

книги / Методы и инструменты поиска инновационных решений
..pdfРис. 4.12. Будущее состояние обработки детали в цехе № 1
Как видно из рисунка, в ячейке три операции. Отрезную, токарную и фрезерную будет выполнять один оператор. За счет такого расположения технологического оборудования и рабочих появилась возможность сократить время на перемещения детали от одного рабочего места до другого, время временного хранения детали на складе комплектующих, количество незавершенного производства, количество операторов, задействованных в процессе производства, площади для дальнейшего увеличения объемов производства.
4.18. КОНТРОЛЬНЫЕ КАРТЫ
Контрольные карты (КК) – инструмент, позволяющий отслеживать ход процесса и воздействовать на него (с помощью соответствующей обратной связи), предупреждая его отклонения от предъявляемых к процессу требований. Автор метода У. Шухарт
(США), 1924 г. [31].
Метод контрольных карт применяется везде, где требуется отслеживать состояние процесса во времени и воздействовать на процесс до того, как он выйдет из-под контроля. Контрольные карты – один из основных инструментов статистического контроля качества. Японский союз ученых и инженеров в 1979 г. включил контрольные карты в состав семи методов контроля качества.
251

Цель метода – оценка управляемости действующего процесса, а в случае управляемости процесса – оценка его воспроизводимости. В случае статистически неуправляемого процесса осуществлять проведение корректирующего воздействия и проверку эффективности принятых мер. В период же запуска процесса осуществлять оценку возможностей процесса, т.е. способности удовлетворять техническим требованиям.
Ожидаемым результатом от построения контрольных карт является получение объективной информации для принятия решений об эффективности процесса.
План действий
1.Выбор показателя, плана выборки, типа карты.
2.Сбор данных.
3.Вычисление выборочных статистик, центральной линии, контрольных пределов.
4.Построение контрольной карты.
5.Оценка управляемости процесса.
6.Совершенствование системы.
7.При необходимости пересчет контрольной карты.
Как правило, при анализе процессов метод КК используется совместно с гистограммами и методом расслаивания данных (стратификации).
Особенности метода
Контрольные карты Шухарта принято делить на две группы: по качественным (годен – не годен) и количественным признакам. Наибольшее распространение среди контрольных карт по количественному признаку (для непрерывных величин) получилиКК(рис. 4.13):
–средних значений и размахов ( X – R);
–медиан и размахов ( X – R);
–индивидуальных значений и скользящего размаха (х – mR) по качественному признаку (для дискретных величин) КК:
–доли числа дефектов/несоответствий в выборке (р);
–числа дефектов/несоответствий в выборке (рп);
–числа несоответствий в выборке (с);
–доли числа несоответствий на единицу измерения (в).
252
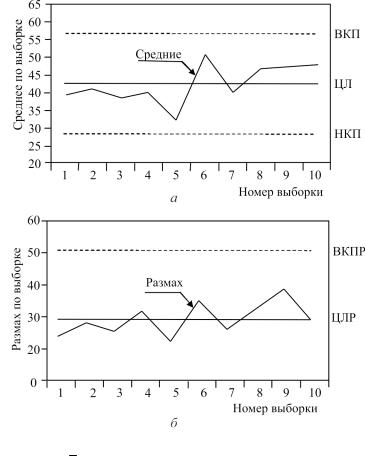
Рис. 4.13. Контрольные карты: а – контрольная карта средних значений ( X -карта); б – контрольная карта размахов (R-карта)
Правила построения контрольных карт
При построении КК на оси ординат откладываются значения контролируемого параметра, а на оси абсцисс – время t взятия выборки (или ее номер) (см. рис. 4.13). КК состоит обычно из трех линий. Центральная линия (ЦЛ) представляет собой требуемое среднее значение характеристики контролируемого параметра качества. Так, в случае (`x–R)-карты это будут номинальные значения
253
`x и R, нанесенные на соответствующие карты. Две другие линии, одна из которых находится над центральной, – верхний контрольный предел (ВКП), а другая под ней – нижний контрольный предел (НКП), представляют собой максимально допустимые пределы изменения значений контролируемой характеристики (показателя качества).
1.Любая, пусть первоначально неэффективная КК, – необходимое средство для наведения порядка в контроле технологического процесса.
2.Для успешного внедрения на практике КК важно не только овладеть техникой их составления и ведения, но, что значительно важнее, научиться правильно «читать» карту.
Достоинства метода. Указывает на наличие потенциальных проблем до того, как начнется выпуск дефектной продукции, и позволяет улучшить показатели качества и снизить затраты на его обеспечение.
Недостатки метода. Построение КК представляет собой сложную задачу и требует определенных знаний.
4.19. КОНТРОЛЬНЫЙ ЛИСТОК
Контрольный листок (КЛ) – это инструмент, позволяющий облегчить задачу контроля протекающих процессов и предоставить различного рода факты для анализа, корректировки и улучшения качества процессов. Как правило, это средство регистрации данных
ввиде бумажного бланка с заранее внесенными в него контролируемыми параметрами, соответственно которым можно заносить необходимые данные с помощью пометок или каких-либо символов. Контрольные листки применяются в производстве и на различных стадиях жизненного цикла продукции при контроле как по качественным, так и по количественным признакам. Японский союз ученых и инженеров в 1979 г. включил контрольный листок
всостав семи методов контроля качества [31].
254
Цель метода – сбор данных и их автоматическое упорядочение для облегчения дальнейшего использования собранной информации. Результат применения КЛ заключается в том, что собранные данные служат источником информации в процессе анализа с использованием различных статистических методов и выработки мер по улучшению качества процессов.
План действий. Прежде чем начать собирать данные, надо решить, что с ними впоследствии делать, для каких целей осуществляется их сбор и обработка. Обычно цели сбора данных в процессе контроля качества состоят в следующем:
–контроль и регулирование процесса;
–анализ отклонений от установленных требований;
–контроль выхода процесса.
Когда цель сбора данных установлена, она становится основной для определения типа данных, которые нужно собрать. В процессе сбора важно тщательно упорядочить данные, чтобы облегчить их последующую обработку. Для этого необходимо зарегистрировать источник данных (время, оборудование и т.п.) и сами данные таким образом, чтобы их было легко использовать.
Правила составления контрольных листков
1. Решить, какие данные будут собираться, определиться
сочередностью сбора информации.
2.Определить период времени, в течение которого будет проводиться сбор информации.
3.Сформулировать заголовок, отражающий тип собираемой информации.
4.Указать источник данных.
5.Составить перечень контролируемых характеристик.
6.Разработать бланк – стандартную форму регистрации данных, максимально удобную для заполнения в соответствии с принятыми правилами.
В любом КЛ обязательно должна быть адресная часть, в которой указывается его название, измеряемый параметр, название
255
и номер детали, цех, участок, станок, смена, оператор, материал, режимы обработки и другие данные, представляющие интерес для анализа путей повышения качества изделия или производительности труда. Ставится дата заполнения, листок подписывается лицом, его непосредственно заполнявшим, а если на нем приводятся результаты расчетов – лицом, выполнявшим эти расчеты.
Особенности метода. Все статистические методы базируются на достоверной информации. Какая бы задача ни стояла перед системой, объединяющей последовательность применения статистических методов, всегда начинают со сбора исходных данных, на базе которых затем применяют тот или иной инструмент. Для сбора исходных данных используют контрольные листки. Виды различных КЛ исчисляются сотнями, и в принципе для каждой конкретной цели может быть разработан свой листок. Например, КЛ для регистрации распределения измеряемого параметра в ходе производства; КЛ причин дефектов; КЛ для фиксирования отказавших деталей в приборе; КЛ регистрации телефонных звонков; КЛ локализации дефектов; КЛ регистрации видов дефектов; КЛ регистрации времени явки учащихся на занятия; график температуры больного и т.д. Но принцип их оформления остается неизменным.
Пример контрольного листка для регистрации отказавших деталей в телевизорах представлен на рис. 4.14.
Дополнительная информация
При разработке КЛ рекомендуется привлекать непосредственных исполнителей этих листков. Каждый, кто будет иметь дело с конкретным КЛ, должен чувствовать себя его соавтором. При создании бланка используйте как можно больше графической информации (рисунков). КЛ храните рядом с местом регистрации данных.
Достоинства метода: наглядность, простота освоения и применения.
256
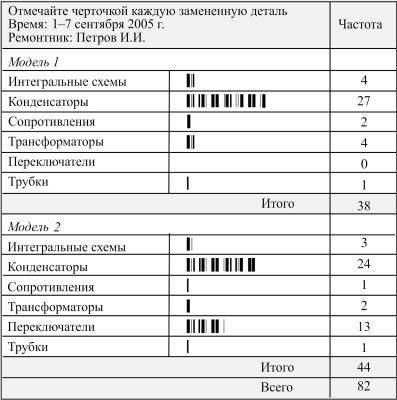
Рис. 4.14. Пример контрольного листка
Недостатки метода: большое разнообразие форм и размеров контрольных листков.
4.20. МАТРИЧНАЯ ДИАГРАММА
Матричная диаграмма – это инструмент, позволяющий определить наличие и важность связей между элементами – задачами, функциями или характеристиками объекта рассмотрения. Она представляет собой таблицу, включающую элементы, между которыми необходимо установить связь. Часть ячеек таблицы содержит
257
исследуемые элементы, а в других располагаются символы или числа, указывающие на наличие и силу взаимосвязи [98].
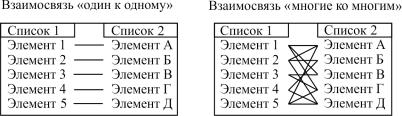
Цель – наглядное представление взаимосвязи между различными элементами и определение ранга этих взаимосвязей. Наиболее полезным и эффективным инструментом матричная диаграмма является в случаях, когда необходимо установить взаимосвязь по принципу «многие ко многим». Если же между рассматриваемыми элементами существует только простая связь «один к одному», то применять данный инструмент качества не имеет смысла (рис. 4.15).
Рис. 4.15. Матричная диаграмма
Матричная диаграмма может иметь несколько вариантов представления. Варианты получили названия по латинским буквам алфавита, так как форма представления большинства матриц имеет сходство с этими буквами (за исключением двух, которые имеют сходство с формой предметов). Основные варианты применяемых матриц: L – матрица, T – матрица, X – матрица, C – матрица, Y– матрица, матрица типа «крыша». Выбор варианта диаграммы зависит от количества списков элементов, между которыми необходимо установить взаимосвязь.
L-матрица применяется для определения взаимосвязи элементов одного списка с элементами второго списка (рис. 4.16).
T-матрица применяется для определения взаимосвязи элементов одного списка с элементами двух других списков (рис. 4.17).
258
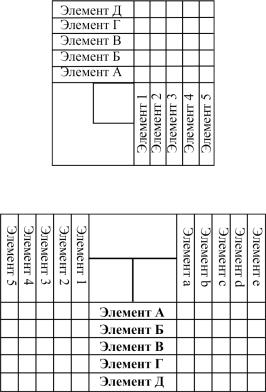
Рис. 4.16. Пример L-матрицы
Рис. 4.17. Пример Т-матрицы
X-матрица применяется для сравнения четырех списков и попарного определения взаимосвязи каждого списка с двумя другими
(рис. 4.18).
C-матрица (по форме напоминает куб) применяется для определения взаимосвязи элементов трех списков одновременно
(рис. 4.19).
Y-матрица применяется для определения взаимосвязи элементов трех списков, каждый список сопоставляется с двумя дру-
гими (рис. 4.20).
259
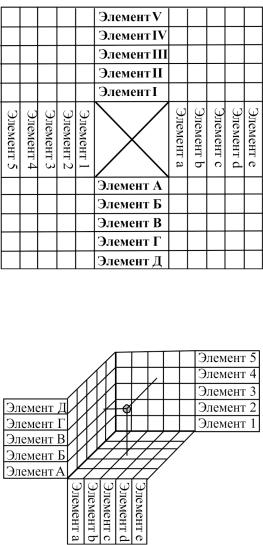
Рис. 4.18. Пример X-матрицы
Рис. 4.19. Пример C-матрицы
260