

Технология закалки
Температуру закалки выбирают по отношению к критическим точкам (линиям) на диаграмме состояния – Ас1, Ас3, Асm. Закалка от температур выше Ас3 и Асm называется полной закалкой, а закалка от температур в интервале Ас1 – Ас3 или Ас1 – Асm называется неполной закалкой.
К сталям доэвтектоидным применяют полную закалку, т.е. из аустенитной области. от температур выше Ас3 на 30 - 50ºС; к сталям заэвтектоидным применяют неполную закалку, т.е. из области «аустенит + цементит», от температур на 30 - 50ºС выше Ас1 .
Скорость охлаждения при закалке для получения мартенсита выбирают в соответствии с термокинетической диаграммой (ТКД) распада переохлажденного аустенита. Скорость охлаждения при закалке должна исключить какое-либо равновесное превращение. Наименьшая скорость, при которой получается мартенсит, называется критической скоростью охлаждения при закалке Vкрит (на рис. 1.33 это скорость V4), поэтому их линии на ТКД должна находиться левее начала С - образной кривой распада (рис. 2.27).
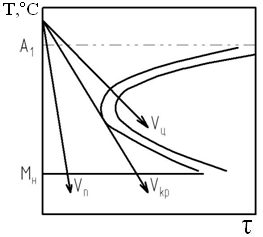
Рис. 2.27. Схема скоростей охлаждения из аустенитной области, дающих в центре
Образца(Vц), перлитную структуру на поверхности(Vп) – мартенситную
Критическая скорость охлаждения сталей (Vкрит) – минимальная скорость охлаждения, при которой аустенит превращается в мартенсит.
Для мартенситного превращения характерен определенный температурный интервал превращения: существуют температуры начала и конца превращения: Мн и Мк, находящиеся ниже выступа С-образной кривой диффузионного распада (рис. 2.27).
Прокаливаемость – одна из важнейших технологических характеристик при термической обработке стали.
Прокаливаемость определяется темпом, с каким температура во время быстрого охлаждения распространяется по сечению детали конкретного размера с конкретной теплопроводностью. При высокой скорости охлаждения обеспечить мартенситное превращение в интервале температур Мн и Мк, т.е. «прокалить» деталь, возможно только при небольших ее размерах. На деталях больших размеров охлаждение с критической скоростью успевает произойти только в приповерхностных слоях. А в глубинных слоях охлаждение происходит с меньшей, чем критическая, скоростью, что приводит к распаду аустенита уже не сдвиговому, а диффузионному механизму. Результатом различия скоростей охлаждения по сечению детали является различие в фазовом составе: в приповерхностном слое – мартенсит, а в центре – феррит + цементит.
Прокаливаемость – это свойство стали приобретать в результете закалки мартенситную или мартенсито - трооститную структуру с высокой твердостью в слое определенного размера. Количественно прокаливаемость характеризуется критическим диаметром.
Критический диаметр – максимальный диаметр детали, при котором в результате закалки получается мартенситная или полумартенситная (50 % мартенсита + 50 % троостита) структура. Критический диаметр обратно пропорционален критической скорости охлаждения:
dкр = f (1/Vкр).
Для того, чтобы прокалить насквозь детали крупного сечения, их изготавливают их легированных сталей, потому что все легирующие элементы (кроме кобальта) снижают критическую скорость закалки.
Способы закалки разделяются по следующим признакам:
– по среде охлаждения (закалка в воде, масле, на воздухе, в полимерных средах);
– по объему детали, к которому применяется закалка, – объемная и поверхностная;
– по ступенчатости охлаждения (закалка в двух средах, ступенчатая закалка, изотермическая и др.).
Применение различных сред охлаждения при объемной закалке определяется критической скоростью охлаждения. Снижение критической скорости охлаждения сталей позволяет переходить к более «мягким» средам: от воды к маслу и далее к воздуху.
Применение объемной или поверхностной закалки диктуется требованиями, предъявляемыми к изделиям. Для большинства деталей применяют объемную закалку, когда мартенситная (мартенситно - трооститная) структура получается по всему сечению.
Поверхностную закалку применяют для деталей, в которых по условиям работы требуются высокая поверхностная твердость, износостойкость, а также высокий предел выносливости.
Применение ступенчатого охлаждения при объемной закалке вызвано стремлением к снижению того высокого уровня остаточных упругих напряжений, которые характерны для закаленных стальных деталей.
Для ослабления возникающих напряжений используют различные способы охлаждения (рис. 2.28).
«Тепловые» напряжения снижаются при понижении скорости охлаждения в интервале температур Мн - Мк (закалка в двух средах). Закалку в двух средах осуществляют при погружении детали сначала в воду – для быстрого прохождения температурного интервала минимальной устойчивости аустенита, а затем в масло – для охлаждения с меньшей скоростью в интервале мартенситного превращения.

а б
Рис. 2.28. Схемы различных способов объемной закалки сталей:
а – ступенчатая; б – изотермическая
«Тепловые» напряжения уменьшаются также при условии равномерности прогрева перед мартенситным превращением, что достигается при ступенчатой закалке (рис. 2.29).

-
а
б
в
г
Рис. 2.29. Схема изменения уровня остаточных напряжений при различных способах закалки: а – обычная; б – в двух средах; в – ступенчатая; г – изотермическая
При ступенчатой закалке деталь, нагретую до температуры закалки, переносят в жидкую среду с температурой на 50 - 100оС выше точки Мн, делают выдержку для выравнивания температуры по сечению и охлаждают на воздухе.
При изотермической закалке сталь не испытывает мартенситного превращения. Выдержку проводят при температуре, когда протекает не мартенситное, а другое фазовое превращение – бейнитное. При изотермической закалке почти полностью устраняются «структурные» напряжения. Однако бейнитное превращение протекает не во всех сталях.