

2.Режимы обработки и качество поверхности при строгании и долбление.
3.Автоматизация проектирования для расчета круглой протяжки.(Привести блок-схему, или алгоритм)
Проектирование протяжки блок схема:
Протяжка шпоночная
Пр
Исходные данные
d=16мм,L=30мм,h=19мм,
B=4мм
Расчет подъема на зуб Sz
Sz=0,05мм/зуб


для
at=1.55…1.25 t=t*

Z=L/t
Z 4
4
нет
да
h=0.4*t
C=0.32*t
R=0.68*t
r=0.2*t
;
А
А

нет
Шаг калибрующих зубьев:
tk=(0.6…0.7)t=4.5мм
hk=0.4*tk=1.8
Ck=0.32*tk=1.45
Rk=0.68*tk=3.1
rk=0.2*tk=0.9
Шаг калибрующих зубьев:
tk=(0.6…0.7)t=4.5мм
hk=0.4*tk=1.8
Ck=0.32*tk=1.45
Rk=0.68*tk=3.1
rk=0.2*tk=0.9
Передний
угол
 =100
=100
 =20±15’-
для режущих зубьев
=20±15’-
для режущих зубьев
 =10±15’-
для калибрующих зубьев
=10±15’-
для калибрующих зубьев
А
2
А
Стружкоразделительные канавки:
десять канавок
m=0.9 мм
r=0.25мм
h=0.6мм
Число режущих зубьев:
Число режущих зубьев:
lпр=l1+l2+l3+l4+lp+lk+l5=456.5мм
l1=120мм
l2=20мм
l3=15мм
l4=25.5мм
l5=22.5мм
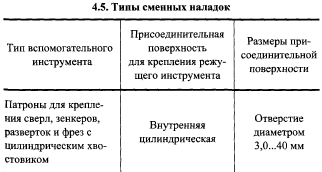
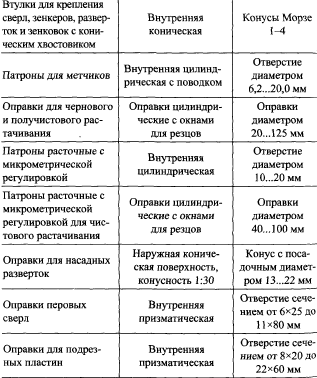
4.Типы сменных наладок
5.Термическое и химико-термическое отделение цеха.
. Термические (химико-термические) отделения
Назначение: обеспечение деталям, изделиям определенных физических свойств в соответствии с требованиями КД. Эти требования могут быть отнесены к детали, изделию в целом или отдельным участкам детали (локальная обработка).
Наиболее распространенные виды термической и химико-термической обработки:
закалка (в воде, масле
 =
150 ÷ 680º С);
=
150 ÷ 680º С);отпуск (высокий, средний , низкий);
улучшение (закалка с высоким отпуском);
отжиг (нагрев выше точки
 + медленное охлаждение);
+ медленное охлаждение);нормализация (нагрев выше точки
 + охлаждение на воздухе);
+ охлаждение на воздухе);цементация в твердой, жидкой и газообразной среде + закалка с отпуском;
азотирование (в т.ч. ионное);
цианирование;
борирование;
закалка с нагревом ТВЧ.
Цель термообработки:
повысить прочность изделия (
 );
);повысить поверхностную или сквозную твердость;
повысить износостойкость деталей вследствие повышения твердости поверхности и насыщения поверхности специальными элементами;
улучшить обрабатываемость деталей перед механической обработкой.
Тип оборудования для термической и химико-термической обработки выбирают в зависимости:
от вида обработки;
от формы и размеров обрабатываемых деталей;
от типа производства (т.е. от объема производства).
Число печей детальным способом определяют по каждому типу и по загрузке печи:
 ,
,
где Т – загрузка печей в часах на годовую программу (годовая машиноемкость), равная
 ,
,
где
 – годовая масса обрабатываемых деталей,
т; П – производительность одной печи
(паспортная характеристика), т/ч.
– годовая масса обрабатываемых деталей,
т; П – производительность одной печи
(паспортная характеристика), т/ч.
Число производственных рабочих:
 ,
,
где
 – норма трудоемкости на 1 т обрабатываемых
деталей (ч-ч/т);
– норма трудоемкости на 1 т обрабатываемых
деталей (ч-ч/т);
 –эффективный
годовой фонд рабочего.
–эффективный
годовой фонд рабочего.
Для среднего
машиностроения
 = 1,9 ÷ 3,5 ч-ч/т (1,9 – массовое производство;
3,5 – мелкосерийное). Подробнее – см.
табл. 8, стр. 165, т. 3 Ямпольского.
= 1,9 ÷ 3,5 ч-ч/т (1,9 – массовое производство;
3,5 – мелкосерийное). Подробнее – см.
табл. 8, стр. 165, т. 3 Ямпольского.
Потребная площадь
для термического отделения по данным
Андерса (стр. 150) определяется по удельному
объему обрабатываемых деталей в тоннах
с 1
 в год:
в год:
 ,
,
где
а)
 = 2,3 ÷ 8,25
= 2,3 ÷ 8,25 – для обычных печей в автотракторном
производстве (камерных, шахтных,
туннельных);
– для обычных печей в автотракторном
производстве (камерных, шахтных,
туннельных);
б)
 = 0,8 ÷ 1,5
= 0,8 ÷ 1,5 – инструментальное производство;
– инструментальное производство;
в)
 = 12 ÷ 20
= 12 ÷ 20 – для печей ТВЧ ( 12 т – для крупных
деталей, и, следовательно, больших
установок).
– для печей ТВЧ ( 12 т – для крупных
деталей, и, следовательно, больших
установок).