

37. Оценка базирования и закрепления по количественным критериям
Оценка систем базирования и закрепления по количественным критериям позволяет сделать их выбор на стадии проектирования.
Установлены десять критериев, по которым системы закрепления сравниваются друг с другом.
1. Затраты времени на обслуживание, которые определяются (средней трудоемкостью разборки и сборки компоновки инструмента).
2. Момент усилия сборки-разборки компоновки.
3. Размер, определяющий емкость инструментальных магазинов.
4. Диапазон размеров, обрабатываемых одним комплектом сменных наладок без перехода на другую систему закрепления.
5. Использование возможностей станка (отношение максимально допускаемого вылета компоновки к максимальному, определяемому характеристикой станка).
6. Величина, обратная себестоимости изготовления.
7. Величина дисбаланса (без дополнительной балансировки).
38. Требования к системам сменных наладок
Следующие требования: обеспечение заданного технологического процесса, определяющего номенклатуру и размеры режущего инстр; обеспечение требований эксплуатации (предварительная настройка на размер обработки), ограничение по длине и массе; обеспечение качества обработки; обеспечение заданной производительности обработки ( требуемая частота вращения,, надежность закрепления, предупреждение поломок инстр); обеспечение заданной производительности, подготовка к работе (быстрая сборка-разборка компонентов инструмента, защита от повреждений, устойчивость к корозии, удобство хранения); снижение расходов на эксплуатацию ( минимальный запас, стоимость, сокращение затрат на переоснащение вз инстр).
39. Типы сменных наладок



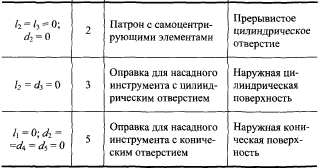
40. Типизация сменных наладок по видам крепежной части инструмента
1 –сменная наладка, 2- №типа, 3-тип сменной наладки,4-крепежная часть. 1.1. l=0, l2=0,d1=0 1.2. №1 1.3. оправка для резьбовой вставки с призматической частью 1.4. призматический паз 2.1. l1=0, d= d3=0 2.2.№4 2.3. втулка для инструмента с конической крепежной частью 2.4. коническое отвертите 3.1. l2=0, d=0 3.2. №6 3.3. втулка для инструмента с цилиндрической крепежной частью 3.4. цилиндрическое отверстие 4.1. l2= l3=0, d2=0 4.2.№2 4.3. патрон с самоцентрирующими элементами 4.4. прерывистое цилиндрическое отверстие 5.1. l2=d3=0 5.2.№3 5.3.оправка для насадного инструмента с цилиндрическим отверстием 5.4. наружная цилиндрическая поверхность

42. Обозначение смп
Для режущего инструмента используют большое количество форм и размеров СРП, которые можно разделить на две группы: сменные многогранные пластины неперетачиваемые (СМП) и перетачиваемые (СПП). Для СМП разработаны классификация и обозначения по ГОСТ 19042-80 (в ред. 1991 г.) «Пластины сменные многогранные. Классификация. Система обозначений. Фор мы» (рис. 5.2).
Схема обозначений СМП

44. Система сверл
Очень часто в производстве станд сверла заменяют специальными, т.к. стандартные сверла диам. от 1 до 60 мм включ в себя 5000 типоразмеров сверл. Специальные сверла различ формой попер сечения профиля, формами заточек и подточек вершины сверла. Спец сверла могут обеспечивать об-ку в каждом конкретном случае условий производства оказывать положит влияние на условие стружкоотвода, жесткость и прочность. При выборе профиля попер сечения сверла необходимо решать следующие вопросы: чтобы площадь попер сечения обеспечивала достат прочн и жесткость инструм при его нагружении силами резания.2. Площадь сечения канавки должна быть эффективной для удаления стружки. система формирования профилей попер сечения проф рабочей части спир сверл делится на 3 группы: всего в 3 группы входит 17 видов профилей. в 1 группу6, во 2ю- 10, в 3ю- 7. К 1 группе относятся станд формы профилей. Площадь попер сечения сверла сост 35-45% от площади сечения круга. 2я группа представл констр. модиф форм профилей, входящих в группу 1. Группа 2 характеризуется наличием кривой в месте перехода от спинки сверла к струж канавке, увеличивается величина сердцевины сверла и уменьшается площадь переферич части. Толщина центр части или сердцевины постоянна на всей длине рабочей части. Спец сверла 2 группы разраб. для тяжелых режимов с высокими скоростями. показатели прочности и жесткости таких сверл не снижаются, т.к. увел за счет измен сердцевины на р-р 0.15 диаметра круга. Дальнейшее увеличение сердцевины до 0.3-0.4 диам приводит к появлению сверл 3 группы. увелич толщина сердцевины позволяет сверлить на самых тяжелых режимах. Важное значение для сверления имеет подвод СОЖ. которая охлажд вершину резца. Комбинир сверла- презназн для отверстия глубиной полтора диаметра обработки фасок, а также большого числа однородных отверстий.