

18. Типы накопительных магазинов
Наиболее простыми накопителями являются дисковые магазины. Они имеют 3 положения оси в пространстве, а устанавливаются на шпиндельной бабке таким образом, что в одной из позиций гнездо магазина совмещено соосно со шпинделем станка.автоматическая смена инструмента осуществляется поворотом магазина и осевым перемещ шпинделя.также существуют цепные и барабанные магазины. Барабанные распол. Только вертикально, и имеют несколько рядов гнезд,с помощью автооператора вытаскивается нужный инструмент и вставляется в шпиндель.автоопер. предназначен для смены инструмента шпинделя станка, делятся на одно, двух и многозахватные. Захват инструмен. Блоков осуществляется в радиальном направлении за v образную канавку во фланцы механизма.
19. Цепные магазины
В магазинах цепного типа инструмент располагается в гнездах подвесной цепи и подается в пром. Позицию для захвата автооператором. Такие магазины располагаются вертикально или горизонтально.
21. Способ базирования и закрепления инструмента в станках
Типовые системы базирования, различающиеся присоединительными поверхностями:
- цанговый патрон;
- переходная втулка;
- переходная втулка с односторонним прижимом винтом;
- гидравлический патрон;
- втулка с «термозажимом».
Оценка систем базирования и закрепления по количественным критериям позволяет сделать их выбор на стадии проектирования. Установлены десять критериев, по которым системы закрепления сравниваются друг с другом.
1. Затраты времени на обслуживание, которые определяются (средней трудоемкостью разборки и сборки компоновки инструмента).
2. Момент усилия сборки-разборки компоновки.
3. Размер, определяющий емкость инструментальных магазинов.
4. Диапазон размеров, обрабатываемых одним комплектом сменных наладок без перехода на другую систему закрепления.
5. Использование возможностей станка (отношение максимально допускаемого вылета компоновки к максимальному, определяемому характеристикой станка).
6. Величина, обратная себестоимости изготовления.
7. Величина дисбаланса (без дополнительной балансировки).
22. Минимальная себестоимость операции
Минимальная себестоимость операции в денежной форме включает издержки производства, затраты на средства труда и зарплату. Q=tpE+tвE+ tпрE+Qин+Qпр, где Q- полная себестоимость операции мех. об-ки деталей( руб.) tp- продолжит. раб. хода и дополнительных движений, зависящих от режима резания в минутах. tв- продольные вспомогательные работы включают время вспомогательного хода и не зависят от режимов резания в минутах. t пр- прод. внеплановых простоев, зависящих от инструмента и оснастки в минутах. E- себестоимость станко минуты в рублях. Q ин- плановые затраты связ с износ инструм.Q пр- прочие затраты.
23. Состав типичной инструментальной системы
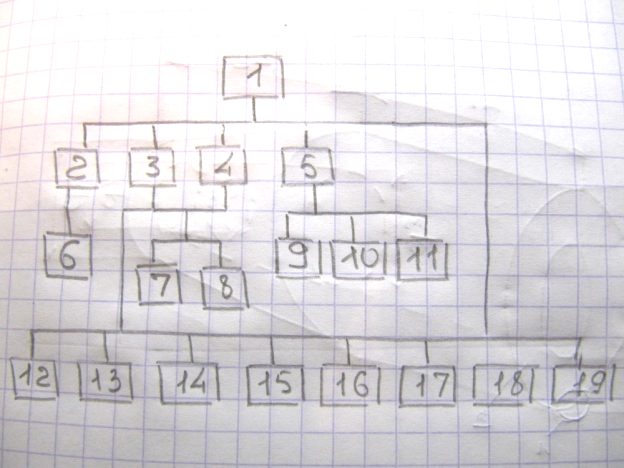
В инструментальную систему для обработки корпусных дета лей (рис. 3.1) входят: базисные агрегаты 1 различных исполнений для крепления инструмента на станках фрезерной и сверлильно - расточной групп с разными конструкциями шпинделей и устройств АСИ; переходники 2 для установки планок 6 двузубых рас точных инструментов из головок 10 для обработки отверстий большого диаметра; универсальные переходники 3 и удлинители 4; переходники 5 для регулируемого в радиальном направлении крепления расточных однозубых головок 9-11. Непосредственно в базисные агрегаты или через переходники и удлинители с помощью унифицированного соединения могут устанавливаться: расточные головки 7 и 8 с микрометрическим регулированием; расточные патроны 12; цанговые патроны с раз резными цангами 13; патроны для концевых фрез 14 и 15; модульные оправки 16 для насадных фрез со сменными цапфами 17; оправки для насадных фрез торцовых 18 и дисковых 19 с продольной шпонкой.
Инструментальная система (комплекты)
1.Инструментальные наладки (ИН)
2.Инструментальные компоновки (ИК)
- режущий инструмент
- вспомогательный инструмент.