

2.1.2.3. Ручная дуговая сварка покрытыми электродами
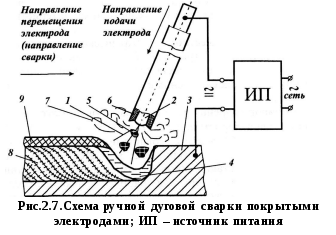
В настоящее время при изготовлении сварных конструкций широко применяется ручная дуговая сварка - сварка плавящимися штучными электродами, при которой подача электрода и перемещение дуги вдоль свариваемых кромок производятся вручную. Схема процесса показана на рис.2.7. Сварочная дуга 1 горит между металлическим стержнем электрода 2 и основным металлом 3. Под действием теплоты дуги металл электрода и основной металл плавятся, образуя металлическую сварочную ванну 4. Капли жидкого металла 5 с торца расплавляемого электродного стержня переносятся в ванну через дуговой промежуток. Вместе со стержнем плавится покрытие электрода 6, образуя газовую защиту 7 вокруг дуги и жидкую шлаковую ванну на поверхности расплавленного металла. По мере движения дуги металл сварочной ванны затвердевает, и образуется сварной шов 8. Жидкий шлак по мере остывания образует на поверхности шва твердую шлаковую корку 9, которая удаляется после остывания шва. Для обеспечения заданного состава и свойств металла шва сварку выполняют покрытыми электродами, к которым предъявляют специальные требования.
Стальную сварочную проволоку, предназначенную для всех видов сварки плавлением и изготовления электродов, выпускают диаметром от 0,3 до 12мм. Покрытие электрода - смесь веществ, обеспечивающая ионизацию дугового промежутка, защиту от вредного воздействия воздуха и металлургическую обработку сварочной ванны. В покрытие входят следующие компоненты: ионизирующие (стабилизирующие процесс горения дуги), газообразующие, шлакообразующие, легирующие, раскислители, связующие и формовочные добавки.
Для повышения производительности процесса сварки в состав покрытия добавляют железный порошок - до 60% массы покрытия.
Условное обозначение электродов для ручной дуговой сварки состоит из обозначения марки электрода, его типа, диаметра стержня и типа покрытия. Например, условное обозначение электрода для сварки конструкционных сталей
Э46А-УОНИ 13/45-3.0-УД2
Е432(5)-Б10
В соответствии с ГОСТ 9467-75 это обозначение расшифровывается: Э46А - тип электрода; УОНИ-13/45 - марка электрода; 3,0 - диаметр стержня, мм; У - электроды для сварки углеродистых и низколегированных конструкционных сталей; Д2 -толщина покрытия электрода; Е435(5) - характеристики наплавленного данным электродом металла; 43 - временное сопротивление разрыву, не менее 430 МПа; 2 - относительное удлинение, не менее 22%; 5 - ударная вязкость, не менее 0,34 МДж/м2 при температуре 233 К; Б - основное покрытие; 1 - электрод может быть использован для сварки в любых пространственных положениях; 0 - электрод предназначен для сварки на постоянном токе обратной полярности.
Под режимом сварки понимается совокупность ряда факторов (параметров) сварочного процесса, обеспечивающих устойчивое горение дуги и получение сварных швов заданных размеров, формы и качества. При ручной дуговой сварке покрытыми электродами к ним относят: диаметр электрода (dэ), силу сварочного тока (Iсв), напряжение дуги (Uд), род и полярность сварочного тока, скорость сварки (υсв), положение шва в пространстве, необходимость подогрева и последующей термообработки сварного узла.
Дуга может возбуждаться двумя приемами: касанием впритык и отводом перпендикулярно вверх электрода от поверхности изделия или "чирканием" электродом, как спичкой. Второй способ удобнее, но неприемлем в узких и неудобных местах.
В процессе сварки необходимо поддерживать определенную длину дуги, которая зависит от марки и диаметра электрода. Ориентировочно нормальная длина дуги должна быть в пределах lд=(0,5-1,1)dэ, где lд- длина дуги, мм; dэ - диаметр электрода, мм. Длина дуги оказывает существенное влияние на качество сварного шва и его геометрическую форму. Длинная дуга способствует более интенсивному окислению и азотированию расплавленного металла, увеличивает разбрызгивание, приводит к пористости металла шва.