

36. Особенности фракционирования стружки для наружных и внутренних слоев древесностружечных плит
1)принцип формирования наружных слоев. Оптимальной структурой наружных слоев плиты является структура, которая характеризуется таким распределением частиц в пределах толщины слоя, при котором самая мелкая частица находится на поверхности, средние частицы внутри, а самые крупные максимально глубоко, вплоть до границы контакта.
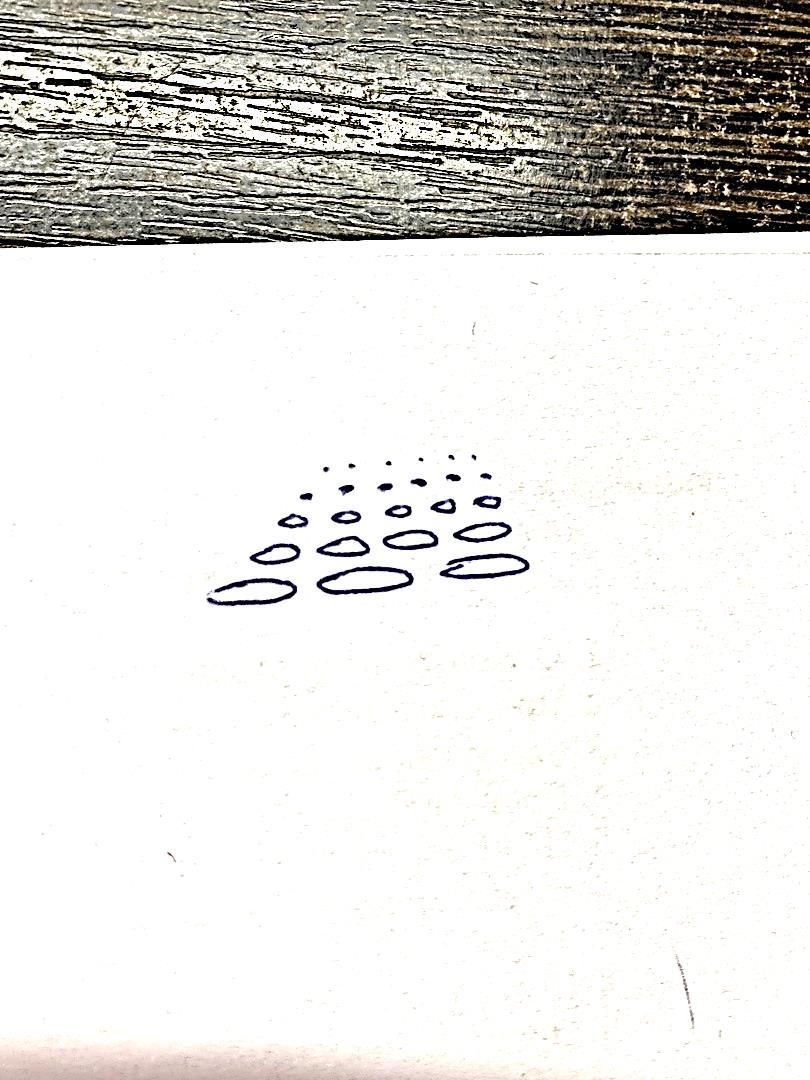
Плиты с такой поверхностью имеют мелкоструктурированную и плотную поверхность.
Для этого используют два принципа фракционирования древесных частиц:
-пневматическое, -механическое фракционирование.
Формирование наружных слоев идет всегда с фракционированием.
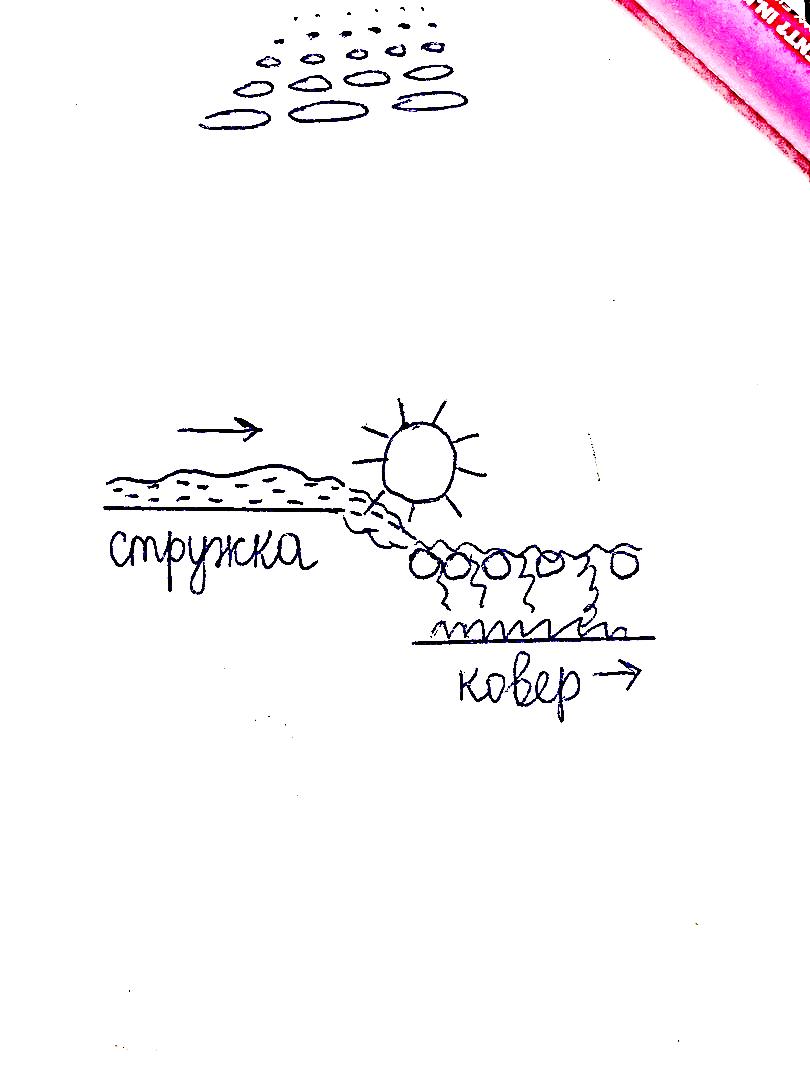
Пневматическое фракционирование машиной WINDFORMER наружного слоя. Поток воздуха сдувает частицы, более мелкие летят дальше, затем среднее меньше, крупные еще меньше.

Второй принцип: Механический фракционатор CROWNFORMER
Представляет собой систему валиков, между ними разное расстояние и в них (в зазорах между валиками) попадают частицы в зависимости от размера. Самые мелкие в самые малые расстояния между валиками, тем самым фракционируя стружку по размерам.
Принцип формирования внутреннего слоя. Оптимальной структурой внутреннего слоя плиты является структура с равномерным распределением древесных частиц внутреннего слоя, независимо от их размера. При этом мелкие частицы заполняют пространство между более крупными частицами. ДСтП с таким внутренним слоем имеет более высокие показатели механической прочности.
Комбинирование различных способов формирования по слоям позволяет получать ДСтП с оптимальной структурой и свойствами. В частности наружный слой сформированый с фракционированием частиц обеспечивает мелкоструктурированную поверхность, а внутренний слой сформированый гомогенным методом обеспечивает высокую прочность плиты, то есть мы получаем плиты с мелкодисперсной поверхностью и высокой прочностью.

37. Распределение связующего по поверхности древесных частиц
Процесс осмоления связующим – это процесс нанесения связующего на поверхность древесных частиц. Это важный процесс, поскольку от него зависит себестоимость продукции (до 30%) и процесс склеивания, а также токсичность.
Связующее распределяется по поверхности стружки в виде отдельных капель, что приводит к склеиванию в отдельных, но многочисленных точечных зонах. Обязательным условием является равномерное нанесение капли (около 4 г смолы на поверхности стружек).
Качество осмоления зависит от древесного сырья, параметров связующего, типа смесителя и породы древесины.
В процессе осмоления связующее распределяется по профилю поверхности древесные частицы неравномерно.
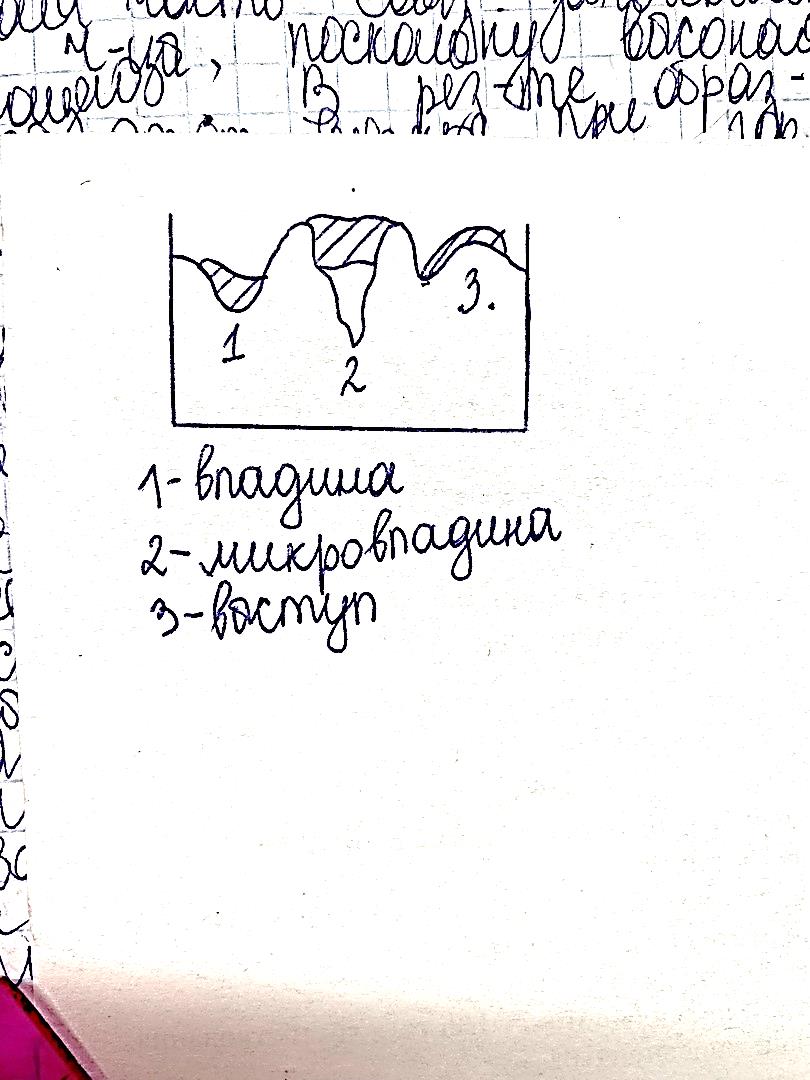
Одна часть связующего попадает во впадины 1. Это не эффективно, поскольку впадины могут быть недоступны другой частице.
Другая часть связующего заполняет микротрещины частицы, поскольку связующее имеет высокую вязкость. В результате образуется ловушка воздуха (воздушная прослойка). Этот воздух при горячим прессовании может расширяться и разрушать клеевое соединение.
Вариант 3 является оптимальным, поскольку клеевой контакт может установится если на соседней частице будет впадина.
Хвойные породы в процессе измельчение, дают более гладкие и ровные поверхности, а лиственные породы наоборот. Стружка из берёзы обладает более высокой шероховатостью и высокой проницаемостью за счёт наличия сосудов, обладает повышенной впитываемостью, поэтому расход связующего при работе с хвойные породами на 10% меньше, чем с лиственными.