

Из сплавов (деформируемых)
Формирование структуры реальных металлов и сплавов (промышленных, экспериментальных) происходит на всех этапах технологического процесса получения изделия (детали) с заданными свойствами (рис. 2.5). При традиционном способе изготовления после выбора химического состава сплава проводятся выплавка, разливка, деформация (горячая и холодная), механическая обработка, а также промежуточная и окончательная термическая обработка. На каждом технологическом этапе происходит изменение структуры материала – слитка, деформированного полуфабриката, заготовки под деталь, самой детали (изделия).
В результате этого формируется не идеальная (совершенная) кристаллическая структура, а структура искаженная, несовершенная. Это происходит по нескольким причинам:
– реальный сплав является поликристаллическим, т.е. состоит из множества монокристаллов; эти монокристаллы могут иметь различную форму: если она сферическая, то они называются зернами, если она сложная, древовидная, то они называются дендритами. По фазовому составу – это твердые растворы;
– между зернами и дендритами существуют границы раздела, в которых кристаллическая решетка идеального кристалла искажена; эти границы представляют собой несовершенства поверхностные;
– внутри зерен и дендритов кристаллическая решетка также формируется неидеальной, в ней присутствуют даже посторонние плоскости, края которых являются линейными несовершенствами, их называют дислокации;
– кроме дополнительных плоскостей, в кристаллической решетке реального металла между основными узлами решетки могут находиться посторонние атомы (междоузельные), а часть узлов может быть не занята атомами, быть вакантными. Междоузельные атомы и вакансии являются точечными несовершенствами кристаллической структуры.
Таким образом, зерна, дендриты, несовершенства кристаллической решетки являются объектами структуры реального сплава, его структурными составляющими. К ним также относятся частицы промежуточных фаз. Эти объекты периодически повторяются во всех частях материала – слитка, деформированного полуфабриката, заготовки, детали, изделия.
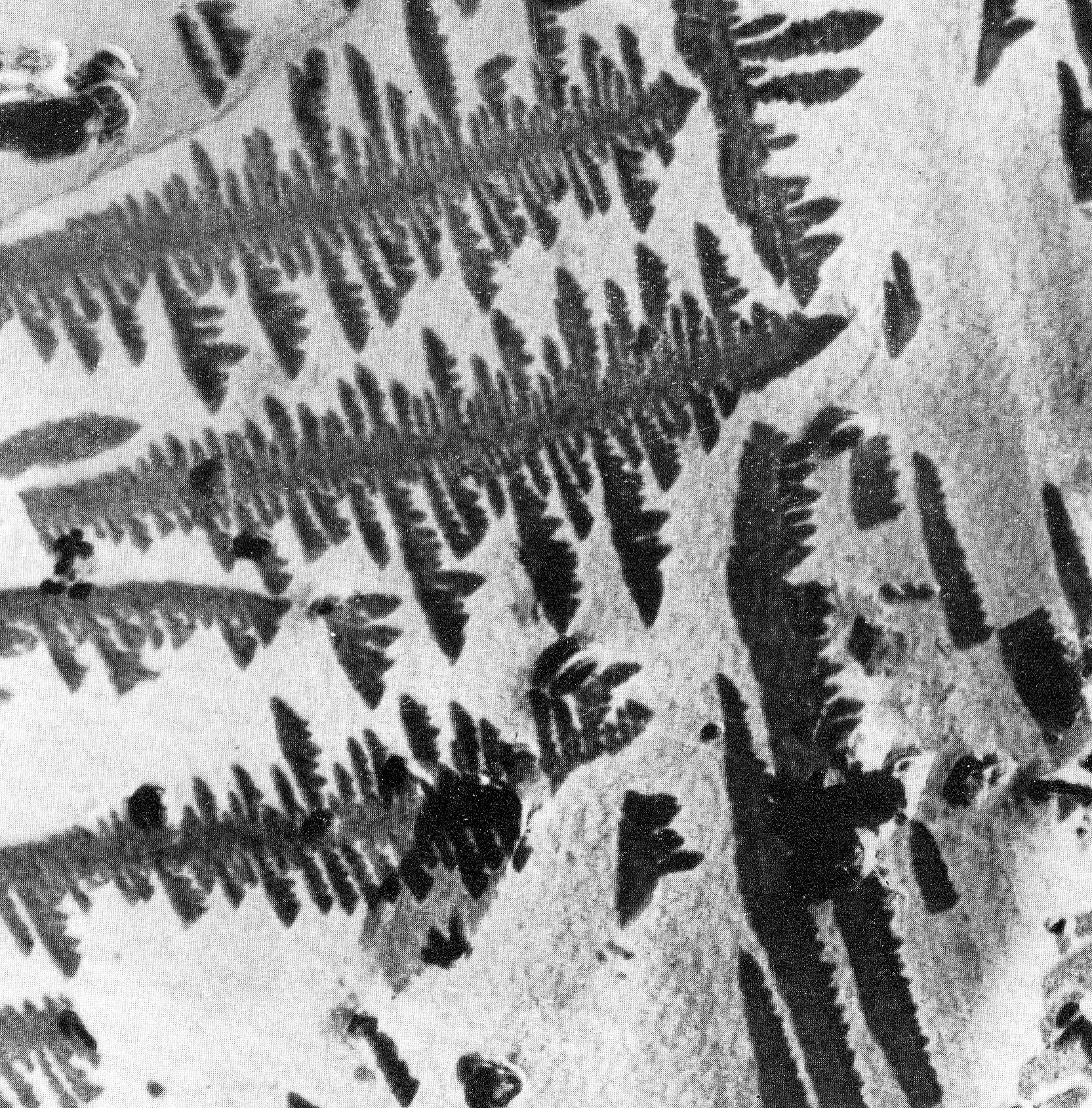
В зависимости от основного объекта структуры она может носить различные названия: если объект – дендрит, то это дендритная структура (рис. 2.6), если объект – зерно, то это зеренная структура, а если объект – дислокация, то это дислокационная структура.

Рис. 2.6. Схема дендритного строения слитка
В зависимости от технологической операции, в результате которой получена та или иная структура, ее называют литой, деформированной, рекристаллизованной, отожженной или иной.
В связи с тем, что эти объекты структуры имеют различные размеры, существует иерархия структурной организации материала:
– макроуровень – размеры структурных составляющих находятся в пределах 10-3 - 10-1 м; изучаемая структура называется макроструктурой.
– микроуровень – размеры структурных составляющих находятся в пределах 10-4 - 10-7 м, изучаемая структура называется микроструктурой.
– субмикро - или наноуровень – размеры структурных составляющих находятся в пределах 10-7 - 10-9 м; изучаемая структура называется тонкой структурой и наноструктурой соответственно.
Прямое наблюдение и идентификацию структуры (ее визуализацию) проводят при помощи микроскопического (металлографического) анализа, при котором используются специальные приборы – микроскопы.
На различных уровнях структурной организации в сплавах возможно наблюдение следующих составляющих:
|
|
|
|
|
|
 а
а б
б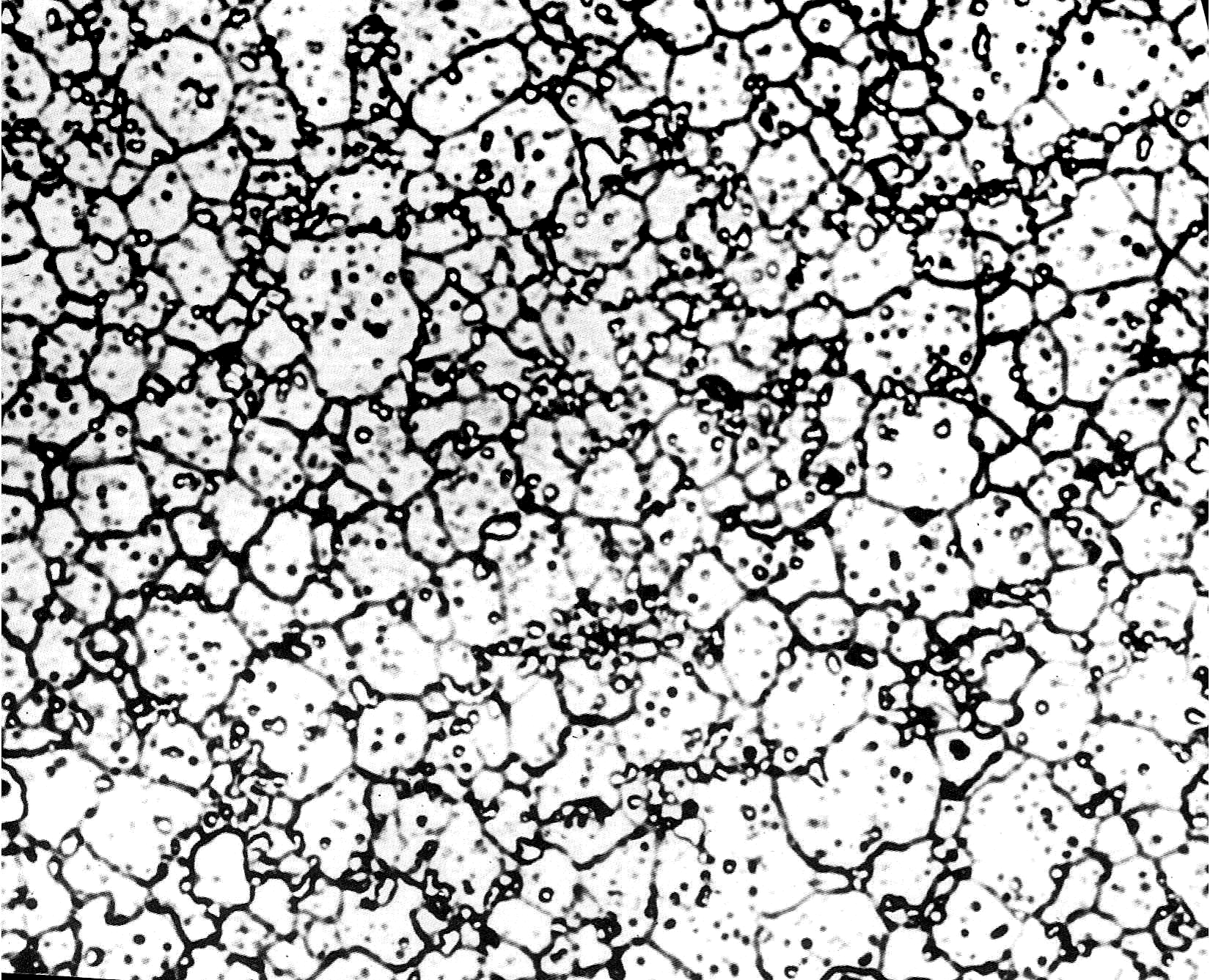 в
в г
гРис. 2.7. Дендриты (а), кристаллиты (б); зерна в литом сплаве(в); г – волокна (макроструктура) световая микроскопия: а – увеличение х200; б – х100, в – х 500; г – х 50;
1) на макроуровне (визуально или при небольшом увеличении) наблюдают дендриты, волокна, размер которых внутри границ, которыми они образованы, составляет от нескольких десятков микрометров до нескольких сантиметров (рис. 2.7, а, г);
2) на микроуровне (световая микроскопия) наблюдают зерна, субзерна, частицы промежуточных фаз, размеры которых существенно меньше, чем объекты п.1; частицы фаз в большинстве сплавов располагаются внутри зерен;
3) на микроуровне (провечивающая электронная микроскопия) наблюдают дислокации, дефекты упаковки, размеры которых составляют от нескольких нанометров до десятков нанометров; они располагаются как внутри твердых растворов, так и внутри промежуточных фаз.
Дендриты являются объектами структуры литого сплава, они образуются при кристаллизации; имеют различные форму и структуру в зависимости от условий затвердевания (рис. 2.6 и 2.7, а).
После того, как дендриты, вырастая одновременно в слитке, сталкиваются друг с другом, между ними образуется граница, и такие частицы уже носят название кристаллиты (рис. 2.7, б).
При деформировании слитка дендриты и кристаллиты претерпевают изменения, они вытягиваются вдоль направления деформации. При макроанализе такого полуфабриката выявляются вытянутые образования – так называемые волокна (рис. 2.7, г).
При исследовании волокон с большим увеличением внутри них различимы вытянутые вдоль направления деформации зерна.
Зерно – часть сплава, однородная по ориентации кристаллической решетки в пространстве, отделенная поверхностью раздела от другого зерна. Зерна представляют собой фактически монокристаллы, различным образом ориентированные в пространстве металлического объекта (полуфабрикат, деталь, изделие), разделенные границами (рис. 2.6), а сплав – это конгломерат монокристаллов. Такой сплав называют поликристаллическим. Сплавы однофазные состоят из зерен твердого раствора.
Зерна образуются на различных этапах производства деталей: при кристаллизации; при горячей деформации; при отжиге после холодной пластической деформации; при термической обработке.
Из разноориентированных зерен состоят все промышленные сплавы, получаемые по традиционной технологии (выплавка→ разливка→ деформация → обработка → (в том числе и термическая).
Зеренная структура сплава характеризуется следующими параметрами: размером и формой. Размер зерна – это количественная характеристика зеренной структуры. Он находится в пределах 2,7 - 250 мкм (средний диаметр). Размер зерна при металлографическом анализе оценивается в баллах (при увеличении в 100 раз) посредством сравнения наблюдаемой структуры с эталонной, которая состоит из 14 баллов. Балл указывает на количество зерен в квадратном миллиметре шлифа; поэтому, чем выше балл, тем меньше размер зерна (ГОСТ 5639-78).
Качественно сплавы и стали обычно подразделяют на крупнозернистые (балл зерна 1 - 6) и мелкозернистые (балл зерна 7 - 14).

Рис. 2.8. Ориентированная в направлении деформации (а) и равноосная (б) зеренная структура
Форма зерна может быть оценена качественно (равноосная, вытянутая - ориентированная) (рис. 2.8). Для оценки анизотропии формы ориентированных зерен используют количественную характеристику – так называемый «форм-фактор»: коэффициент формы зерна (отношение длины зерна к его ширине - lз/dз).
Микроструктура многофазных сплавов включает твердый раствор и промежуточные фазы (ПФ). Частицы микронных размеров визуализируются при помощи оптической электронной микроскопии; частицы размером в сотни и десятки нанометров – при помощи электронной микроскопии.
Гранулы – частица или нераздельный конгломерат частиц диаметром 1 - 10 мм. Гранулы получают при высоких скоростях охлаждения (103 – 105 град/с), когда расплав распыляется струей инертного газа или центробежным разбрызгиванием. При производстве гранул распыление расплава представляет собой один из способов перевода его в слиток, хотя размеры «слитка» (гранулы) чрезвычайно малы.
Порошки – продукт порошковой металлургии, которая включает получение порошков, их переработку и превращение в изделие. Порошки (размером 50 - 200 мкм) получают при более высоких скоростях охлаждения, чем гранулы (105 - 106 град/с), которые достигаются как при распылении расплава, так и при распылении вращающегося расходуемого электрода в инертном газе или вакууме. В порошковой металлургии монолитные полуфабрикаты из порошков и гранул получают путем их смешивания, компактирования, спекания и последующей деформации.