

4.Оборудование для переработки арматурной стали
4.1. Правильно-отрезные станки
Правильно-отрезные станки. Данные машины предназначены для заготовки прутков различной длины из мотков арматурной стали. Они выполнены по следующим основным конструктивным схемам: с непрерывной подачей арматуры и резанием вращающимися ножами; с подачей арматуры до упора и резанием гильотинными ножами; с непрерывной подачей арматуры и резанием летучими ножами.
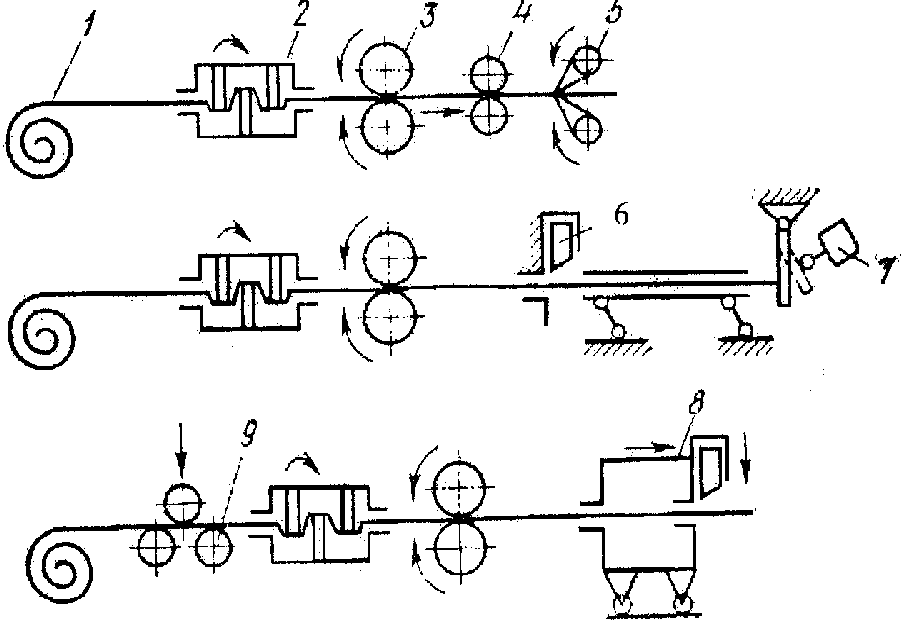
Рисунок 4.1. Схема правильно-отрезных станков
1: моток. 2: барабанный механизм. 3: роликовые механизмы.
4: роликовый отмеривающий механизм. 5,6,8: Механизм реза: вращающимися, гильотинными, летучими гильотинными ножами. 9:многроликовый механизм.
4.1. Правильно-отрезные станки
Правильно-отрезной станок состоит из размоточного устройства, на котором размещен моток арматуры; устройства, подающего арматуру; правильного механизма; механизма отмеривания требуемой длины, резки и сброса отрезанного прутка.
Размоточное устройство представляеийт собой вертушку, на которую устанавливается моток 1. Вертушка может иметь вертикальную или горизонтальную ось. Подающие устройства представляют собой роликовые механизмы 3.
Для правки арматуры применяют многороликовый 9, барабанный 2 или комбинированный механизмы. Пруток стали подвергается многократному изгибу во всех плоскостях, проходя между кулачками.
В роликовом отмеривающем механизме 4 длина прутка отмеривается по числу поворотов отмеривающего ролика, который вращается подаваемым стержнем, прижимаемым подвижным роликом.
Механизм реза бывает трех видов: с вращающимися 5, гильотинными 6 и летучими гильотинными 8 ножами (ножами сопровождения), которые перемещаются со скоростью перемещения арматуры.
Наибольшее применение на практике получили правильные барабанные механизмы. Они позволяют получать прутки с местным прогибом 0,5- 2 мм. В качестве нажимных деталей в них чаще применяют кольцевые кулачки (фильеры), положение которых относительно оси барабана фиксируется винтами. Правильные барабаны с роликами более сложны в изготовлении, создают значительный шум при работе, поэтому имеют ограниченное применение.
4.2. Станки для резки арматуры
Станки для резки арматуры. Для резки арматуры диаметром до 20 мм при небольших скоростях работ используют ручные станки. Приводные станки применяются для резки прутков диаметром до 70 мм или при больших скоростях работ, для резки арматурных сеток - гильотинные ножницы. Существуют комбинированные станки, позволяющие резать не только арматурные стержни, но и сортовой и фасонный прокат - пресс ножницы.
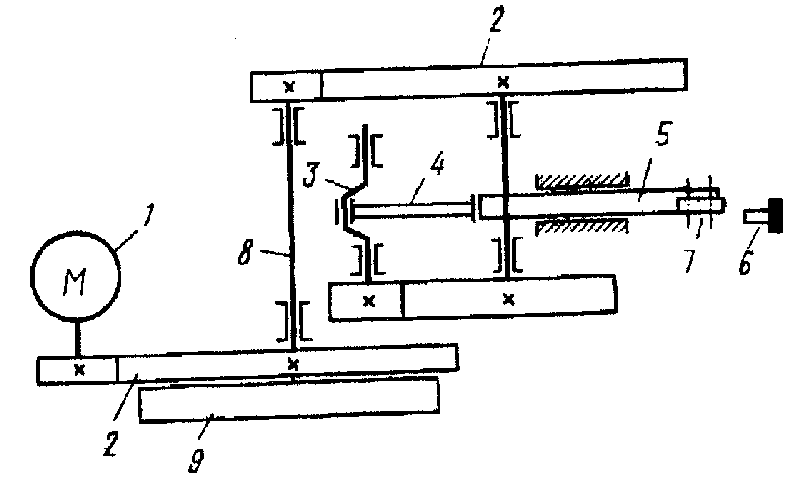
Рисунок 4.2. Кинематическая схема станка для резки арматуры
1: Электродвигатель. 2: три зубчатые передачи. 3: коленчатый вал. 4: шатун.
5: Ползун. 6,7: Нож. 8: вал. 9: маховик.
Приводной станок для резки арматурной стали (рисунок 4.2.) состоит из литой станины, установленной на нижнюю опорную раму, на которой размещен электродвигатель 1, три зубчатые передачи 2, кривошипно-шатунный механизм и режущие ножи. Передача движения от электродвигателя к коленчатому валу 3 осуществляется через зубчатые передачи. На валу 8 установлен маховик 9, предназначенный для накапливания энергии при раскрутке станка. Нож 6 установлен неподвижно на станине, а нож 7 совершает возвратно-поступательные движения вместе с ползуном 5, связанным с шатуном 4 коленчатого вала. Ножи изготавливаются из стали У8 и подвергаются соответствующей термической обработке. Зазор между ножами при установке должен быть не менее 0,5-1 мм.