

Практическая работа №1 поточное производство
Поточным производством называется прогрессивная форма организации производства, основанная на ритмичной повторяемости согласованных во времени основных и вспомогательных операций, выполняемых на специализированных рабочих местах, расположенных в порядке следования операций технологического процесса.
Поточное производство является наиболее совершенной формой организации производственных процессов, обеспечивающей самую короткую длительность производственных циклов, а также непрерывность и ритмичность производства.
Массово-поточное производство (однопредметные линии)
Для массово-поточного производства характерны однопредметные линии, т.е. линии, на которых обрабатываются изделия одного наименования и каждое рабочее место специализировано на выполнении одной детале-операции.
Наиболее распространёнными формами организации однопредменых линий являются непрерывно-поточные линии с применением рабочих или распределительных конвейеров, автоматические поточные линии, прямоточное (прерывно-поточное) производство и поточное производство при неподвижном изделии, но с периодическим переходом рабочих или специализированных бригад от одного изделия к другому (стационарный поток).
Синхронизация операций. Для непрерывно-поточного производства обязательным условием является равенство операционных циклов, при котором продолжительность отдельных операций должна быть равна или кратна такту линии, т.е.
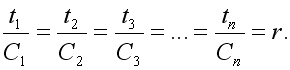
Процесс согласования длительности операций с тактом (ритмом) поточной линии называется синхронизацией операций. Синхронизация обычно выполняется в два этапа:
1. На стадии проектирования процесса – предварительная синхронизация (грубая);
2. В процессе отладки линии в производственных условиях – окончательная синхронизация (точная).
Синхронизация обеспечивается разнообразными техническими и организационными мероприятиями.
При предварительной синхронизации операции проектируются путём комбинирования (разделения или соединения) переходов; предусматривается повышение режимов обработки, применение высокопроизводительного оборудования, оснастки и т.д. В процессе проектирования при синхронизации допускаются отклонения от такта в пределах 10-12 % (как правило, в сторону его превышения). Эти отклонения устраняются при отладке линии в цеховых условиях следующими способами:
путём дополнительной механизации труда на рабочих местах;
дальнейшей интенсификацией режимов;
применением комбинированного инструмента;
лучшей организацией и обслуживанием рабочего места;
индивидуальным подбором рабочих на недогруженные операции;
введением вспомогательных рабочих.
приведён пример предварительной синхронизации сборочного процесса при r = 5мин.
Таблица 1
Пример предварительной синхронизации сборочного процесса
|
Исходные операции |
1 |
2 |
3 |
4 |
5 |
6 |
7 | |||||
|
Переходы |
I |
II |
III |
IV |
V |
VI |
VII |
VIII |
IX |
X |
XI |
XII |
|
Продолжительность переходов, мин |
2.1 |
3.2 |
1.7 |
3.4 |
1.9 |
3.9 |
4.0 |
2.2 |
3.2 |
3.7 |
2.3 |
4.2 |
|
Проектируемые операции |
1 |
2 |
3 |
4 |
5 | |||||||
|
Продолжительность операций, мин. |
5.3 |
5.1 |
9.8 |
5.4 |
10.2 | |||||||