

4.3. Оборудование для холодной и горячей высадки анкеров.
Оборудование для холодной и горячей высадки анкеров. Напряжение арматуры заключается в ее предварительном растяжении, не превышающем предела текучести, и передачи возникающих в ней напряжений на бетон, в котором создается внутреннее напряженное состояние (сжатие) до приложения эксплуатационных растягивающих нагрузок. Предварительно напряженные ЖБК изготавливаются с напряжением арматуры на затвердевший бетон или на упоры форм с последующей передачей усилий на изделие после его затвердевания.
Заготовка стержневой напрягаемой арматуры заключается в отрезке стержня заданной длины и образовании на его концах временных концевых анкеров, или установке элементарных зажимов.
Основные типы анкерных устройств, применяемые в производстве ЖБК, показаны на рисунке 4. 3.
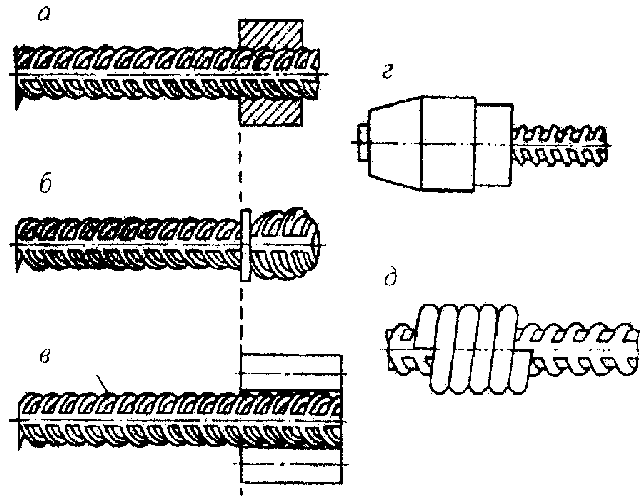
Рисунок 4.3 Типы анкерных устройств
А - отпрессованные в холодном состоянии шайбы; б - высаженные в горячем состоянии головки; в - приваренные; г - инвентарные зажимы (многократное использование); д - спиральные анкера
4.4. Оборудование для натяжения арматуры.
Натяжение арматуры на затвердевший бетон осуществляется механическим или электротермическим способом, а на упоры форм - механическим, электротермическим и электротермомеханическим способами.
Механический способ заключается в растяжении арматуры до предела текучести материала под действием прилагаемого усилия. Его осуществляют гидравлическими или механическими домкратами, грузовыми устройствами, лебедками с динамометром, а также непрерывной навивкой с требуемым усилием.
Электротермический способ осуществляется удлинением арматуры, нагревающейся при пропускании через нее электрического тока. Электротермомеханический способ совмещает в себе два предыдущих способа.
Усилие натяжения арматуры принимают с учетом потерь от усадки и ползучести бетона, податливости анкеров и других факторов, уменьшающих усилие натяжения.
Механическое натяжение арматуры рекомендуется выполнять в два этапа (на упор):
1. До усилия 45 - 50% от проектного значения с последующей проверкой правильности расположения арматуры и установкой закладных деталей (сетка, петли и т.д.).
2. Напряжение до усилия на 10% больше проектного, выдержка в течение 3-5 мин, и последующем снижении напряжения до проектного.
Усилие напряжения определяется по перемещению и манометру.
4.5. Оборудование для сварки арматуры.
При производстве арматурных работ применяют контактную сварку и сварку оплавлением. Контактная сварка бывает стыковая и точечная, а сварка оплавлением - электродуговыми точками, шовная, ванная одноэлектродная и многоэлектродная, электрошлаковая с пластинчатыми электродами и сварка под слоем флюса.
Для изготовления арматурных сеток и пространственных каркасов в условиях заводов ЖБИ применяют главным образом контактную сварку.
Контактно-стыковую сварку используют для соединения арматурных стержней между собой, когда требуется увеличить их длину или соединить отрезки стали. При контактно-стыковой сварке (рисунок 4.5.)концы свариваемых стержней 1 закрепляют в контактных зажимах 2, установленных на токопроводных плитах 3, одна из них подвижная и соединена гидроцилиндром 4.
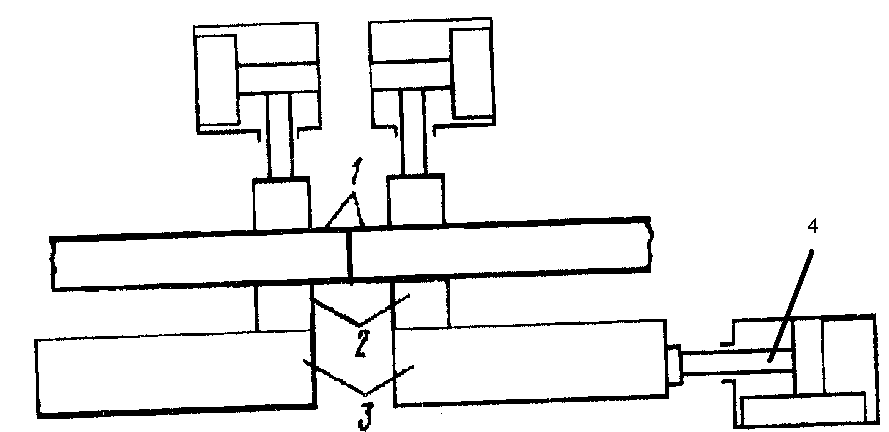
Рисунок 4.5. Установка для контактно-стыковой сварки арматуры
1:свариваемые стержни.2:контактные зажимы.3:токопроводные плиты.4:гидроцилиндр
Различают три способа контактно-стыковой сварки: сопротивлением непрерывным давлением и прерывистым оплавлением. Сварку сопротивлением применяют для соединения стержней диаметром до 16 мм. При этом свариваемые концы стержней соединяют торцами, после чего по ним пропускают электрический ток. В это время в месте соприкосновения стержней, имеющем наибольшее сопротивление, выделяется большое количество тепла, вследствие чего концы стержней разогреваются до пластичного состояния. Затем стержни с усилием прижимаются друг к другу, ток выключают и они свариваются.