

книги из ГПНТБ / Электрошлаковая сварка Б. Е. Патон Центральное правление Научно-технического общества машиностроительной промышленности, Общественный университет, Заочные курсы по технологии и оборудованию сварочного производства.1960 - 13 Мб
.pdfЦЕНТРАЛЬНОЕ ПРАВЛЕНИЕ
НАУЧНО-ТЕХНИЧЕСКОГО ОБЩЕСТВА МАШИНОСТРОИТЕЛЬНОЙ ПРОМЫШЛЕННОСТИ
чит. з
ОБЩЕСТВЕННЫЙ УНИВЕРС 4ТЕТ
ГПНТБ СССР
ЗАОЧНЫЕ КУРСЫ ПО ТЕХНОЛОГИИ И ОБОРУДОВАНИЮ
СВАРОЧНОГО ПРОИЗВОДСТВА
Б. Е. ПАТОН
ЭЛЕКТРОШЛАКОВАЯ СВАРКА
ИЗДАТЕЛЬСТВО ВЦСПС ПРОФИЗДАТ — 1960
Председатель методического совета заочных курсов по технологии
и оборудованию сварочного производства К. П. Вощанов
J |
ГОС. ПУБЛИЧНАЯ Т |
4 (7 ОС—— |
НАУЧН-ТЕХНИЧЕСКАЯ |
6/0 |
|
БИБЛИОТг^д г'-.-р |
V С/ |
|
|
|
19933 |
Научный редактор — К. В. Звегинцева
I. ВВЕДЕНИЕ
Новый способ неразъемного соединения металла, названный электрошлаковой сваркой и разработанный Институтом электро сварки имени Е. О. Патона совместно с Ново-Краматорским маши ностроительным заводом и заводом «Красный котельщик», нашел широкое применение во многих отраслях промышленности Совет
ского Союза и успешно применяется в Китайской Народной Рес публике, Чехословакии и ГДР.
Отличительной особенностью электрошлакового процесса яв ляется возможность однопроходной сварки металла практически не ограниченной толщины, что обеспечило широкое применение этого
способа в производстве паровых котлов и других сосудов высокого
давления, станин крупных механических и гидравлических прессов и прокатных станов, валов гидроагрегатов и многих других деталей,
изготовляемых из металла большой толщины.
Важной областью применения электрошлаковой сварки являют ся также ремонтные работы. Ремонт крупных деталей машин и ме ханизмов, разрушившихся в процессе эксплуатации или же забра кованных в процессе их изготовления, имеет большое народнохозяй ственное значение.
Электрошлаковая сварка находит применение не только как спо соб соединения деталей большой толщины. Этот процесс использует ся в металлургии для отливки и переплавки слитков легированных сталей, для бесприбыльной отливки деталей (метод электрошлако вой подпитки) и для других целей.
Широкое применение электрошлакового процесса объясняется не только значительным повышением производительности труда при сварке металла больших толщин. Этот способ сварки позволил ре шить серьезную проблему современного тяжелого машинострое ния—изготовление крупногабаритных металлических конструкций без применения уникального ковочного и литейного оборудования при значительном сокращении цикла производства.
Способ электрошлаковой сварки получил высокую оценку и признание не только в Советском Союзе, но и за рубежом.
За разработку этого прогрессивного способа сварки авторско
му коллективу Института электросварки имени Е. О. Патона и за
водских работников была присуждена Ленинская премия.
2 Заказ 1017 |
3 |
II. СУЩНОСТЬ И ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ СПОСОБА ЭЛЕКТРОШЛАКОВОЙ СВАРКИ
1. Сущность, разновидности и преимущества
При электродуговой сварке, как известно, нагрев и расплавление основного и электродного металла осуществляется благодаря теплу, выделяющемуся в электрической дуге. Жидкая металлическая ван на, которая образуется вблизи источника нагрева, по мере продви жения последнего вдоль кромок охлаждается и, затвердевая, обра зует сварной шов.
Известно, что сварочные флюсы, применяемые для автоматиче
ской и полуавтоматической сварки в расплавленном состоянии, яв
ляются проводниками электрического тока. Электрическое сопро тивление расплавленных флюсов — шлаков зависит от их химиче ского состава, температуры нагрева и значительно превосходит со противление металла.
Если через расплавленный флюс (шлак) пропустить электриче
ский ток, то в нем будет выделяться большое количество тепла. Это
явление было использовано при разработке способа электрошлако-
вой сварки. При электрошлаковой сварке источником тепла для плавления электродного металла и оплавления свариваемых кро
мок служит шлаковая ванна.
Кроме того, шлак, так же как при сварке закрытой дугой, защи щает сварочную ванну от окисления и азотирования. При электро-
шлаковом процессе швы, как правило, занимают вертикальное по ложение. Схемы процессов электрошлаковой сварки приведены на рис. 1.
На свариваемых деталях 1 не делается скоса кромок; сборка свариваемого стыка производится с обязательным зазором в, вели чина которого изменяется в пределах 20—30 мм.
Жидкие шлак и металл, образующиеся в процессе сварки, удер живаются от вытекания из зазора медными планками-ползунами 2, охлаждаемыми водой. В пространство между медными ползунами подается электродная проволока 3, которая, погружаясь в нагре тую до высокой температуры шлаковую ванну 4, расплавляется,
образуя сварочную ванну 5.
Расплавленный металл сварочной ванны вследствие отвода теп ла в свариваемые детали и медные ползуны охлаждается и затвер девает, образуя сварочный шов 6, заполняющий зазор между кром ками свариваемых деталей.
В первый момент сварки между начальной планкой, установлен ной в нижней части свариваемого стыка, и электродной проволокой возбуждается дуга, которая расплавляет флюс, засыпаемый в про странство, ограниченное кромками деталей и охлаждаемыми план ками.
Как уже было сказано выше, сварочные флюсы, так же как и металлургические шлаки, в расплавленном состоянии являются
4
проводниками электрического тока. Известно, что электропровод ность жидких шлаков возрастает с повышением их температуры. Сварочный флюс, засыпанный в свариваемый стык в начале про
цесса сварки, расплавляется теплом сварочной дуги и нагревается
до высокой температуры. Образовавшаяся шлаковая ванна стано-
Рис. 1. Схема процесса |
электрошлаковой сварки: |
а — одноэлектродной; |
б — трехэлектродной |
вится электропроводной, дуговой процесс прекращается и свароч ный ток начинает протекать через шлаковую ванну, как по жидко му проводнику. Температура шлаковой ванны будет зависеть главным образом от состава сварочного флюса и режима сварки (напряжения, тока).
Подача электродной проволоки в зону сварки и передвижение медных охлаждаемых ползунов осуществляется специальным сва
рочным аппаратом. По мере заполнения зазора расплавленным электродным металлом сварочный аппарат передвигается вверх. Поэтому уровень шлаковой и металлической ванны относительно медных ползунов, перемещающихся вместе с аппаратом, остается постоянным.
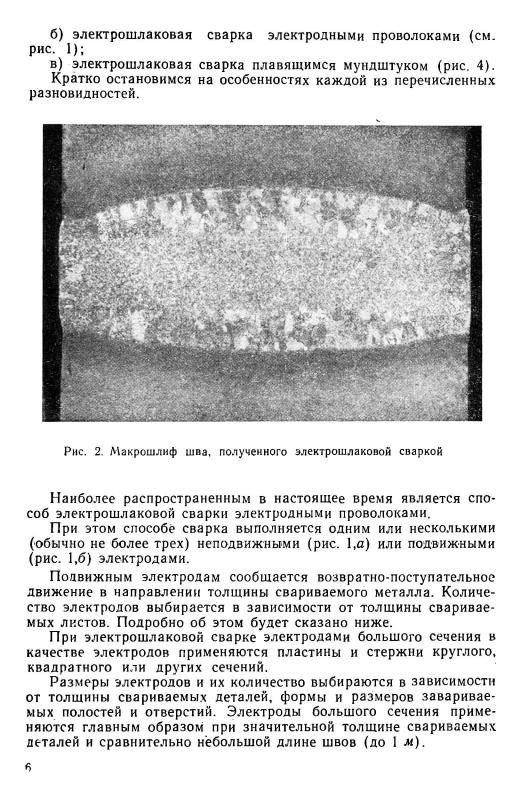
На рис. 2 представлен макрошлиф, вырезанный из шва в попе речном направлении. Как видно из рисунка, шов имеет литую,
столбчатую структуру. Характер структуры зависит от химического состава и от условий кристаллизации металла шва.
В зависимости от типа электрода различают следующие разно видности электрошлаковой сварки:
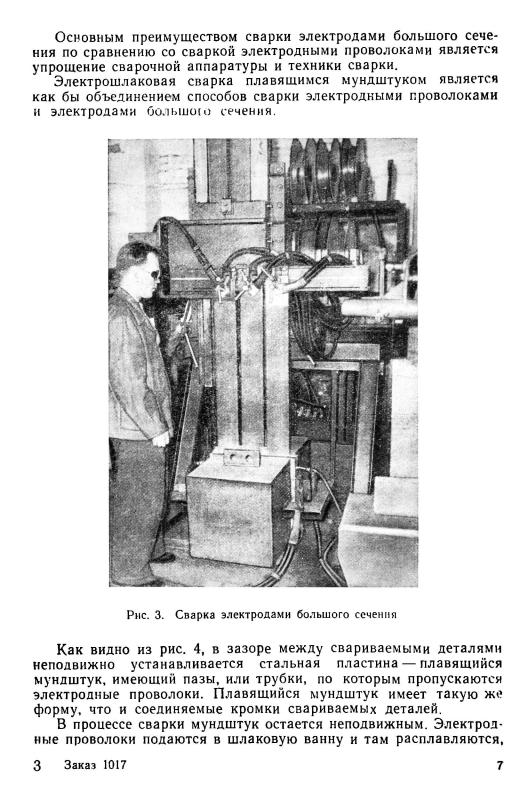
а) электрошлаковая сварка электродами большого сечения— пластинами, стержнями и пр. (рис. 3);
9* |
5 |
|
заполняя зазор между кромками. Одновременно с расплавлением электродных проволок сплавляются и мундштуки, погруженные в шлаковую ванну. Размеры плавящихся мундштуков и количество
электродных проволок выбираются в зависимости от размера сва
|
|
риваемых деталей. |
Электрошлако- |
|||||||
|
|
вая сварка |
плавящимся |
мундшту |
||||||
|
|
ком применяется главным |
образом |
|||||||
|
|
при изготовлении деталей сложного |
||||||||
|
|
сечения, со сравнительно небольшой |
||||||||
|
|
длиной шва. |
|
|
|
|
|
|
||
|
|
Электрошлаковая сварка |
имеет |
|||||||
|
|
серьезные |
преимущества не |
только |
||||||
|
|
по сравнению с ручной сваркой от |
||||||||
|
|
крытой дугой, но и по сравнению с |
||||||||
|
|
многослойной автоматической свар |
||||||||
|
|
кой под флюсом. |
|
преимуще |
||||||
|
|
Наиболее |
важным |
|||||||
|
|
ством электрошлаковой сварки, как |
||||||||
|
|
уже было |
сказано |
выше, |
является |
|||||
|
|
возможность |
однопроходной сварки |
|||||||
|
|
изделий |
большой, |
практически |
не |
|||||
|
|
ограниченной толщины. |
|
сварке |
||||||
|
|
При |
электрошлаковой |
|
||||||
|
|
кромки деталей не |
требуют |
специ |
||||||
|
|
альной подготовки. |
|
|
|
|
|
|||
|
|
Поэтому |
отпадают |
трудоемкие |
||||||
|
|
операции по разделке кромок, вслед |
||||||||
|
|
ствие чего |
объем подготовительных |
|||||||
|
|
работ значительно уменьшается. |
|
|||||||
|
|
Электрошлаковая сварка ведется |
||||||||
Рис. 4. Схема процесса сварки |
в один проход. Это значит, что |
не |
||||||||
требуется зачистки шлака после на |
||||||||||
плавящимся |
мундштуком: |
ложения каждого слоя, |
как при мно |
|||||||
/ — неподвижный |
пластинчатый |
гослойной |
сварке в |
нижнем положе |
||||||
электрод; 2 — электрод-присадка |
||||||||||
|
|
нии. Благодаря этому уменьшается |
||||||||
|
|
трудоемкость |
сварочных |
работ |
и |
|||||
улучшается качество швов, в то время как при недостаточно тща
тельной зачистке шлака в многослойных швах часто встречаются
дефекты в виде шлаковых включений.
При электрошлаковой сварке расход флюса примерно в 15—20 паз меньше, чем при обычной электродуговой сварке под флюсом. Поскольку шлаковая ванна поднимается вместе со сварочной ван
ной вдоль шва, дополнительная подача флюса в шлаковую ванну в процессе сварки необходима только с целью компенсации его рас
хода на образование шлаковой корочки, покрывающей поверхность
сварного шва. Толщина такой корочки 1,0—1,5 мм.
В отличие от многослойной сварки под флюсом при электрошла-
8