

010 Перемещение
015 Маркировочная
020 Перемещение
025 Токарная с ЧПУ (Рис. 4)
Токарный станок СК40
Резец 2102-0059 ВК8
ГОСТ 18877-73
1. Срезать облой после штамповки
2. Подрезать торец 1
Резец 207.2141-3117
3. Расточить поверхность 2 выдерживая размер 95js13
4. Расточить поверхность 3 выдерживая размер 156js14
5. Расточить поверхность 4 на выход
6. Острые кромки притупить
Резец 2102-0059
7. Точить поверхность 5 выдерживая размер 28js13
8. Точить поверхность 6 выдерживая размер 7js13
Резец 2120-0520
ГОСТ 18874-73
9. Прорезать канавку 7 выдерживая размеры20js13 и 7js13

Рис. 4
030 Токарная с ЧПУ (Рис. 5)
Токарный станок СК40
Резец 2102-0059 ВК8
1. Подрезать торец 1
Резец 2141-3117
2. Расточить поверхность 2 на выход

Рис. 5
035 Перемещение
040 Контрольная
Штангенциркуль ШЦII 250-0,05
ГОСТ 166-89
Пробка 8133-1105 H13
ГОСТ 14812-69
Штангенглубиномер ШГ-250-0,05
ГОСТ 162-90
045 Перемещение
050 Токарная с ЧПУ (Рис. 6)
Токарный станок СК40
Резец 2110-3163
Расточить поверхности 1, 2, 3, 4, 5 выдерживая размеры 46js15, 150js13, 15js13, 33js14, 34,5js14, R6
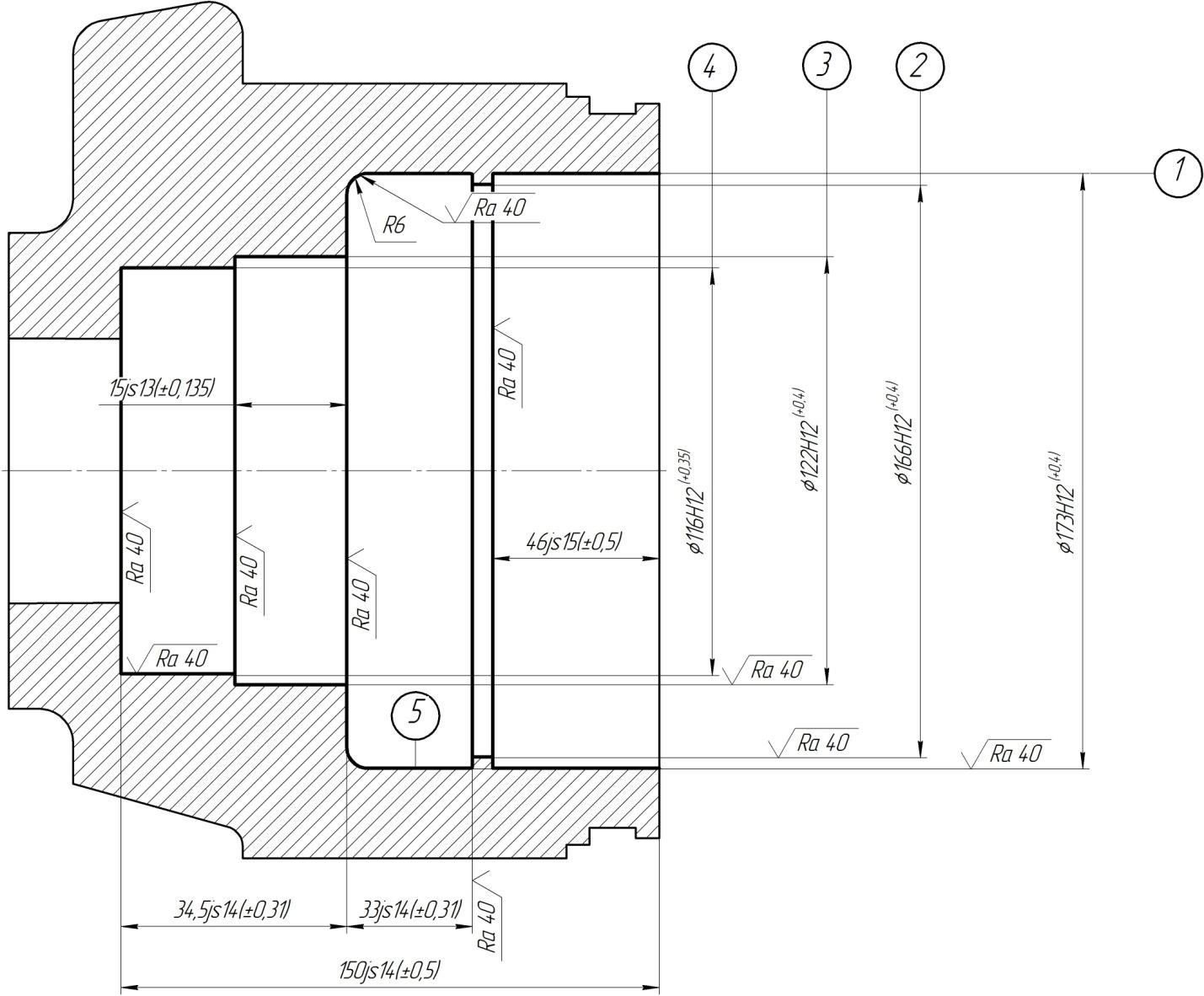
Рис. 6
055 Токарная с ЧПУ (Рис. 7)
Токарный станок СК40
Резец 2011-3163
ГОСТ 18877-73
1. Точить поверхности 1, 2, 3, 4, 6 выдерживая размеры 190js14, R5, R3, 135js14, 30°, 15°, 48js14, 20js15, 15°, 40°
Резец 2103-0059
ГОСТ 18879-73
2. Точить поверхность 5 выдерживая размеры R5, R16, 50°
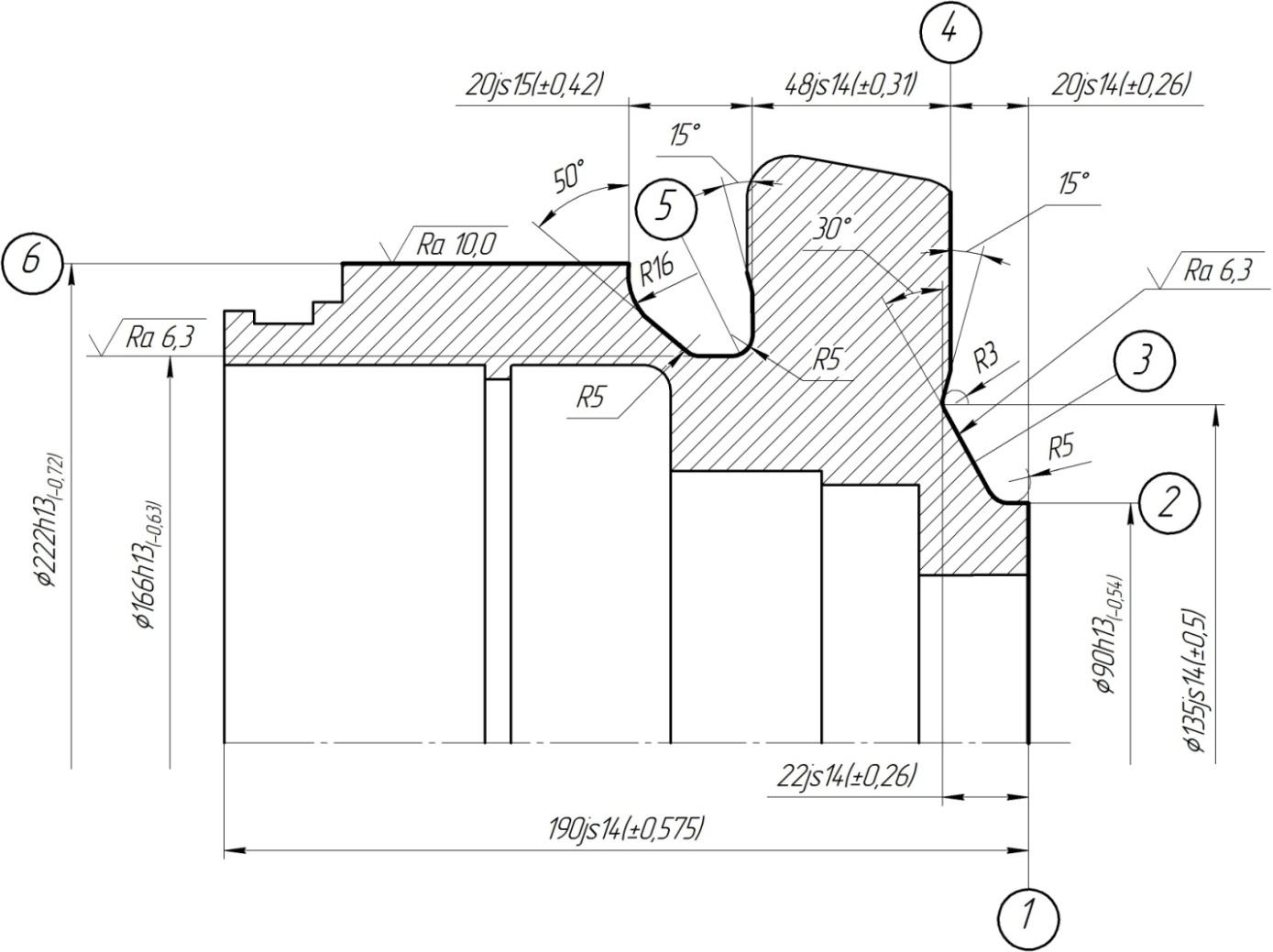
Рис. 7
060 Перемещение
065 Контрольная
Штангенциркуль ШЦII 250-0,05
ГОСТ 166-89
Штангенглубиномер ШГ-250-0,05
ГОСТ 162-90
070 Перемещение
075 Фрезерная с ЧПУ (Рис. 8)
Обрабатывающий центр ES-5-4T
Приспособление
Фреза 2223-441
ОСТ 92-3176-83
1. Фрезеровать поверхность 1 выдерживая размеры 45js16; R3js17; 55js10; 68js15; R20js14; 0,5h13; 30; 80js14; 28js14; 46js16; 9js16; 44js16.
Фреза 2223-0827
ОСТ 92-3176-83
2. Фрезеровать поверхность 2 выдерживая размеры 89JS12; 8min; 22js15; 9H15; R1; 80js14; 80H18; 4.
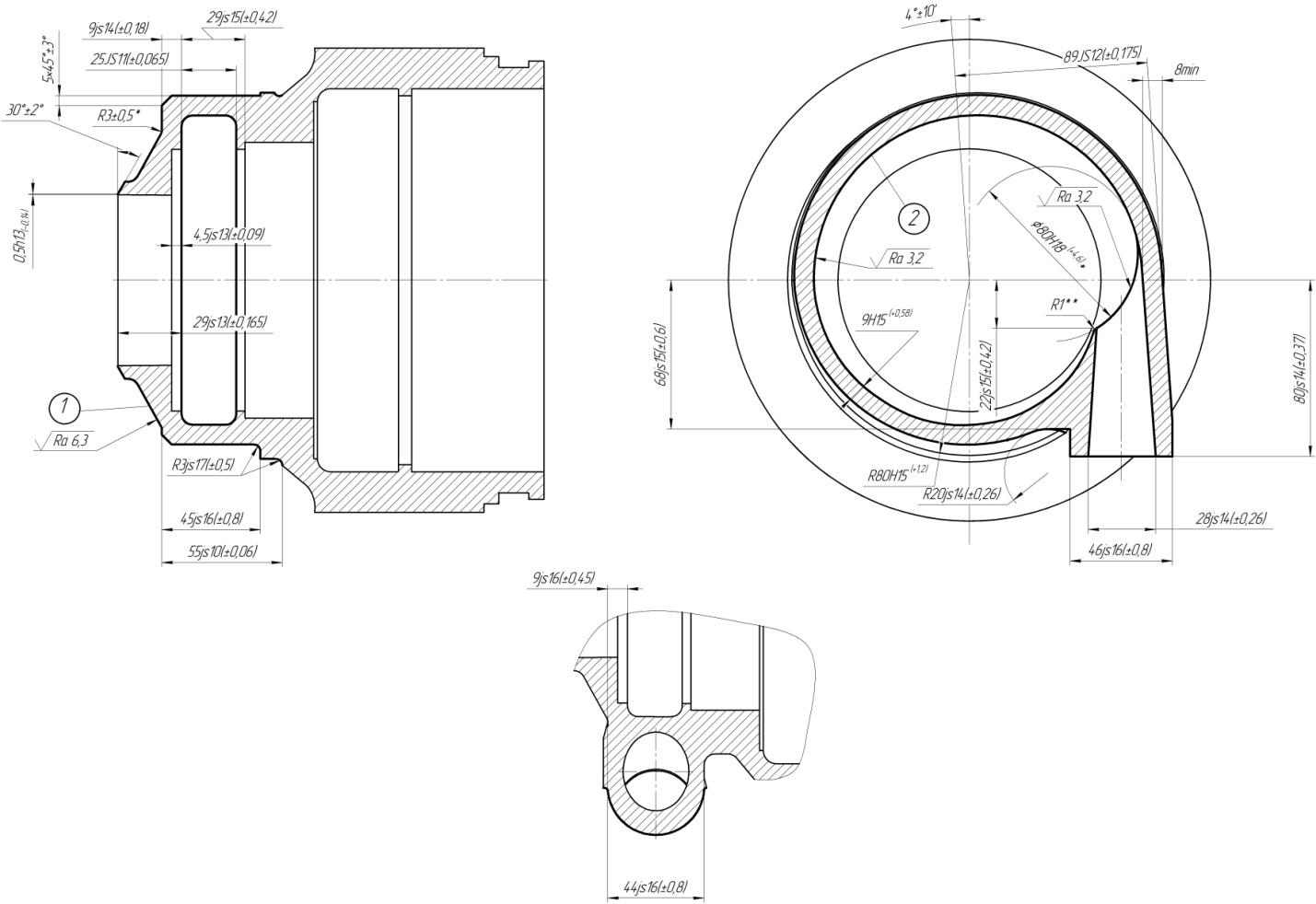
Рис. 9
080 Перемещение
085 Контрольная
Штангенциркуль ШЦII 250-0,05
ГОСТ 166-89
Штангенглубиномер ШГ-250-0,05
ГОСТ 162-90
090 Перемещение
095 Токарная ЧПУ (Рис. 10)
Обрабатывающий центр ES-5-4T
1. Установить деталь в приспособление и закрепить
Резец 2120-4863
ГОСТ 188879-4863
Точить поверхность 1 выдерживая размеры R16JS14; 175js10; 50° 30'
2. Точить поверхность 2 выдерживая размеры
4H12; R4h12; 1,2h14; 6js15; 75js14; 3,75js12; 4js12; 88js12; 192h13; 56js13; R5js14; R3js12;
23js15; 15° 30'; 30° 30'; 20° 30'
3. Точить поверхность 3 выдерживая размер 6js15 и 20° 30'
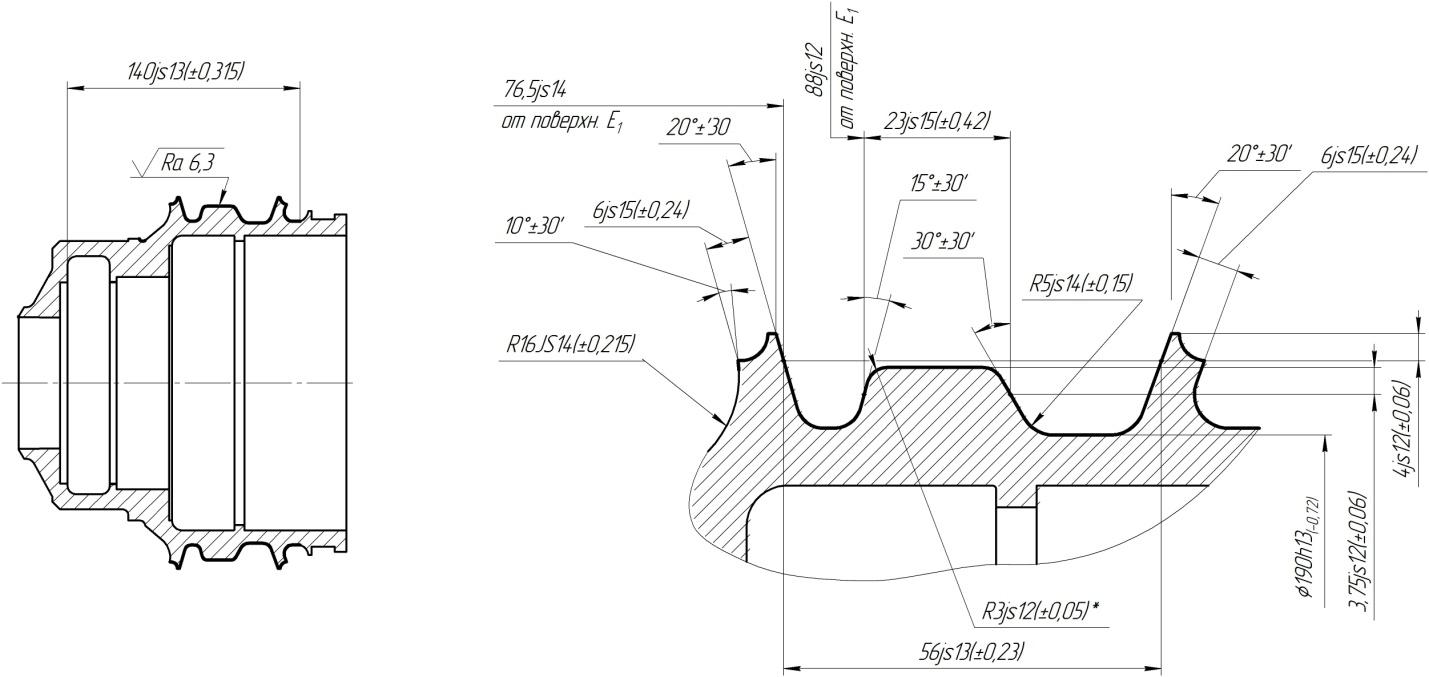
Рис. 10
100 Перемещение
105 Контрольная
Штангенциркуль ШЦII 250-0,05
ГОСТ 166-89
Штангенглубиномер ШГ-250-0,05
ГОСТ 162-90
110 Перемещение
115 Токарная ЧПУ (Рис. 11)
Обрабатывающий центр ES-5-4T
1. Установить и закрепить деталь
Резец 2141-3117
ГОСТ 18877-73
2. Расточить поверхности 1,2,3,4,6,7 выдерживая размеры
105js11; 99js14; 62js13; 60,3js12; 29js13; 4,5js13;
Резец 2120-0508
ГОСТ 18874-73
3. Прорезать канавку 5 выдерживая размеры 86,5js13; 7,7js13; R6H12;
Резец 2130-0375
4. Отрезать деталь 8, выдерживая размер138js11

Рис. 11
120 Перемещение
125 Контрольная
Штангенциркуль ШЦII 250-0,05
ГОСТ 166-89
Штангенглубиномер ШГ-250-0,05
ГОСТ 162-90
130 Перемещение
135 Фрезерная ЧПУ
Обрабатывающий центр ES-5-4T
Фрезеровать одиннадцать пазов 1 глубиной 8H15, выдерживая размеры
138h12; 156H12; R3JS15
140 Перемещение
145 Контрольная
Штангенциркуль ШЦII 250-0,05
ГОСТ 166-89
Штангенглубиномер ШГ-250-0,05
ГОСТ 162-90
150 Перемещение
155 Сверлильная (Рис. 12)
Обрабатывающий центр ES-5-4T
Сверлить двенадцать отверстий 2 на глубину 16H14,
выдерживая размер 145JS12 и 30° 30'
160 Перемещение
165 Контрольная
Штангенциркуль ШЦII 250-0,05
ГОСТ 166-89
Штангенглубиномер ШГ-250-0,05
ГОСТ 162-90
170 Перемещение
175 Резьбонарезная (Рис. 12)
Обрабатывающий центр ES-5-4T
Нарезать резьбу 3 в двенадцати отверстиях 2 на глубину 15JS16
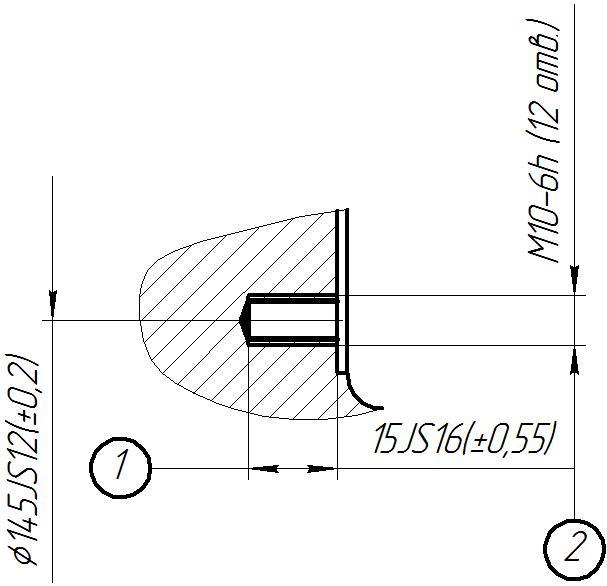
Рис. 12
180 Перемещение
185 Сверлильная (Рис. 13)
Обрабатывающий центр ES-5-4T
Установить деталь в приспособление и закрепить
Сверло 2300-2822
ГОСТ 4010-77
1. Сверлить отверстие 1 на выход, выдерживая размеры 55js13; 79,5js13 30°.
Комбинированный инструмент КП.ТМС.11.04.20.000СБ
2. Обрабатывать поверхность 2, выдерживая размер 55js13; 79,5js13 30°.
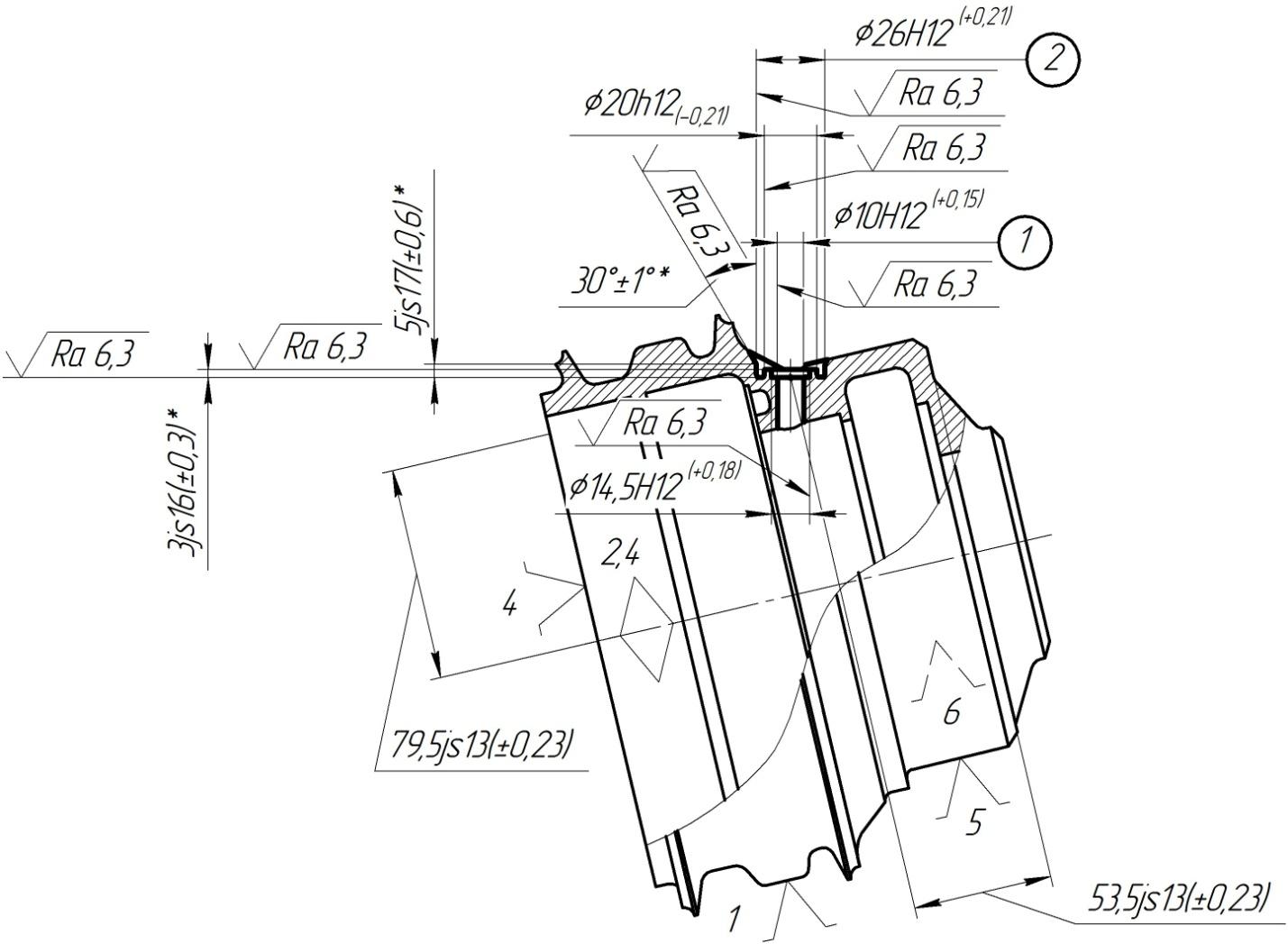
Рис. 13
190 Перемещение
195 Контрольная
Пробка Ø10 мм ГОСТ 14807-69
200 Перемещение
205 Фрезеная (Рис. 14)
Обрабатывающий центр ES-5-4T
Приспособление КП.ТМС.11.04.10.00.000СБ
Установить деталь в приспособление и закрепить
Фреза 2223-0821
ОСТ 92-3176-83
1. Подрезать торец 1 выдерживая размер 80js14;
2. Фрезеровать поверхность 2, выдерживая размер 4is15
3. Фрезеровать поверхность 3 выдерживая размер 1,5js15
4. Фрезеровать поверхность 4 выдерживая размер 20js14
5. Фрезеровать поверхность 5 выдерживая размер 11js14 и R3JS17
6. Фрезеровать поверхность 6 выдерживая размер 52H13
7. Фрезеровать поверхность 7 выдерживая размеры 11js14; 20js14
и угол 30°±3°
8. Фрезеровать две поверхности 8 выдерживая размер 1h16 и угол 45°±3
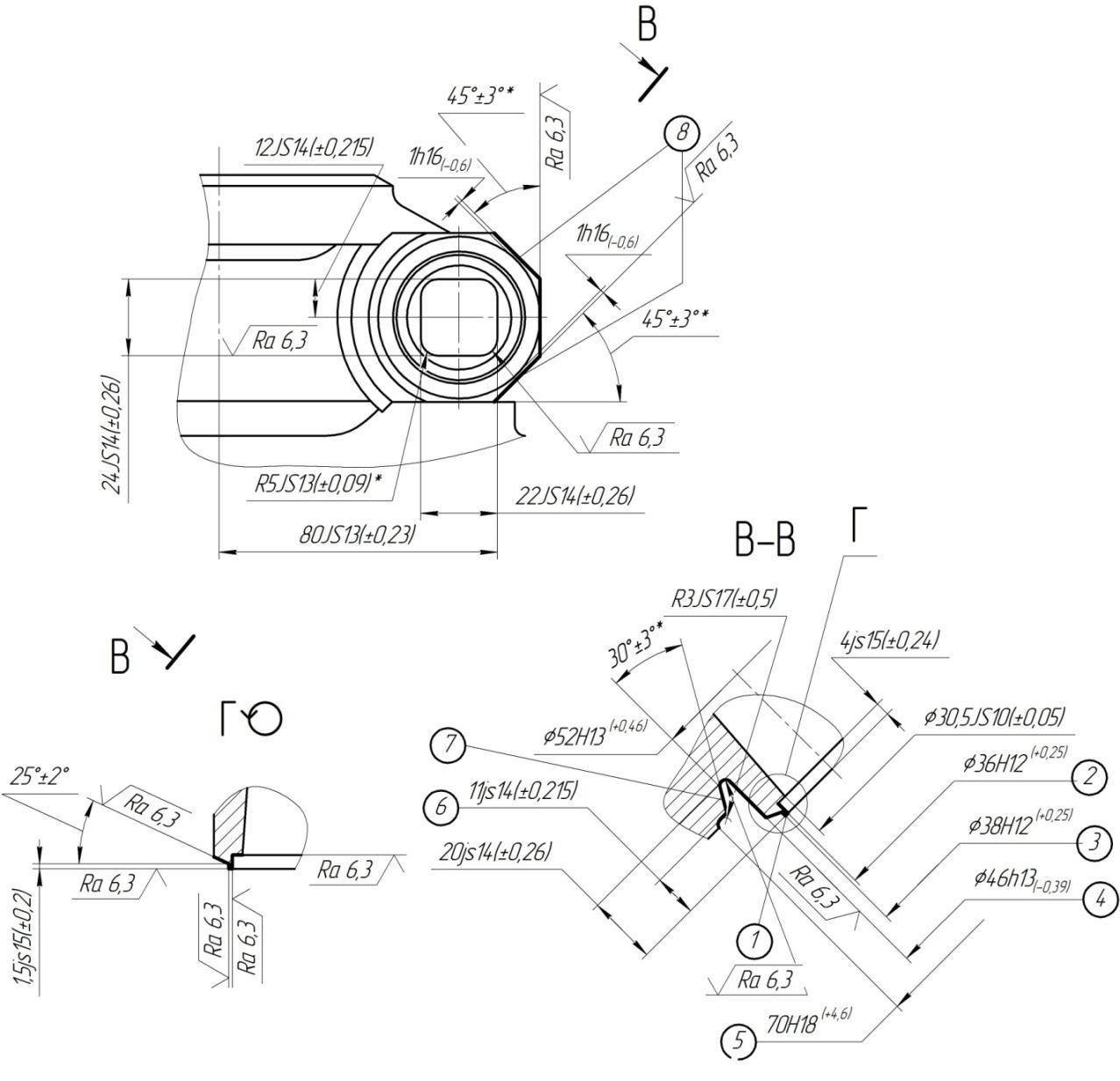
Рис. 14