

2.2.4 Холодная сварка
Холодная сварка - это процесс получения неразъемного соединения пластичных металлов путем их совместного пластического деформирования при комнатной температуре.
Основными способами холодной сварки являются: точечная сварка внахлестку, шовная сварка внахлестку, сварка встык и сварка сдвигом.
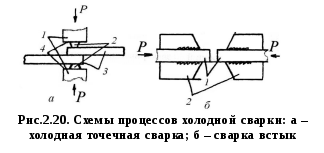
На рис.2.20а представлена схема точечной сварки внахлестку. Действием пресса, сжимающего пуансоны 1 силой Р, выступы 2 пуансонов вдавливаются в листы металла 3 до тех пор, пока опорные поверхности пуансона не упрутся в поверхности металла. В месте вдавливания пуансонов остаточная толщина металла составляет лишь часть суммарной толщины листов. Сварка происходит при достижении определенной, достаточно большой степени деформации свариваемых материалов. В зависимости от вида свариваемого металла необходимая для холодной сварки степень деформации составляет 80...95%. Степень необходимой деформации при сварке друг с другом разнородных металлов определяется свойствами того из свариваемых материалов, при сварке которого в одноименном сочетании требуется меньшая деформация. Поэтому при сварке плохо свариваемых, мало пластичных металлов, применяют прокладки из пластичных хорошо свариваемых металлов.
Точечной сваркой успешно соединяются листы толщиной от 0,1...0,2 до 12...15 мм. Сила в расчете на одну точку при сварке, например, алюминия составляет в среднем 15...120 кН, давление на рабочую поверхность пуансона 600...800 МПа. Недостатком точечной сварки является глубокая вмятина в металле, часто на 80...90% его толщины.
Заменив точечные пуансоны стальными роликами соответствующей конфигурации, катящимися по металлу, можно осуществить шовную сварку. Такой способ применяется преимущественно для получения кольцевых замкнутых швов, например, для приварки дна или крышки к бесшовному корпусу.
Схема сварки встык представлена на рис.2.20б. Подлежащие сварке стержни 1 закрепляют в зажимах 2. Концы свариваемых деталей выпускают из зажимных губок на определенную длину, называемую вылетом. При осадке правый и левый зажимы сближают до соприкосновения и острый край зажимов обрубает выдавленный металл. Таким образом свариваются стержни и проволока круглого, квадратного и прямоугольного сечений, полосы и т.п. Место сварки получается чистым и не требует последующей обработки.
Холодную сварку можно осуществить путем сдавливания соединяемых деталей с одновременным их тангенциальным относительным смещением. Этот способ сварки получил название сварки сдвигом. Тангенциальное смещение соединяемых изделий дает возможность получить сравнительно большие площади очищенных от пленок поверхностей при небольшом растекании каждой из них. При сварке сдвигом разноименных металлов прочное соединение возникает только у металлов с близкими механическими свойствами, например, у наклепанного алюминия, отожженной меди и др.
Во всех случаях обязательным условием получения высококачественных соединений является тщательная зачистка соединяемых поверхностей. Холодная сварка успешно применяется для изготовления токосъемников. При этом два алюминиевых листа свариваются по всей поверхности соприкосновения посредством совместной прокатки. Затем с помощью точечной сварки алюминиевые листы облицовываются мягкой листовой медью толщиной 0,8...1,0 мм. Такие токосъемники обладают хорошими электрическими свойствами и дают значительную экономию дефицитной меди.
Общий расход электроэнергии при холодной сварке в 20...30 раз меньше, чем при контактной электросварке. Применение холодной сварки ограничивается физическими свойствами металлов. Недостаточно пластичные металлы, например, высокопрочные алюминиевые сплавы, часто дают трещины при деформациях, необходимых для холодной сварки. Высокопрочные металлы даже и при достаточной пластичности практически не свариваются холодным способом, так как удельные давления при этом настолько велики, что невозможно изготовить достаточно прочные приспособления и рабочий инструмент
.