

книги / Расчёт и проектирование систем обеспечения безопасности.-1
.pdfРис. 13.13. Тарельчатый гранулятор (слева показана траектория движения частицы материала при вращении тарели)
Для интенсификации окатывания применяют скоростные и вибрационные грануляторы, в которы получают более плотные и однородные по размерам гранулы. В скоростном грануляторе (рис. 13.14) слой материала сильно перемешивается посредством шнека (частота вращения 1000–2500 мин–1 ) и вала с насаженными на него штырями или пластинами. Корпус вибрационного гранулятора – горизонтальный прямоугольный или трапециевидный короб – крепится специальными пружинами к опорной плите и с помощью вибратора подвергается механическим колебаниям (частота 5–50 Гц, амплитуда 2–5 мм), благодаря которым материал хорошо перемешивается и уплотняется.
Рис. 13.14. Скоростной гранулятор
321
Метод скатывания используют для грануляции удобрений, железорудных концентратов и других продуктов массового производства.
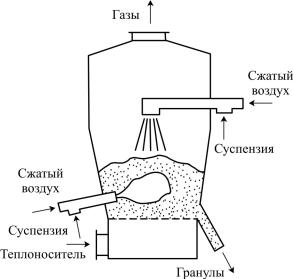
Диспергирование жидкостей осуществляется в свободный объем или на поверхность твердых частиц с последующим охлаждением капель расплава воздухом, водой, маслом и прочим или кристаллизацией тонких пленок жидкости на поверхности твердых частиц при сушке. Метод применяют для грануляции расплавов удобрений в полых башнях, а также для грануляции с использованием растворов, суспензий и пульп в барабанных грануляторах-сушилках (аппаратах БГС) и аппаратах с псевдоожиженным слоем. При грануляции распыливанием жидкости на поверхности частиц, например, в аппарате с псевдоожиженным слоем (рис. 13.15), тонкие пленки жидкости наслаиваются на центры гранулообразования в зоне взаимодействия факела распыла с частицами взвешенного слоя. Гранулы растут вследствие кристаллизации пленок.
Рис. 13.15. Грануляторс псевдоожиженным слоем
Прессование – получение гранул в форме брикетов, плиток, таблеток путем уплотнения сухих порошков, иногда с последующим дроблением спрессованного материала. Для грануляции фосфатных шлаков и некоторых видов удобрений применяют валковые и вальцевые прессы (рис. 13.16), лекарстенных препаратов и витаминов – таблеточные машины, реактопластов – зубчатые роторные грануляторы, вальцы и специальные экструдеры. Для непрерывной подачи порошка и его предва-
322
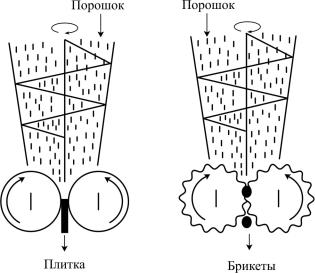
рительного уплотнения используют подпрессовыватель (спиралевидный шнек). Особенность грануляции на валках и вальцах – выдавливание из порошка в зоне деформации воздуха и его фильтрация сквозь слой поступающего в эту зону материала. В данном случае скорость процесса, определяющая производительность пресса, лимитируется той величиной, при которой порошок переходит в зоне деформации во взвешенное состояние [2–6].
а б
Рис. 13.16. Валковый (а) и вальцевый (б) прессы для уплотнения порошков
Экструзия – образование гранул путем продавливания пластичновязкой массы с помощью шнека через головку экструдера с последующим разрезанием или дроблением материала. Метод используют в основном для гранулирования термопластов, каучуков и резиновых смесей, а также концентрированных кормов, наибольшее распространение получили червячные экструдеры. Порошкообразный материал плавится и выдавливается в виде жгутов или лент, которые режутся непосредственно после выхода из головки или дробятся после охлаждения в специальной ванне. При гранулировании мучнистых кормов их обрабатывают паром или смешивают с водой или биомассой, подают на вращающуюся перфорированную матрицу, выдавливают через ее отверстия и разрезают на гранулы ножами.
323
Расчет барабанного гранулятора
Процесс гранулирования методом окатывания состоит из четырех стадий:
1)смешение исходного порошка с частицами ретура и связующим;
2)образование гранул из мелких частиц и дробление комков;
3)окатывание и уплотнение гранул в результате их перемещения по поверхности аппарата;
4)упрочнение связей в результате перехода жидкой фазы в твердую, т.е. стабилизация структуры гранулы.
На всех стадиях происходит изменение распределения частиц по размерам, т.е. идет процесс гранулообразования, интенсивность которого зависит от технологии, аппаратурного оформления процесса гранулирования и свойств продукта [1–6, 19].
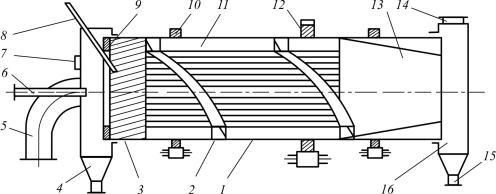
Расчет аппарата для гранулирования методом окатывания (рис. 13.17) заключается в определении основных конструктивных характеристик гранулятора (длина и диаметр) и технологических параметров процесса (расход жидкойитвердойфаз, угловая скорость барабана).
|
Рис. 13.17. Схема барабанного гранулятора – сушилки (БГС): |
|
|
1 – корпус барабана; 2 – |
обратный шнек; 3 – лопастная насадка; |
4 – загрузочная камера; 5 – |
патрубок для подвода сушильного агента; |
|
6 – |
форсунка для распыливания пульпы; 7 – смотровое окно; 8 – патрубок |
|
|
для подачи внешнего рецикла; 9 – подпорное кольцо; 10 – бондаж; |
|
11 – |
полочная насадка; 12 – венцовая шестерня; 13 – конус-классификатор; |
|
14 – |
патрубок для отвода отработанного сушильного агента; 15 – патрубок |
|
|
для выгрузки гранул; 16 – выгрузная камера |
|
324

1. Содержание жидкой фазы в шихте определяем из уравнения
|
|
|
|
|
|
|
|
|
|
|
n |
|
|
|
|
|
|
|
|
|
P |
|
|
|
|
|
|
d |
|
= d |
|
exp |
m |
|
|
− P |
|
|
, |
||
|
|
|
d |
|
|
||||||||
|
ср |
|
0 |
|
|
|
1− ξ+ ξ |
0 |
0 |
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
dр |
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
где m и n – коэффициенты, определяемые экспериментально для каждого типа удобрений. Значения этих коэффициентов для некоторых фосфоросодержащих удобрений приведены в табл. 13.1.
Таблица 13.1
Значения коэффициентов m и n для некоторых фосфоросодержащих удобрений
Вид удобрения |
m |
n |
|
Вид удобрения |
m |
n |
|
Аммофос |
23 |
1,7 |
|
Двойной суперфосфат |
129 |
1,7 |
|
Суперфосфат |
68 |
1,7 |
|
Нитроаммофоска |
23 |
1,15 |
|
2. Влагосодержание шихты находят из уравнения, кг/кг, |
|
||||||
|
|
W = |
|
P |
|
|
|
|
|
|
. |
|
|
||
|
|
1+ s + P s |
|
|
|||
3.Расход воды с компонентами, т/ч,
=Gпр W Gв 1− ξ .
4. |
Расход рецикла, т/ч, |
|
|
|
|
|
|
|
|
|
ξ |
|
|
||
|
Gрет |
= Gпр |
|
|
. |
||
|
|
− |
|
||||
|
|
1 |
ξ |
||||
5. |
Объемная производительность гранулятора, м3/с, |
||||||
|
|
G 103 (1+W ) |
|||||
|
G = |
пр |
|
|
. |
||
|
ρн (1− ξ) |
|
|
||||
|
V |
3600 |
|
||||
6.Центральный угол обхвата в барабане, град,
Ф= 1π(φ° − sin φ°).2
325

При коэффициенте заполнения барабана Ф = 15 % с точностью, достаточной для инженерных расчетов, центральный угол обхвата можно принять равным 108°.
7. Диаметр барабана, необходимый для обеспечения заданной производительности гранулятора, вычисляется из соотношения, м,
D = 3 4 G I i .
π Ф K
8. Необходимая длина барабана, м,
L = K·D.
9. Угловая скорость вращения барабана, об/мин,
N= 60υпод .
πD
10.Диаметр отверстия подпорного кольца, м,
D0 |
|
φ |
+ 2H , |
= D cos |
|
||
|
|
2 |
|
где Н – опытная величина, |
значение которой изменяется в зависимо- |
||
сти от производительности и от свойств гранулируемого материала,
Н = 0,05…0,15 м.
13.2.4. Оборудование для таблетирования отходов
Таблетирование – формование порошкообразных или волокнистых материалов в заготовки правильной геометрической формы, однородные по размеру и массе. Применяют в тех случаях, когда плавление материала невозможно или нецелесообразно. Получаемые таблетки обычно имеют цилиндрическую илипрямоугольнуюформу.
Уплотнение материала происходит под действием сжимающих усилий, причем удельное давление зависит от природы материала и составляет 50–300 МПа; давление может быть снижено путем предварительного подогрева материала, его увлажнения, использования смазывающих добавок и связующих.
Таблетирование наиболее широко применяют при переработке пластических масс-реактопластов (пресспорошки, волокниты, стекловолокниты), некоторых видов термопластов (фторопласты), а также при изготовлении катализаторов и многих лекарственных препаратов.
326
Осуществляют таблетирование в автоматических таблеточных машинах, технологический процесс в которых включает операции дозирования, прессования и выталкивания таблеток. По виду привода таблеточные машины разделяют на механические (кривошипные и роторные) и гидравлические. При таблетировании полимерных материалов с волокнистыми наполнителями иногда применяют поршневую и шнековую экструзию, что позволяет осуществлять процесс с небольшим подогревом.
Кривошипная машина представляет собой однопозиционный пресс с приводом от главного коленчатого вала (рис. 13.18); имеет сравнительно невысокую производительность и применяется для получения таблеток среднего размера с небольшим разбросом по массе.
Роторная машина – многопозиционный пресс-автомат, в котором все операции осуществляются при непрерывном вращении ротора. Пуансоны машины совершают возвратно-поступательноедвижение,
при котором происходят прессование и выталкивание таблеток. Для повышения производительности процесса применяют машины, в которых за один оборот ротора в нескольких формах осуществляется до четырех циклов таблетирования. Полученные таблетки могут значительно различаться по массе [1–6, 19].
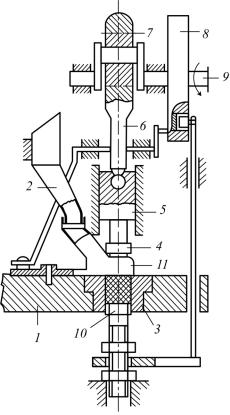
Гидравлическая машина представляет собой горизонтальный прессавтомат (рис. 13.19), состоящий из двух неподвижных плит. Прессование подаваемого из бункера перерабатываемого материала происходит при помощи подвижного пуансона на неподвижном. При таком таблетирова-
327
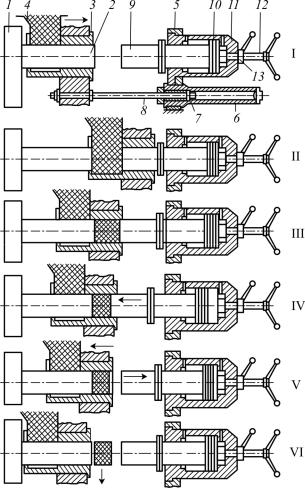
нии материал дозируется по объему, который регулируется расстоянием между подвижным и неподвижным пуансонами. Конструкция машины позволяет осуществлять двустороннее прессование, изменять массу таблеток, время дозирования, давление и время прессования, скорость выталкивания таблеток. Применяется для изготовления больших (тяжелых) таблетокс минимальнымразбросом помассе.
Рис. 13.19. Схема гидравлической таблеточной машины: I – начало цикла; II – загрузка перерабатываемого материала; III – перемещение материала в матрицу; IV – прессование; V – начало выталкивания таблетки; VI – сброс таблетки в тару; 1, 5 – неподвижные плиты; 2 – неподвижный пуансон; 3 – матрица; 4 – бункер; 6 – вспомогат. цилиндр; 7, 10 – поршни; 8 – тяга; 9 – подвижный пуансон; 11 – рабочий цилиндр; 12 – винт;
13 – контргайка
328
Таблетирование подобно гранулированию создает дополнительные возможности для использования дисперсных материалов, пыли или мелких отходов, облегчает дозировку веществ, улучшает условия хранения и транспортировки, снижает потери сырья и готовой продукции.
13.3. РАСЧЕТ И ПРОЕКТИРОВАНИЕ СООРУЖЕНИЙ ДЛЯ ОБЕЗВОЖИВАНИЯ ТВЕРДЫХ ОТХОДОВ
Для механического обезвоживания отходов могут быть применены вакуум-фильтрация, центрифугирование и фильтрпрессование.
Вакуум-фильтрация. Из обезвоживающих аппаратов наибольшее распространение получили барабанные вакуум-фильтры, представляющие собой горизонтально расположенный барабан, боковая поверхность которого имеет перфорированную обечайку и обтянута сверху фильтровальной тканью
Внутренняя полость барабана продольными радиальными перегородками делится на несколько изолированных секторов – самостоятельных камер.
Барабан вращается на валу, совершая один оборот за 4–7 мин. На конце вала установлена распределительная головка фильтра, соединенная с вакуум-насосом и линией сжатого воздуха.
Примерно на 1/3 диаметра барабан погружен в корыто, куда поступает подлежащий обезвоживанию отход. При вращении барабана часть секций погружается в фильтруемый отход. Через распределительную головку эти секции подключаются к линии вакуума, значение которого зависит от вида обезвоживаемого отхода и составляет 0Д > 4–0,067 МПа. Под действием вакуума отход налипает на фильтровальную ткань. В этих же камерах (при выходе их из корыта), а также под действием вакуума происходит отделение воды от твердого вещества, т.е. собственно процесс обезвоживания отхода. Фильтрат проходит через фильтровальную ткань внутрь секции барабана, откуда отводится в ресивер для отделения от воздуха. Затем фильтрат перекачивается на биологическую очистку, так как содержит 300–600 мг/л взвешенных веществ и БПК его достигает 400–600 мг/л. Камеры соединяются с линией сжатого воздуха, который отделяет обезвоженный отход, налипший на фильтровальную ткань. Обезвоженный отход влажностью 70–80 %, снятый с поверхности барабана специальным ножом, поступает на транспортер, откуда его направляют на последующую сушку или к месту использования.
329
Таким образом, за один оборот барабана происходит непрерывное автоматическое чередование процессов образования кека, его обезвоживания, подсушки и снятия с поверхности барабана. Пропускная способность вакуум-фильтров в значительной мере зависит от удельного сопротивления отхода. Для снижения удельного сопротивления отход перед обезвоживанием предварительно обрабатывают. Для сброженных отходов обычно применяют промывку с последующим уплотнением и обработку химическими реагентами.
Отход и промывная вода перемешиваются в течение 6–10 мин сжатым воздухом, подаваемым в смеситель из расчета 0,5 м3 на 1 м3 смеси. Далее смесь поступает в отстойник-уплотнитель, где находится 12–18 ч.
Расчет вакуум-фильтрационных установок включает расчет сооружений по промывке и уплотнению отхода, расчет реагентного хозяйства, определение числа барабанных вакуум-фильтров, необходимых для обезвоживания имеющегося отхода. Расчет сводится к определению площади фильтрующей поверхности и ведется по пропускной способности ваку- ум-фильтров, которая зависит от вида обезвоживаемого отхода.
Центрифугирование. Начиная с 50-х годов, на зарубежных очистных станциях для обезвоживания отходов широко применяют непрерывно действующие осадительные центрифуги.
Метод центрифугирования начинают использовать и в отечественной практике. Для обезвоживания отходов применяют горизонтальные осадительные центрифуги со шнековым устройством для выгрузки отхода типа НОГШ.
Основными элементами ее являются конический ротор со сплошными стенками и полый шнек. Ротор и шнек вращаются в одну сторону, но с разными скоростями. Под действием центробежной силы частички твердой фазы отбрасываются к стенкам ротора и вследствие разности частоты вращения ротора и шнека перемещаются к отверстию в роторе, через которое обезвоженный отход попадает в бункер кека. Образовавшаяся в результате осаждения твердых частиц жидкая фаза (фугат) отводится через отверстия, расположенные с противоположной стороны ротора.
Эффективность задержания твердой фазы отходов и влажность кека зависят от характера обезвоживаемого отхода (при обработке городских сточных вод более половины твердой фазы выносится с фугатом).
Пропускная способность серийно выпускаемых центрифуг НОГШ не превышает 13 м3/ч по исходному отходу.
330