

2.2. Несовершенства кристаллической структуры
Поверхностными (двумерными) несовершествами кристаллической решетки являются границы зерен, границы раздела фаз (матричных и промежуточных), поверхность материала. Единым для этих объектов структуры является то, что они отделяют одну часть кристалла от другой, от него отличающейся.
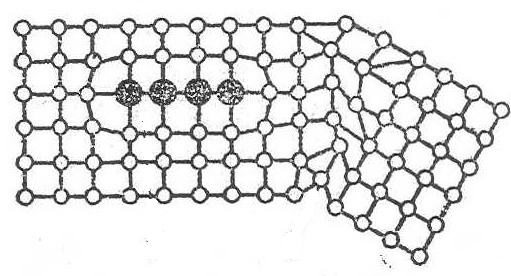
Рис.2.9. Схема кристаллических решеток в соседних зернах и границы зерна
Поверхность раздела одного зерна от других представляет собой переходную зону, где меняется ориентация плоскостей и направлений, поэтому кристаллические решетки сильно искажены (рис. 2.9), чаще всего ее называют границей зерна.
Границей зерна называется поверхность раздела зерен в поликристаллическом материале. Внутри зерен возможно образование субзерен, которые разделены малоугловыми (МУ) границами, разориентированными относительно друг – друга на величину менее 8 (субграницы). Регулярное расположение малоугловых границ образует полигонизованную структуру (или субструктуру).
Поверхность (поверхностный слой) металла или сплава формируется при различных способах обработки полуфабриката или детали – резание, холодная и горячая деформации, термическая обработка и др. Поэтому любая деталь после изготовления состоит из двух зон, неравных по протяженности – сердцевины и наружного, поверхностного слоя, которые различаются по химическому, фазовому составу и структуре (рис. 2.10). Поверхность и поверхностный слой детали с точки зрения прочности являются ослабленными. Основной причиной этого является то, что атомы на поверхности имеют устойчивые связи только с соседними и нижележащими атомами, и их состояние является неуравновешенным, неустойчивым. Кроме того, после различных видов обработки на поверхности появляются шероховатость и волнистость, дополнительное упрочнение; остаточные напряжения; грубые дефекты.
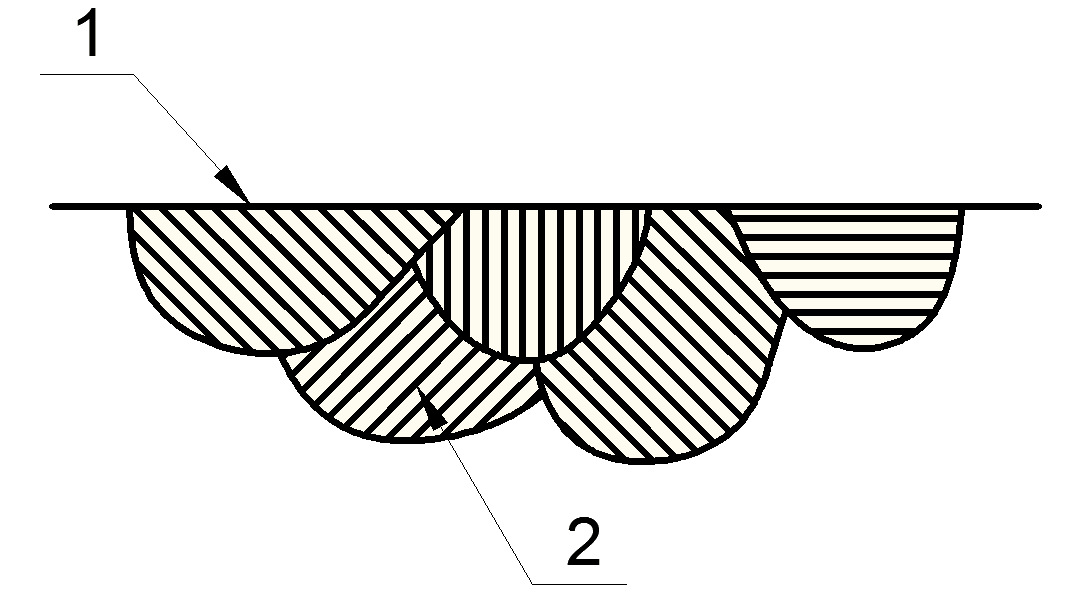
Рис. 2.10. Схема расположения поверхности по отношению к зернам материала:
1– поверхностный слой, 2 – сердцевина
При термической (тепловой) обработке может произойти окисление или выгорание отдельных элементов сплава, насыщение газами и т.п., что приводит к изменению химического состава поверхности по сравнению с объемом детали.
Толщина поверхностного слоя с измененным химическим, фазовым составом и структурой составляет от 10 до 100 мкм.
В сложных условиях внешнего воздействия поверхностный слой находится и при эксплуатации детали, что приводит к его постоянному изменению. Поэтому для обеспечения требуемых свойств ответственных деталей в эксплуатации их поверхность практически всегда подвергается специальной обработке.
Линейные и точечные несовершенства кристаллической структуры
Несовершенным является кристалл, атомы которого не имеют идентичного окружения. Области нарушения идеального строения кристаллической решетки называются несовершенствами или дефектами.
Дислокации – локальное линейное нарушение упорядоченного расположения атомов в кристалле.
Прочность реального кристалла, промышленного сплава, ниже теоретической прочности на несколько порядков, вследствие нарушения периодичности структуры и присутствия несовершенств кристаллической решетки (часто называемых «дефектами»).
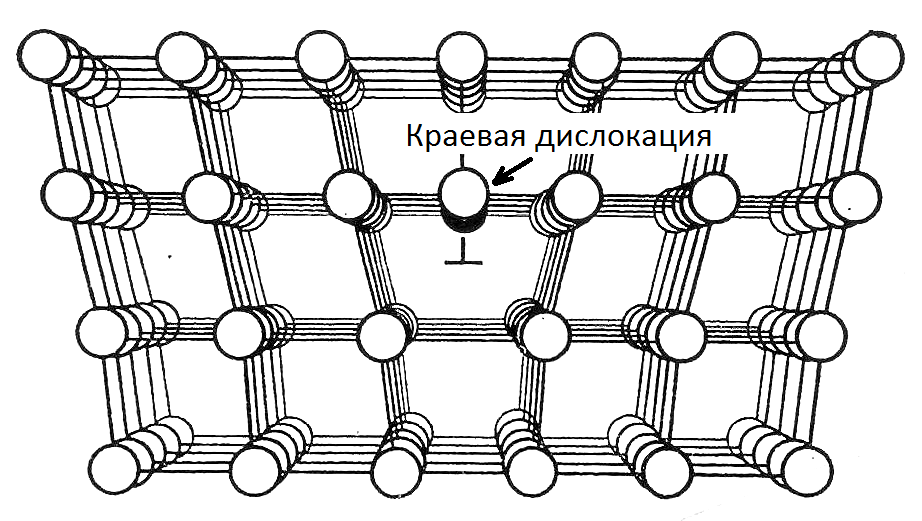
Рис. 2.11. Схема краевой дислокации в кристалле
Образование дислокаций происходит тогда, когда в результате внешнего воздействия на материал в упорядоченную структуру кристалла вклинивается «лишняя» плоскость (экстраплоскость) с расположенными на ней атомами (рис. 2.11).
Эти несовершенства формируются на всех этапах технологического цикла получения деталей: при кристаллизации, пластической деформации, термической обработке, а также в условиях эксплуатации: под действием температур и напряжений, ионного облучения и т.п.
Область несовершенного кристалла около края экстраплоскости называется краевой дислокацией.
В кристаллах существуют также винтовые дислокации; они образуются, когда в результате сдвига (несквозного вертикального надреза) в кристалле образуется плоскость, закрученная в виде геликоида (винтовой лестницы).
Параметрами дислокации как объекта структуры являются: ширина, длина и плотность. Ширина составляет несколько атомных слоев, длина – десятки параметров решетки. Плотность дислокаций – суммарная длина всех дислокаций в единице объема, или количество дислокаций в единице площади, на 1 см2, плотность имеет порядок 104 - 1012 см2 и обозначается буквой ρ.
Дислокации не участвуют в осуществлении упругой деформации, когда в реальном сплаве действуют идеальные связи, определяемые модулем сдвига. При достижении предела текучести начинается пластическая деформация, основным механизмом которой является перемещение дислокаций. При пластической деформации не только перемещаются имеющиеся в материале дислокации, но и образуются (генерируются) новые.
Дислокации имеют такие свойства, как способность перемещаться в материале под действием напряжений и способность к торможению своего перемещения на различных объектах структуры. Два этих свойства дислокаций определяют их роль в материале:
1. На технологических этапах обработки материала (получения полуфабриката) дислокации ответственны за протекание пластической деформации: только их способность к перемещению, движению под действием нагрузки осуществляет деформацию полуфабрикатов и деталей.
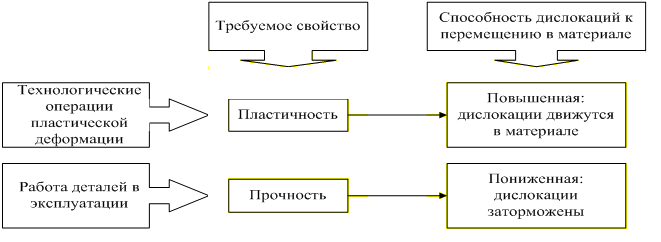 Рис.
2.12. Роль дислокаций в обеспечении свойств
сплавов
Рис.
2.12. Роль дислокаций в обеспечении свойств
сплавов
2. В условиях эксплуатации дислокации ответственны за прочность сплава: только при значительной степени блокировки дислокаций, при торможении их перемещения, можно обеспечить сопротивление сплава нагрузкам (рис. 2.12).
При блокировке дислокаций на различных объектах структуры необходимо соблюдать определенную степень этой блокировки. Если способность к перемещению дислокации будет сведена к нулю, то при воздействии нагрузки начнут разрушаться связи в кристаллической решетке, что приведет к нарушению сплошности материала – образованию трещины.
Препятствием для движения дислокаций являются: атомы легирующих элементов; дисперсные частицы фаз, расположенные в зерне; границы зерен, так как они представляют собой сильно искаженные кристаллические решетки соседних зерен; скопления самих дислокаций, их повышенная плотность.
Реальный сплав содержит дислокации, образующиеся как при кристаллизации, так и при деформации и термической обработке, что, естественно, понижает прочность. Однако если увеличить плотность дислокаций, например, при холодной пластической деформации, то прочность повышается.
Точечные несовершенства кристаллической решетки имеют размеры, которые во всех трех измерениях не превышают одного или нескольких межатомных расстояний. К точечным несовершенствам (дефектам) относят:
1. Вакансии – вакантные узлы кристаллической решетки, т.е. узлы решетки, в которых отсутствуют атомы.
2. Межузельные атомы – атомы, которые располагаются в междоузлиях; они являются как бы лишними, «расталкивая» атомы в узлах кристаллической решетки (рис. 2.13).
|
|
|
|
а |
б |
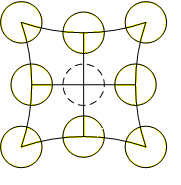
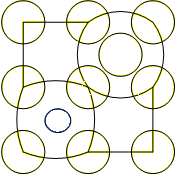
Рис. 2.13. Вакансии (а) и междоузельные атомы (б)
Вакансии образуются при закалке (т.е. резком охлаждении из высокотемпературного состояния); деформации с большими степенями обжатия; радиационном облучении.
Свойства вакансий:
1) очень подвижны в сплавах – легко и непрерывно перемещаются в кристаллической решетке, особенно при повышенных температурах;
2) неустойчивы, т.е. при «первой возможности» (повышение температуры, облучение) перемещаются, «стекают» к границам, порам. Таким образом, происходит их исчезновение – аннигиляция. Эти места называют стоками вакансий. Миграция (сток) вакансий к границам зерен способствует образованию пустот – «пор», отрицательно влияющих на работоспособность материала.
Вакансии влияют на физические свойства в технически чистых металлах: например, вызывают повышение электросопротивления.