

чертежи и эскизы
.pdf31
32
4.3. Шероховатость поверхности и ее обозначение на чертежах
Поверхности любой детали сохраняют следы обработки, представляющие собой микронеровности в виде выступов и впадин различной формы. При грубой обработке они хорошо заметны на глаз и на ощупь, при чистой – их можно обнаружить специальными приборами.
Совокупность неровностей поверхности с относительно малыми шагами на базовой длине называют шероховатостью.
Шероховатость поверхности сложная, оцениваемая несколькими параметрами, характеристика микронеровностей поверхности.
На чертеже шероховатость поверхности обозначается условным знаком одного из трех видов (рис.4.6) по ГОСТ 2.309-73 с указанием параметров шероховатости.
а) |
б) |
в) |
Рис.4.6.
Знак, обозначающий шероховатость поверхностей, вид обработки которых не устанавливается, – показан на рис.4.6а. Знак, обозначающий шероховатость, получаемые удалением слоя материала (строганием, точением, сверлением, фрезерованием, шлифованием, полированием и т.д.) – показан на рис.4.6.б. Знак, обозначающий шероховатость поверхностей не обрабатываемых по данному чертежу – показан на рис.4.6.в.
Толщина линий знаков S/2. Высота h знаков равна высоте размерных чисел на чертеже. Н = (1.5 + 3)h .
На рабочих чертежах деталей над знаком шероховатости указывается численное значение одного из параметров шероховатости, например: 1,6, 6,3 и т.п в соответствии с требованиями чертежа.
Знак шероховатости, своим острием должен быть обращен к поверхности со стороны воздействия обрабатывающего инструмента
(рис.4.7).
3 3
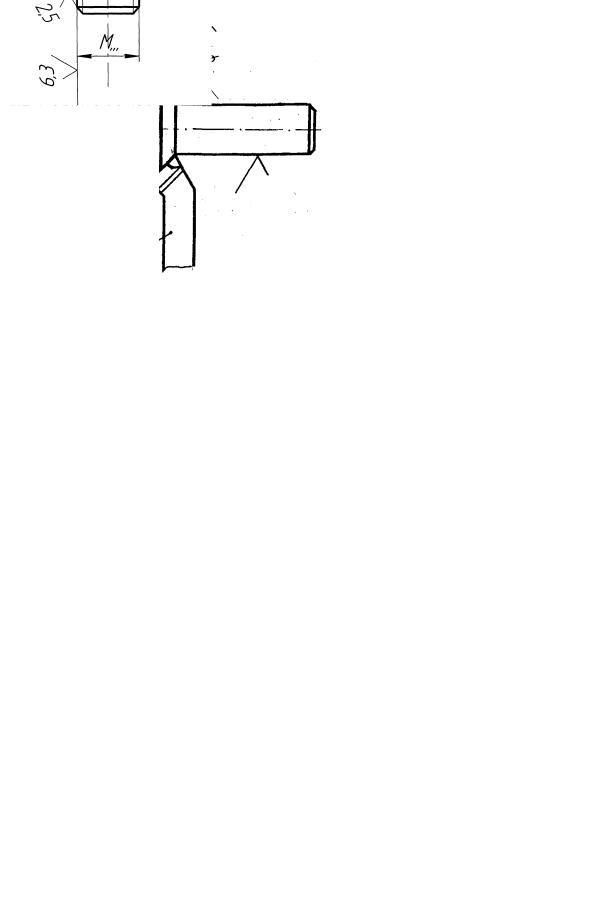
Деталь
Рис.4.7
Знаки шероховатости на чертеже проставляют на линиях контура детали, выносных линиях или на полках линий-выносок, а также на размерных линиях или их продолжениях (рис.4.8 а,б). При недостатке места для знака допускается разрывать выносную линию (рис. 4.9).
а)
б)
Рис.4.8
Рис.4.9
34

Если все поверхности детали имеют одинаковую шероховатость, то ее обозначение наносят в правом верхнем углу чертежа (рис. 4.10). Размеры и толщина линии знака в этом случае выполняется в 1,5 раза больше знаков, наносимых на детали.
Если большая часть поверхностей детали имеет одинаковую шероховатость, то ее значение помещают в правом верхнем углу чертежа, добавляя к обозначению шероховатости знак ( ) (рис.4.11;4.12). Это значит, что все поверхности, не имеющие обозначения шероховатости непосредственно на детали, должны иметь шероховатость, указанную перед знаком (
) (рис.4.11;4.12). Это значит, что все поверхности, не имеющие обозначения шероховатости непосредственно на детали, должны иметь шероховатость, указанную перед знаком ( ).
).
Рис. 4.10 |
Рис. 4.11 |
 (
( )
)
Рис.4.12
35

Шероховатость поверхности повторяющихся элементов детали (отверстий, пазов, зубьев шестерни и т.п), а также шероховатость одной и той же поверхности, независимо от количества изображений, наносят один раз
(рис.4.13)
Рис.4.13
Если на отдельных участках детали шероховатость одной и той же поверхности должна быть различной, то эти участки расчерчивают сплошной тонкой линией с нанесением соответствующего размера и обозначают шероховатости (рис.4.14).
Рис.4.14
36

Если шероховатость поверхностей должна быть одинаковой, то обозначение шероховатости наносят один раз знаком  с указанием над знаком требуемого параметра (рис 4.15)
с указанием над знаком требуемого параметра (рис 4.15)
Рис.4.15
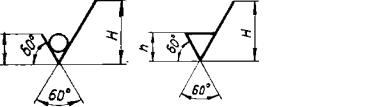
В соответствии с ГОСТ 2789-73X установлено шесть параметров шероховатости. Важнейшими из них являются два:
1.Среднее арифметическое отклонение микронеровностей профиля – обозначаемое Ra;
2.Высота микронеровностей профиля, определяется по десяти точкам –
обозначаемая Rz. Параметр Ra является предпочтительным.
И тот и другой параметры характеризуют высоту микронеровностей
профиля, измеряемую в мкм, причем параметр Ra является более точным, но и более трудноопределяемым.
При обозначении шероховатости поверхности на чертеже в настоящее время применяется только параметр Ra. При простановка на чертеже параметра Ra символ Ra над знаком шероховатости опускается.
37

4.3.1. Рекомендации по выбору шероховатости поверхностей
При простановке на чертежах деталей параметров шероховатости студентам технологических специальностей рекомендуем использовать следующий упрощенный подход:
- поверхности детали не обрабатываемые по данному чертежу;
-поверхности детали, получаемые при их изготовлении методами литья;
-механическим способом обработанные поверхности, не
соприкасающиеся в собранном изделии с поверхностями других деталей; - механическим способом обработанные поверхности, соприка-
сающиеся в собранном изделии с поверхностями других деталей; Студентам механических специальностей рекомендуем пользоваться
при простановке параметров шероховатости данными следующей таблицы:
Таблица 1
Поверхности, образованные отливкой в песчаные формы. Наружные, механически обработанные поверхности, не сопрягаемые с другими поверхностями (поверхности фланцев арматуры, гаек и др.). Обручные грубо обработанные поверхности больших размеров.
Проходные отверстия под болты, винты, шпильки диаметром более 15мм.
Опорные поверхности станин, кронштейнов, защитных кожухов, поверхности галтелей, канавок, фасок, фланцев, шкивов, торцы труб, осей, валов и др.
Свободные поверхности валов, шкивов, шарниров, профили резьб, болтов, винтов, шпилек, гаек, отверстий с диаметром до 15 мм под детали крепления (болты, винты, шпильки) и др.
Привалочные поверхности корпусов, кронштейнов, наружные свободные поверхности зубчатых колес, поверхности ходовых и упоных резьб и др.,
Сопряженные поверхности неподвижных соединении, например, опорные плоскости реек, внутренние поверхности корпусов под подшипники качения, рабочие поверхности шпонок и шпоночных пазов, эвольвентные поверхности профиля зуба стальных зубчатых колес, посадочные поверхности зубчатых колес, червяков, втулок выполняемые по 8му квалитету
Посадочные поверхности зубчатых колес, червяков, втулок, внутренняя поверхность подшипников скольжения, выполняемые по 7му квалитету.
Сопрягаемые поверхности бронзовых зубчатых колес, рабочие шейки коленчатых и распределительных валов, поверхности валов под подшипники качения, выполняемые по 6му квалитету.
Посадочные поверхности осей и валов малого диаметра, рабочие поверхности центров, поверхности трения тихоходных машин.
Поверхности, рабочие в условиях трения. Шейки коленчатых и распределительных валов быстроходных двигателей, цилиндрические и призматические направляющие, ответственные оси.
38
При выполнении чертежей деталей с указанием полей допусков рекомендуется при выборе шероховатости руководствоваться таблицей №1 «Наименьшие параметры шероховатости для полей допусков с 6 по
16квалитет» (ориентировочные данные).
При корректировке чертежей т.е. приведение ранее выполненных
чертежей, в которых шероховатость была указана по ГОСТ 2789-59 или по ГОСТ 2789-73 а использование параметров Ra и Rz, в соответствии с требованиями ГОСТ 2789-73 и введенным изменением №1 утвержденным в мае 1980г. (ИУС7-80) рекомендуется руководствоваться таблицей №2 “ Сравнительная таблица шероховатости поверхности”.
39
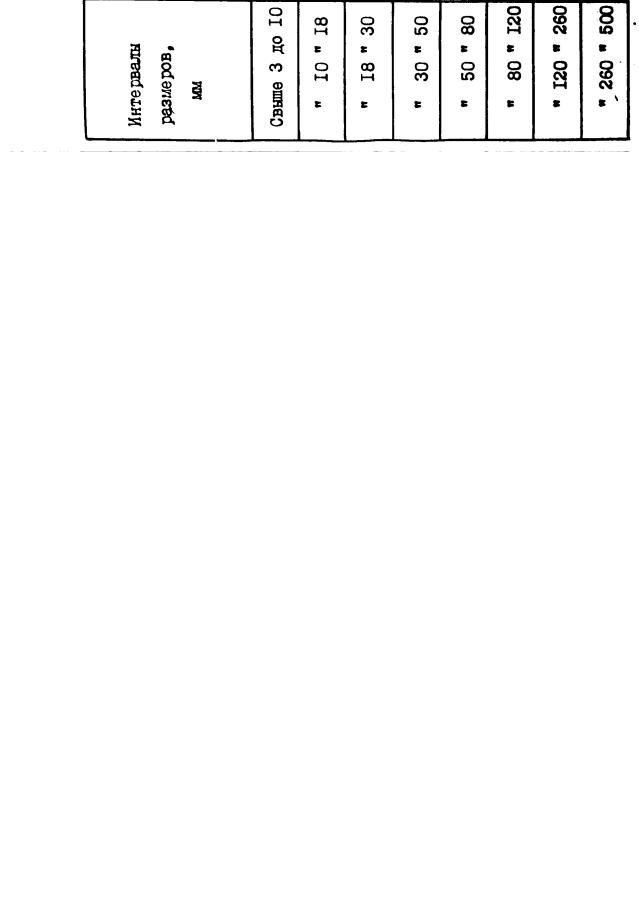
Таблица 1
40