книги из ГПНТБ / Иванцов, Олег Максимович. Индустриализация строительства магистральных трубопроводов
.pdf
|
|
|
Таблица 7 |
Диаметры |
|
Стоимость 1 м трубы, руб. |
|
|
напорной железобетон |
напорной железобетон |
|
труб, |
стальной |
ной со стальным |
|
ММ |
ной без стального |
цилиндром или |
|
|
|
цилиндра и облицовки |
облицовкой |
|
|
|
|
300 |
66,8 |
29,3 |
_ |
500 |
317,0 |
58,7 |
— |
700 |
192,8 |
112,5 |
148 |
800 |
241,8 |
126,0 |
166 |
1000 |
275,8 |
170.0 |
237 |
работающих под давлением 25 кГ/смК Такие трубы можно с успе хом использовать для сооружения отводов от магистральных газопроводов, коллекторов и других трубопроводов на промыслах, а также для разводящих сетей на нефтеперерабатывающих и нефтехимических заводах, нефтебазах и т. д. Значение этой задачи становится особенно ясным, если учесть, что за 1959— 1965 гг. будет построено 5 тыс. км отводов и 23,1 тыс. км город ских газопроводных сетей.
Известны несколько методов изготовления железобетонных труб: прессование, пневматическое бетонирование, трамбование, центрифугирование, центрифугирование с вибрацией и заглажи ванием бетона, вибрирование при вертикальном положении труб, протяжка вибросердечника, термопрессование, вибропрессова ние и применение самонапрягаемого бетона.
Практический интерес представляют следующие конструкции
испособы производства.
1.Н а пряже нпо »а рми р о в а нн ы е трубы со стальным
|
цилиндром |
|
|
|
Такие трубы с |
цилиндром толщиной 1,5 мм |
изготовляют |
||
предприятия треста |
Закавказметаллургстрой |
в |
г. |
Рустави. |
Трубы выпускают |
диаметром 900—1500 мм |
длиной |
4350 мм. |
|
Эти трубы рассчитаны на давление 10 кГ'см~. |
При испытаниях |
|||
отдельные трубы выдерживают давление до 25 кГкм?.
Таким образом, прочность труб этого типа пока еще не удо влетворяет поставленным требованиям.
Металлический цилиндр внутри стенки или внутренняя обли цовка обеспечивает герметичность (что особенно важно при транс порте газа и светлых нефтепродуктов), а также облегчает стыко вание труб. Однако при этом повышается металлоемкость и стои мость. Кроме того, трубы с металлической облицовкой менее устойчивы против коррозии. Возможно применение облицовки
21
из пластмассовых листовых материалов, а также покраска или горячее напыление поверхности труб. Однако эти методы нахо дятся пока в стадии предварительных разработок.
2. Напряженно-армированные трубы без цилиндра
Экономически более целесообразно изготовление напряженноармированных железобетонных труб без облицовки или сталь ного цилиндра. Интерес представляет производство таких труб по шведской трехступенчатой технологии, которая получила распространение не только в Швеции, но и в Норвегии, Индии, США и других странах.
По трехступенчатой технологии изготовляют трубы диаметром 400—900 мм, длиной 5 м, со стенкой толщиной не менее 45 мм; рассчитаны они на рабочее давление 13 кПсм?-.
Трубы состоят из железобетонного сердечника с предвари тельно-напряженной продольной арматурой, изготовленного мето дом центрифугирования. На сердечник навивается с предва рительным напряжением спиральная арматура. После этого в сердечник закачивают воду под давлением до 18 кГ/см? и выдер живают его в таком состоянии в течение нескольких часов. Если при этом стенки не пропускают воду, снаружи сердечника нано сится защитный торкретный слой бетона.
Для армирования используется высокопрочная проволока с временным сопротивлением на разрыв 19 000—22 000 кТ/см?. Бетон применяется марки 300.
ВСоветском Союзе напряженно-армированные трубы без
внутренней облицовки и сердечника выпускают Серпуховский и Московский заводы железобетонных изделий. Отличие техноло гии. принятой на этих заводах, заключается в том, что торкрет ный слой бетона наносится на сердечник без его обжатия внутрен ним давлением.
Трубы изготовляются диаметром 500—1000 мм, длиной 5 м, со стенкой толщиной 80—110 льм. Применяется бетон марки 300. В качестве рабочей арматуры используется высокопрочная про волока диаметром 2,5—5 мм с нормативным сопротивлением 17 000—20 000 кПсм?. Трубы рассчитаны на эксплуатационное давление 10 кГ/см?; испытание проводится на давление 15 кГ/см?.
3.Метод термопрессования
Вконце 1958 г. началось освоение выпуска предварительно напряженных труб диаметром 500—1000 мм, длиной 5 м, со стен кой толщиной 80 мм методом термопрессования. Этот метод раз работан институтом Проектстроймехаиизация Министерства строительства РСФСР.
22
Основное отличие технологии термопрессования от описан ного ранее способа в том, что бетонуплотняется вначале вибрирова нием, а затем прессуется гидравлическим давлением, передавае мым через внутреннюю эластичную форму. При таком методе одновременно с прессованием бетона происходит натяжение спи ральной арматуры. Технология изготовления труб термопрессо ванием одноступенчатая.
Бетон применяется марки 500. Цемента расходуется до 700 кг на 1 ж3 бетона. В качестве рабочей арматуры используется вы сокопрочная проволока диаметром 3 и 5 мм, прочностью 15 000—
19 000 кГ/см^. |
Трубы рассчитаны на рабочее давление 20— |
25 кПсм?. |
|
4, |
Самой ап ряженные трубы |
Проф. Н. В. Михайлов предложил использовать в железо бетонных трубах самонапрягаемый бетон. Такой метод до этого не был известен в мировой практике.
Самонапряжепные трубы предполагается |
изготовлять |
диаме |
||
тром 150—1000 мм, |
длиной 5 м из |
бетона |
прочностью |
600— |
800 кГ/см?. Трубы |
рассчитаны на |
максимальное давление до |
||
20 кПсм?. |
|
|
|
|
Предложенный метод состоит в следующем. Подготовляется арматурный каркас, который затем бетонируется торкретирова нием. При твердении в горячей ванне бетон расширяется в объеме и натягивает спиральную и продольную арматуру.
АСБОЦЕМЕНТНЫЕ ТРУБЫ
Асбоцементные трубы выпускают диаметром до 1000 мм', рассчитаны они на давление до 10 кГ/см2 и широко применяются при строительстве водопроводов и канализационных сетей, При определенных условиях эти трубы могут быть использованы и для газопроводов низкого давления.
Асбоцементные трубы по сравнению со стальными обладают рядом преимуществ: они не подвержены почвенной коррозии (т. е. не требуют защитных покрытий) и не разрушаются под воз действием блуждающих токов. Малая водопоглощаемость обе спечивает прочность асбоцементных труб при низких температу рах. Стоимость их почти в 2 раза ниже стальных труб (табл. 8).
из |
В СССР имеется некоторый опыт строительства газопроводов |
асбоцементных труб. Первый промышленный газопровод |
|
из |
асбоцементных труб Бугуруслан — Куйбышев был сооружен |
в |
1943 г. Диаметр газопровода 300 мм, протяженность 20 км. |
В 1943—1944 гг. в районе г. Андижан был сооружен асбоцемент ный газопровод диаметром также 300 мм, протяженностью 8 км, который соединил нефтепромысел с городом. Этот газопровод успешно эксплуатируется при давлении 2 кПс.м?' и по настоящее время. За весь период эксплуатации разрушений труб не наблю-
23
|
Таблица 8 |
Диаметр труб, |
Отношение стоимости |
асбоцементных труб |
ммк стоимости стальных,
%
300 |
45 |
500 |
57 |
700 |
54 |
800 |
55 |
900 |
64 |
1000 |
75 |
далось. Были только отдельные случаи нарушения герметичности, вызванные выдавливанием резиновых колец из соединительных муфт.
Для более широкого внедрения асбоцементных труб в трубо проводное строительство институты ВНИИСТ, ВНИИАсбоцемент и ВНИИГаз провели специальные исследования. В резуль тате этих исследований разработана новая технология изгото вления асбоцементных труб и улучшены соединительные муфты.
Новые трубы обладают более высокой прочностью и меньшей
газопроницаемостью. Трубы диаметром |
500 мм выдержали без |
|
каких-либо признаков разрушения |
испытание |
давлением |
30 кПсм2. |
|
|
Для этих труб применяется цемент марки 400 Воскресенского завода (88%) и асбест ПЗ-60 и ПЗ-70 (12%); причем качество асбеста значительно улучшено. Намотка труб по новой техноло гии осуществляется более тонкими слоями; разностенность и овальность незначительны. Максимальное отклонение толщины стенки не превышает -{-1,8 и —1 мм от номинального значения; овальность составляет около 0,3%. Газопроницаемость воздушно сухих труб не более 0,5 л/м2 час ати, а после увлажнения изнутри в течение суток 0,03 л/м2 час ати.
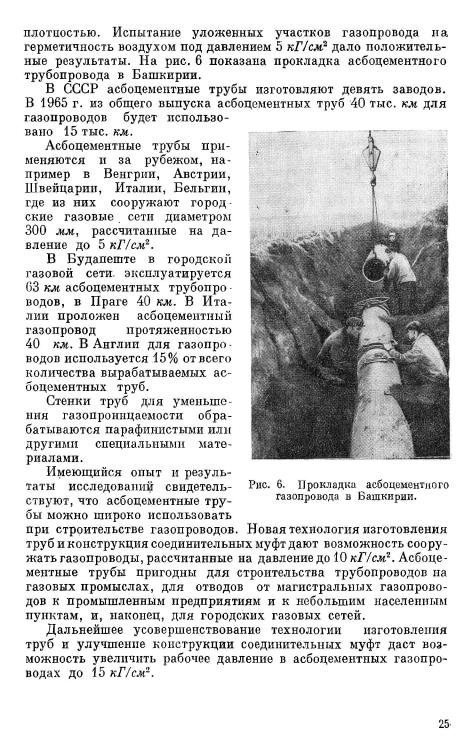
Башкирский научно-исследовательский институт УфНИИ раз работал технологию пропитки стенок асбоцементных труб нефтя ными остатками, содержащими до 30% парафина. Такая про питка делает трубы более непроницаемыми при избыточном давлении и при вакууме.
В настоящее время в Башкирии строится опытно-производ ственный газопровод из асбоцементных труб для транспорта
попутных газов |
(Введеновка — Салават). |
Этот газопровод |
|
протяженностью |
30 км диаметром 500 мм |
(наружный |
диаметр |
532 мм, внутренний — 456 лг.м) рассчитан на давление |
5 кГ/см/. |
||
Трубы соединяются на муфтах типа «Жибо». Уплотнение муфто вых соединений осуществляется бензостойкой резиной на основе синтетического каучука и нейрита. Трубы для строительства газопровода поставляет Сухоложский асботрубный завод, кото рый освоил новую технологию их изготовления с повышенной
24
ТРУБЫ ИЗ ПЛАСТМАСС И СТЕКЛОПЛАСТМАСС
Пластмассовые трубы имеют ряд серьезных преимуществ перед стальными. Они не подвержены почвенной коррозии, не требуют гидроизоляции и электрозащиты. Многие пластмассы инертны к углеводородным средам, обладают полной коррозийной устой чивостью при транспортировании даже сернистых нефтей и газов.
Пластмассовые трубы имеют более гладкую внутреннюю по верхность, поэтому их пропускная способность на 12—15% выше, чем у стальных.
Незначительный вес пластмассовых труб, возможность сварки или склейки стыков позволяют монтировать трубопроводы с не большими трудовыми затратами, применяя несложные машины. По зарубежным данным пластмассовые трубопроводы удается монтировать в 10 раз быстрее стальных того же диаметра.
ВСоветском Союзе выпускают пластмассовые трубы из вини пласта, полиэтилена, фаолита и текстолита диаметром не более 150 мм, рассчитанные на рабочее давление до 6 кГ/смК
ВСША пластмассовые трубы диаметром 375 мм, рассчитан ные на давление до 15 кГ/см2, применяют для газопроводов на распределительных городских сетях, а также для трубопроводов на нефтепромыслах нефтеперерабатывающих и газовых заводах. Такие трубы изготовляют из поливинилхлорида, бутиратацетатцеллюлозы, сополимеров стирола и других материалов.
Впоследнее время в США все более широкое применение находят трубы из сополимера акрилонитрилагбутадиенстирола
(«краластик»). Эти трубы используются в трубопроводах для транспортировки природного газа, сырой нефти (кроме высоко парафинистой), газолина, рассолов, кислот, хлора и других вы сокоагрессивных сред.
В Германии еще свыше 20 лет назад началось строительствотрубопроводов из поливинилхлорида. Общая протяженность та ких трубопроводов достигает несколько тысяч километров. В Италии из поливинилхлоридных труб типа «Грозинтекс» про ложены опытные участки газопроводов, эксплуатируемых под давлением от 6 до 25 кГ/см2. Отдельные трубы газопроводов соединены в раструб на специальном клее с последующей обвар кой раструба. Стоимость таких труб в Италии равна стоимости стальных труб.
Краткие сведения, приведенные выше, позволяют сделать вывод, что для газо- и нефтепроводов диаметром более 300 мм среднего и высокого давления существующие в настоящее время пластмассовые трубы не могут быть использованы.
Для таких трубопроводов более перспективно применение труб из пластмасс, армированных стекловолокном. Стеклопластмассы — это новый технический материал, в котором удачно сочетаются высокие прочностные свойства стекловолокна (его прочность выше, чем у стали) и пластмассы.
26
Стеклопластмассовые трубы, сохраняя коррозийную стойкость пластмасс, хорошие диэлектрические качества и низкий коэффи циент шероховатости, оказываются в 4 раза легче стальных и на 30% легче алюминиевых.
В лаборатории анизотропных структур Академии наук СССР
разработан стекловолокнистый анизотропный материал СВАМ, предел прочности которого при удельном весе 1,8 достигает
2200 кГ/сл?.
Изготовление готового к формованию труб материала сводится к одной операции — получению стеклошпона. Стеклянные нити, образующиеся в процессе протяжки стекломассы через группо вые фильеры, наматываются на вращающийся барабан и при этом смачиваются связующим веществом. Возвратно-поступательное движение каретки электропечи позволяет создавать стеклошпон любой толщины и различной прочности из волокон размером от 3 до 20 мк.
Образцы труб из СВАМ диаметром до 250 мм со стенкой тол щиной 4 мм, изготовленные на Ленинградском заводе слоистых пластиков, выдерживали давление газа ЗО кГ/с.и2 без признаков разрушения и диффузии газа через стенки.
Внастоящее время ведутся работы по созданию оборудования для изготовления труб намоткой на дорн пучков стеклонитей.
Опыты показывают возможность получения труб из стекло волокнистых пластиков, способных выдерживать внутреннее да вление до 100 кПсм? и сохранять полную газонепроницаемость.
Впоследние годы за рубежом, особенно в США, производство труб из стеклопластиков получает все большее развитие. На
одних предприятиях трубы из стеклопластмасс диаметром 300 мм изготовляют методом центробежного литья, на других — диамет ром до 510 мм обмоткой сердечника стеклотканью. Для пропитки стеклоткани наиболее часто применяют разновидности эпоксид ных и фенолоэпоксидных смол, а также полиэфирные смолы.
В нефтяной и газовой промышленности США стеклопласт массовые трубы используют при строительстве систем законтур ного заводнения, промысловых коллекторов, нефтепроводов для парафинистых нефтей, газопроводов, а также устройств для под земного выщелачивания соли (при сооружении емкостей в соля ных формациях).
Участок водовода законтурного заводнения на одном из нефте промыслов, выполненный из. стеклопластиковых труб, успешно эксплуатируется при давлении 40 кГ/см?.
Глава II
ИЗОЛЯЦИЯ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ ИНДУСТРИАЛЬНЫМИ МЕТОДАМИ
МЕХАНИЗАЦИЯ ОЧИСТНЫХ И ИЗОЛЯЦИОННЫХ РАБОТ НА ТРАССЕ
Подземные трубопроводы подвергаются почвенной коррозии^ а также коррозии, вызываемой блуждающими токами.
Воздействие грунтов обусловливается их коррозийной актив ностью. Наиболее коррозийны минерализованные грунты, засо ленные суглинки, супеси, торфяные болотные грунты и т. п.
Блуждающие токи, источником которых являются электри фицированные железные дороги, часто достигают значительной величины и распространяются на 10 км и более от железнодорож ных путей. В трубопроводах без электрозащиты возникают наве денные токи до 1000 а. В местах выхода токов происходит интенсив ное разрушение металла труб.
На магистральных трубопроводах Советского Союза приме няется комбинированная защита от коррозии, т. е. используются изоляционные покрытия и средства электрозащиты.
Только изоляционные покрытия не могут обеспечить надеж ную долговременную защиту. В то же время защита трубопрово дов одним электрическим током требует больших затрат энергии. Например, для электрозащиты 1 км трубопровода диаметром 529 мм необходима установка мощностью около 10 кет. Таким образом, лучшим решением является комбинированная защита.
Однако наложение отрицательных потенциалов на изолиро ванный трубопровод приводит к некоторому ухудшению свойств покрытий вследствие того, что на границе металл — покрытие происходит подщелачивание электролита, а при повышении тока начинает выделяться водород за счет электролиза воды.
Повышенпе щелочности электролита и выделение водорода ухудшает сцепление покрытия с металлом, что ускоряет разру шение последнего.
28
Скорость разрушения зависит от качества покрытия, которое в свою очередь определяется качеством исходных материалов, надежностью конструкции изоляции, а также принятыми спосо бами изоляционных работ и условиями их выполнения. Следова тельно, от качества очистных и изоляционных работ в значитель ной степени зависят сроки службы трубопровода.
Суммируя отечественный и зарубежный опыт очистных и изо ляционных работ, все многообразие существующих методов можно свести к следующим основным схемам.
I. Очистка и изоляция трубопровода непосредственно на трассе с приготовлением на месте изоляционных мастик.
II. Очистка и изоляция труб на трассе с применением мастик заводского изготовления.
III. Очистка труб и нанесение консервационного покрытия на трубопрокатных заводах; снятие консервационного покрытия на трассе и дальнейшее ведение работ (кроме очистки) по схемам I или II.
IV. Очистка и грунтовка (праймирование) труб на трубопро катных заводах; нанесение изоляции на трассе.
V. Нанесение на отдельные трубы или секции изоляции на централизованных базах и полигонах с последующей изоляцией сварных стыков на трассе.
VI. Нанесение изоляции на трубопрокатных заводах.
VII. Нанесение изоляции на специализированных изоляцион ных заводах.
Изоляция магистральных трубопроводов в Советском Союзе осуществляется в основном по схемам I и II. Высокий уровень меха низации позволил добиться в выполнении работ по этим схемам больших успехов.
В результате транспортировки и длительного нахождения под открытым небом трубы корродируют и загрязняются. Кроме того, они часто бывают недостаточно очищены от окалины. Таким обра зом, в условиях трассы выполняются трудоемкие операции по очистке.
Очистка трубопроводов полностью механизирована. До не давнего времени наиболее распространенной была очистная ма шина ОМЛ-1, выполнявшая очистку и праймирование трубопро вода. Применение этой машины позволило механизировать очист ные работы примерно на 95%. Однако производительность ОМЛ-1 (две машины, работающие последовательно, очищают за смену максимально 0,4—0,5 км труб диаметром 720 мм) значительно ниже производительности изоляционных и землеройных машин. Кроме того, качество очистки трубопроводов больших диаметров невысокое, из-за чего приходилось вести работу в два-три про хода.
Для повышения темпов и качества очистки труб были созданы новые машины ОМЛ-2 и ОМЛ-3, которые в конструктивном отно шении также оказались мало удачными.
29