5.5. Машины для формования многопустотных панелей
Для формования многопустотных изделий по поточно-агрегатной схеме производства (рис. 22) в основном применяются машины с виброплощадкой и вибрационными механизмами пустотообразователей. Формовочная машина состоит из траверсы 1, пустотообразователей 2, вибровкладышей, лебедки 3, поддерживающего устройства 4, бортовой оснастки 5, пригрузочного щита 6. стола 7 и двух виброблоков 8.
 Траверса
представляет собой сварную балку
коробчатого сечения, четырьмя катками
опирающуюся на рельсовый путь. К траверсе
шарнирно прикреплены овальные
вибровкладыши. Электродвигатели
вибровкладышей установлены на
траверсе. Соединение валов электродвигателей
выходными валами вибраторов производится
при помощи эластичных муфт или ременных
передач. Возвратно-поступательное
перемещение траверсы с вибровкладышами
осуществляется лебедкой через систему
тросов и блоков. Барабан лебедки
приводится во вращение от электродвигателя
через редуктор, концы вибровкладышей
при перемещении траверсы опираются
на трубчатую балку поддерживающего
устройства. Бортовая оснастка состоит
из двух продольных, заднего и поперечного
бортов. Закрытие и открытие бортов
осуществляется пневмоцилиндрами.
Пригру-зочный щит представляет собой
раму, нижняя плоскость которой
соответствует верхнему профилю формуемого
изделия. Для повышения интенсивности
уплотнения на щите установлены два
навесных вибратора. Щит смонтирован на
тележке, которая перемещается по
рельсовым путям. На тележке также имеется
кроме устройства ее перемещения
устройство подъема и опускания щита.
Стол 7 состоит из четырех коробчатых
балок, приваренных к опорам, которые
установлены на виброплощадке, состоящей
из двух виброблоков 8.
Траверса
представляет собой сварную балку
коробчатого сечения, четырьмя катками
опирающуюся на рельсовый путь. К траверсе
шарнирно прикреплены овальные
вибровкладыши. Электродвигатели
вибровкладышей установлены на
траверсе. Соединение валов электродвигателей
выходными валами вибраторов производится
при помощи эластичных муфт или ременных
передач. Возвратно-поступательное
перемещение траверсы с вибровкладышами
осуществляется лебедкой через систему
тросов и блоков. Барабан лебедки
приводится во вращение от электродвигателя
через редуктор, концы вибровкладышей
при перемещении траверсы опираются
на трубчатую балку поддерживающего
устройства. Бортовая оснастка состоит
из двух продольных, заднего и поперечного
бортов. Закрытие и открытие бортов
осуществляется пневмоцилиндрами.
Пригру-зочный щит представляет собой
раму, нижняя плоскость которой
соответствует верхнему профилю формуемого
изделия. Для повышения интенсивности
уплотнения на щите установлены два
навесных вибратора. Щит смонтирован на
тележке, которая перемещается по
рельсовым путям. На тележке также имеется
кроме устройства ее перемещения
устройство подъема и опускания щита.
Стол 7 состоит из четырех коробчатых
балок, приваренных к опорам, которые
установлены на виброплощадке, состоящей
из двух виброблоков 8.
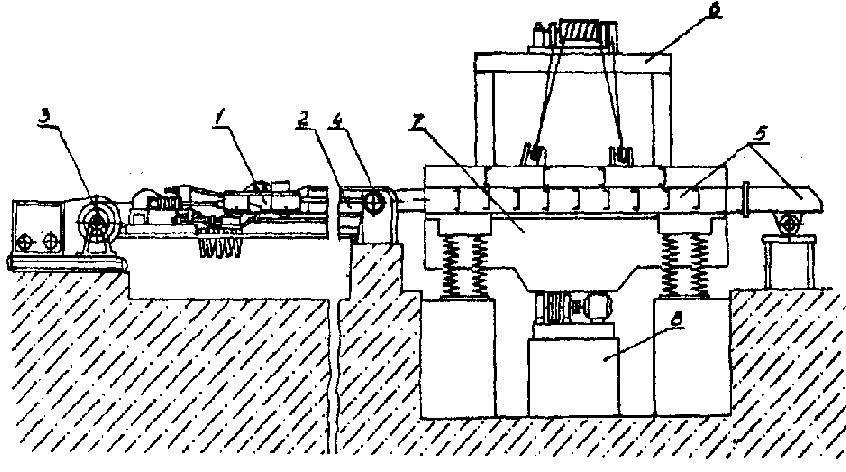
Рисунок 5. 5. Формовочная машина для агрегатно-поточной схемы производства
При работе на формовочной машине поддон с предварительно натянутой арматурой краном устанавливают на стол. Затем устанавливается бортовая оснастка. Далее лебедка сообщает поступательное движение траверсе с вибровкладышами, которые входят в трубы поперечных бортов. После этого укладывают верхнюю арматуру и из бетоноукладчика, который перемещается по рельсовым путям, бетонная смесь поступает в форму. При заполнении формы бетонной смесью включением вибраторов производят начальное уплотнение бетонной смеси, затем на формуемое изделие опускают пригрузочный щит. После этого вибраторы включают повторно и производят окончательное уплотнение бетонной смеси. Лебедка сообщает возвратно-поступательное движение траверсе с вибровкладышами. Пригрузочный щит поднимают, снимают продольные и поперечные борта, а поддон с отформованным изделием краном переносят в камеру пропаривания. Цикл изготовления панелей около 15 мин, мощность электродвигателей лебедки 20 кВт, скорость извлечения вибровкладышей 0,156 м/с, амплитуда колебаний до 0,7 мм, грузоподъемность виброплощадки 5 т.
Список литературы
1. Журавлёв М.И. Механическое оборудование предприятий вяжущих материалов и изделий на базе их /М.И. Журавлёв, А. А. Фоломеев. М.: Высшая школа, 1973.
2. Морозов М.К. Механическое оборудование заводов сборного железобетона. - Киев: Высшая школа, 1977.
3. Бауман
В.А. Вибрационные машины
и процессы в строительстве/В.А. Бауман,
И.И.Быховский. - М.: Высшая школа, 1979.