердого сплава (рис. 1, и)
По
расположению передней поверхности и
режущей кромки
без
угла наклона л=0,
с
углом наклона А^О (рис. 1, 3)
6
Рис.
1. Фасонные резцы: а) стержневой, б)
призматический, в) круглый с кольцевой
образующей, г) призматический
тангенциальный, д) круглый с наклонным
расположением оси резца, е) призматический
с наклонным расположением базы крепления
резца, ж) круглый с винтовой образующей,
з) призматический с положительным
передним углом у и углом наклона режущей
кромки X, и) круглый составной резец с
припаянными пластинами твердого става:
1 - корпус резца, 2 - режущие пластины
Рис.
2 Схемы подач фасонных резцов а — подача
радиальная, б — подача осевая, в— подача
тангенциальная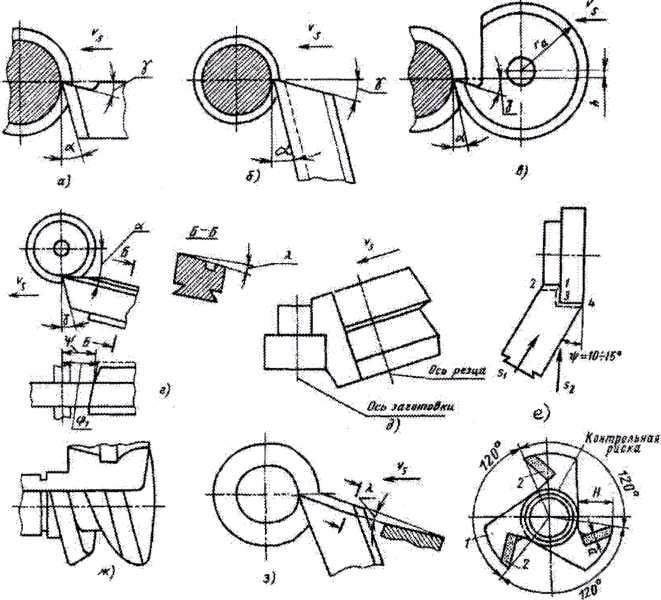
По
виду обрабатывае-мой
фасонной поверхности:
для
наружного точе-ния,
(рис.1)
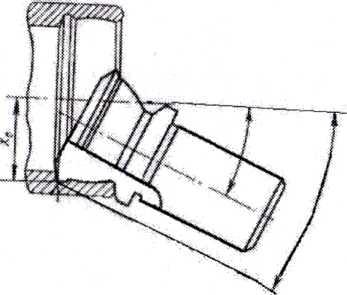
для
внутреннего точе-ния
(рис. 3).
Выбор
типа фасонногорезца
прежде всего зависит отконфигурации
обрабатываемогопрофиля.
Стержневые
фасонныерезцы
подобны
обычным то-карным
резцам, но имеют фа-сонную
заднюю поверхностьи
режущую кромку. Эти инс-трументы
допускают малое
число
переточек по передней поверхности.
Закрепляются в суппортетокарного
станка как обычные токарные резцы.
Призматические
резцы представляют
собой призму, имеющую фасонные заднюю
поверхность и режущую кромку. Передняя
поверхность заточена под углом
Х=у+а. Закрепление резца обеспечивает
зажимная часть, выполненная в виде
«ласточкиного хвоста». Установка
призматического резца выполняется в
специальной державке. Принятая
конструкция позволяет жестко крепить
резец, обеспечивая высокую точность
обработки профиля детали.
Круглые
резцы являются
телом вращения в виде диска или втулки
с центральным установочным отверстием.
На наружной фасонной поверхности резца
вырезается угловой паз для создания
режущего клина. Крепятся круглые
резцы в резцедержателе специальной
конструкции на оси, проходящей через
центральное отверстие резца. Жесткость
крепления у них понижена, поэтому такие
резцы рекомендуется применять для
обработки фасонных поверхностей с
небольшой глубиной резания. Основное
достоинство круглых резцов заключается
в относительной простоте их
изготовления и допускаемом большом
количестве переточек. Круглые резцы
можно применять не только для обработки
наружной поверхности, но и для расточки
отверстий имеющих сложный профиль
(рис.4).
Резцы
с винтовой образующей (рис.
1, ж) рекомендуют применять при обработке
винтовых поверхностей. Они обеспечивают
оптимальное распределение значения
заднего угла по глубине профиля детали.
Для этих же целей можно применять
круглый или призматический резцы с
корпусом повернутым относительно оси
детали (рис.1,е). Применяются они
относительно редко.
Рис.З.
Круглый резец для растачивания фасонной
поверхности отверстия