

книги из ГПНТБ / Производство стеклянных волокон и тканей
..pdfТ а б л и ц а |
19.2. |
Характеристики намоточных жгутов различных марок и их назначение |
||||||
|
|
|
|
Физико-механические |
показатели |
|
|
|
Марка жгута (МРТУ или ТУ) |
Состав |
Вид |
|
|
|
содержание |
|
Назначение жгута |
стекла |
замасливателя |
число |
толщина |
разрывная |
содержание |
|||
|
|
|
замасли |
влаги, |
|
|||
|
|
|
сложений |
жгута, |
нагрузка, |
вателя, |
|
|
|
|
|
%. |
|
||||
|
|
|
жгута |
текс |
кгс |
о/ |
|
|
|
|
|
|
|
|
/о, |
не более |
|
|
|
|
|
|
|
не более |
|
|
|
|
|
|
|
|
|
|
|
Ж Е Н 10-42x30-289 |
Е |
№ |
289 |
30 |
1250+ 78 |
30 |
1,0 |
0,5 |
(ТУ 07—69) |
(бесще |
|
|
|
|
|
|
|
|
лочное) |
|
|
|
|
|
|
|
Ж Е Н 10-42x60-80 |
Е |
№ |
80 |
60 |
2520±210 |
п о |
0,5 |
0,5 |
(ТУ 297—69) |
|
|
|
|
|
|
|
|
ЖС-24/10 |
Е |
Парафиновая |
10 |
417 |
15 |
0,6—1,0 |
— |
|
(МРТУ 6-11-39—66) |
|
эмульсия, |
|
|
|
|
|
|
|
|
разбавленная |
|
|
|
|
|
|
|
|
|
1:1 |
|
|
|
|
|
ЖС-24/10-Т-273-А |
Т-273-А Парафиновая |
10 |
417 |
15 |
1,4 |
— |
||
(ТУ 148—65) |
|
эмульсия, |
|
|
|
|
|
|
|
|
разбавленная |
|
|
|
|
|
|
|
|
|
1:1 |
|
|
|
|
|
|
|
|
|
<•* |
|
|
|
|
|
Т-273-А |
№ |
652 |
10 |
417 |
15 |
2,0 |
— |
Для намотки труб, цилин дров и протяжки стер жней, палок (на поли эфирных смолах)
Для намотки труб, цилин дров (на эпоксидных смолах)
То же
»
»
тельное движение в направлении, перпендикулярном движению сетки приемного конвейера. Иногда для лучшей пропитки холста устанавливается пропиточная ванна 5.
После отсосного устройства 8, уменьшающего содержание влаги в материале, холст поступает в сушильную камеру 9 для оконча тельного удаления влаги. Готовый холст навивается в рулоны 10
массой до 50 кг.
В табл. 19.3 представлена характеристика холстов, выпускае мых промышленностью.
|
Рис. 19.3. Технологическая схем |
холстово |
конвейерной установки: |
||||||||||
|
/ — бухта |
жгута; |
2 — резальное устройство; |
3— камера формования; |
|||||||||
|
сосная |
камера; 5 — пропиточная ванна; 6 — форсунка; |
7 — приемный конвей |
||||||||||
|
|
|
8 — отсосное устройство; |
9 — сушильная камера; |
10 — рулон. |
||||||||
|
Холст марки ХЖК-Г-С изготавливается на английской холсто |
||||||||||||
вой машине, техническая характеристика |
которой |
приведена |
ниже: |
||||||||||
|
Ширина |
холста, мм |
|
|
|
1600±50; І250±50; |
|
||||||
|
Число |
|
заправляемых |
жгутов в режущий |
|
950±50 |
|
|
|||||
|
|
|
|
|
|
|
|||||||
|
механизм |
|
|
|
|
10 (по 2 жгута |
в каждое |
|
|||||
|
Скорость |
движения |
конвейерной |
ленты, |
режущее |
устройство) |
|
||||||
|
|
|
|
|
|
||||||||
|
м/мин |
|
|
|
|
|
|
1,0—1,1 |
|
|
|||
|
Температура |
в сушильной камере, °С |
|
|
|
|
|
||||||
|
I |
зона |
|
|
|
|
|
120—110 |
|
|
|||
|
I I |
зона |
|
|
|
|
|
95—90 |
|
|
|
||
|
Коэффициент |
полезного времени |
|
|
0,7—0,8 |
|
|
||||||
|
Масса |
1 мг холста, |
г |
|
|
|
|
400±50 |
|
|
|||
|
Производительность |
машины, кг/ч . |
. . . |
|
25 |
|
|
||||||
|
Если масса 1 м2 холста равна |
600 г, |
производительность |
уста |
|||||||||
новки возрастает до 35—40 кг/ч. |
|
|
|
|
|
|
|||||||
|
В качестве связующего при производстве холста на английской |
||||||||||||
холстовой |
машине |
используется |
дисперсия |
марки С-230 (ТУ |
|||||||||
№ |
П 158—67) |
сополимера |
винилацетата с |
дибутилмалеинатом. |
|||||||||
Дисперсия С-230 — это вязкая жидкость |
белого цвета, |
однородная, |
|||||||||||
без |
комков, |
сухой остаток |
которой составляет |
не менее 50%. Для |
|||||||||
282
|
|
Т а б л и ц а |
19.3. |
Характеристики и назначение холстов из рубленых |
стеклянных нитей |
|
|||||||
|
|
|
|
|
|
|
|
Масса |
Длина |
|
Содержание |
|
|
Марка |
холста* |
Марка |
|
Ширина |
Толщина |
отрезков |
Диаметр |
с у х о г о |
|
|
|||
|
' 1 мі |
стеклянной |
остатка |
|
|
||||||||
(МРТУ |
или ТУ) |
исходного |
холста, |
холста, |
холста, |
нити |
волокна, |
замасливателя |
Назначение |
холста |
|||
|
|
|
жгута"* |
мм |
мм |
г |
в холсте, |
мкм |
и связующего, |
|
|
||
|
|
|
|
|
|
|
|
|
мм |
|
% |
|
|
ХЖК-400-Г-С |
|
ЖСР-60 |
(3) |
1600+50 |
1,0+0,2 |
400+50 |
50 |
9 - 1 1 |
6,5+1,0 |
Изготовление |
стекло |
||
(МРТУ |
6-11-141—70) |
|
или |
|
1250+50 |
|
|
|
|
|
пластиков |
конструк |
|
|
|
|
ЖЕР10-42Х |
950+50 |
|
|
|
|
|
ционного |
назначения |
||
|
|
|
Х60 |
(2)—3 |
|
|
|
|
|
|
методом контактного |
||
|
|
|
|
|
|
|
|
|
|
|
|
и вакуумного формо |
|
|
|
|
|
|
|
|
|
|
|
|
|
вания на |
основе по- |
|
|
|
|
|
|
|
|
|
|
|
|
лиэфирмалеинатных и |
|
|
|
|
|
|
|
|
|
|
|
|
|
полиэфиракрилатных |
|
|
|
|
|
|
|
|
|
|
|
|
|
смол |
|
ХЖК-600-Г-С |
ЖСР-60 |
(3) |
1600+50 |
1,5=fc0,2 |
6 0 0 ± 7 5 |
50 |
9—11 |
5 , 5 ± 1 , 0 |
То же |
|
|||
(МРТУ |
6-11-141-70) |
|
или |
|
1250+50 |
|
|
|
|
|
|
|
|
|
|
|
ЖЕР10-42Х |
950+50 |
|
|
|
|
|
|
|
||
|
|
|
Х60 |
(2)—3 |
|
|
|
|
|
|
|
|
|
нитей ; С—вид связующего (сополимер винилацетата с дибутилмалеинатомжгута. марки С-230).
* Расшифровка марок холста: X—холст; Ж—жесткий; К—конструкционный; 400 или 600—средняя масс1 лахолста, г; Г—гидрофобная обработка
** Расшифровку см. на с. 277; (2)—число прядей в нити
применения в качестве связующего на |
машине дисперсию разво |
|
дят водой в отношении 1 : 30 или 1 : 35 |
(дисперсия |
:вода) . |
При изготовлении холстов из рубленых стеклянных нитей могут |
||
применяться порошковые легкоплавкие |
связующие |
и связующие |
в виде термопластичных волокон. Технологическая схема получе
ния |
таких холстов |
представлена на рис. 19.4. Готовые бухты жгу |
та / |
поступают к |
резальному устройству 2 холстовой установки, |
|
'2 |
|
Рис. 19.4. Технологическая схема получения холстов на порошковых и волокнистых связующих:
/ — бухта жгута; |
2 — резальное устройство; 3 — м е х а н и з м |
раскладки; 4 — камера |
формова |
|
ния; 5 — приемный |
конвейер; 6 — целлофановая лента; |
7— |
прессовочные вальцы; |
8, 9 — ру |
|
лоны; 10 — формовочный |
стол. |
|
|
в которой жгут разрезается на отрезки длиной 50 мм; проходя ка меру формования 4, жгут рассыпается на отрезки нити и подсасы вается благодаря вакууму к движущейся сетке приемного конвейе ра 5. Сформированный слой из отрезков стеклянных нитей пере дается конвейером на целлофановую ленту 6, предварительно уло женную на формовочный стол 10. При движении целлофановая лента с уложенным на ней слоем отрезков стеклянных нитей про ходит под механизмом раскладки полимерного волокна 3, который по всей ширине материала укладывает волокно в виде своеобраз ных восьмерок, или под дозатором, который равномерно наносит на холст слой порошкового связующего. Далее на сформированный слой холста и связующего напыляется дополнительно слой из от резков стеклянных нитей. Узлы 1, 2 и 4 полиостью сдублированы, что позволяет устранить прилипание термопластичного волокна к целлофану и получить холст, более равномерный по толщине.
На сформированный трехслойный холст сверху укладывается вторая целлофановая лента 6, и весь материал поступает в горячие прессовочные вальцы 7, в которых термопластичное волокно или порошок размягчаются и связывают отрезки стеклянных нитей в холст. Выходя из прессовочных вальцов, ленты целлофана и стек лянный холст наматываются в отдельные рулоны 8, 9. Установка
284
описанного типа осваивается в промышленности. В результате ис пользования связующего в виде термопластичного порошка или волокна упрощается производство жесткого холста, улучшаются условия труда, значительно повышается производительность труда, а также коэффициент использования оборудования и получается холст, каждый квадратный метр которого имеет большую массу.
Нити |
в нем связаны, как при точечной электросварке; холст мяг |
кий, |
эластичный, хорошо пропитывается и легко укладывается |
в форму. |
|
Жесткие холсты из рубленых стеклянных нитей применяются для изготовления крупногабаритных стеклопластиковых изделий по методу контактного и вакуумного формования с использованием* полиэфирных смол (корпуса лодок и катеров, контейнеры, детали корпуса автомобиля, панели для домов из стеклопластика и т. д.). Предел прочности при растяжении стеклопластика, в состав кото
рого входят жесткие холсты, 800—1400 кгс/см2, |
прочность на изгиб |
|||||||||
1000—1500 |
кгс/см2. |
|
|
|
|
|
|
|
|
|
Производительность холстовой машины ( в кг/ч) для |
изготов |
|||||||||
ления жесткого холста определяется по уравнению |
|
|
|
|||||||
|
|
|
P = 0,00006t>'/zm77(n. в |
|
|
|
|
(19.2) |
||
|
|
|
|
v'nma |
|
|
|
|
|
|
|
|
Р = 0,06 - г ? — К п . В = 0,06Кп.в»Яі |
|
|
|
|
||||
|
|
|
|
" M |
|
|
|
|
|
|
где ѵ' — скорость |
резального |
механизма, |
м/мин; п —• число концов |
жгута, за |
||||||
правленных |
в одно |
режущее |
устройство; |
Т — толщина |
жгута, текс; |
m — чис |
||||
ло режущих |
устройств в работе; а — коэффициент, |
учитывающий |
содержание |
|||||||
связующего в холсте; |
Кп.в — коэффициент полезного |
времени |
холстовой маши |
|||||||
ны; NM — метрический |
номер жгута; ѵ — скорость конвейера, |
м/мин; |
|
тх — мас |
||||||
са одного метра холста, г. |
|
|
|
|
|
|
|
|||
Холст из непрерывных стеклянных нитей. Этот холст |
получается |
|||||||||
одностадийным методом; он представляет собой равномерный слой стеклянных нитей, уложенных своеобразными восьмерками в гори зонтальной плоскости и связанных клеящим составом. На рис. 19.5 представлена технологическая схема получения стеклянного холста одностадийным методом. Стеклянные нити, получаемые непосред ственно из стекломассы в ванной печи /, вытягиваются из фильер-
ных питателей |
3, |
установленных |
в фидере 2, тянущими валками 4 |
|
и пневмомеханическим раскладчиком 5. |
Проходя нитесборник, они |
|||
укладываются |
на |
движущуюся |
сетку |
приемного конвейера 6. |
Холст 7 до поступления на сушильный конвейер 9 пропитывается жидким связующим в пропиточной ванне 8, высушивается в су
шильной камере |
10, разрезается |
механизмами |
резки 12 и 13 вдоль |
и поперек, если |
необходимо, и |
навивается в |
рулоны наматываю |
щим устройством 14. Если вырабатывается полуфабрикат, установ ка оснащается дозатором 11 для нанесения порошковой смолы, второй сушильной камерой 10 и приемником листов полуфабри ката 15.
285
Ниже приводится характеристика и назначение холста из не прерывных стеклянных волокон:
Марка |
холста* |
(МРТУ) . . . . . . . . |
ХЖКН-300; ХЖКН-350; ХЖКН-400; |
||||||||||
|
|
|
|
|
|
|
|
|
|
ХЖКН-500 (6-11-113—69) |
|
||
Ширина |
холста, |
мм |
|
|
|
|
|
1100—1400 |
|
|
|||
Масса |
1 м* холста, г |
|
|
|
|
|
от 300±50 до |
500±50 |
|
||||
Разрывная |
прочность |
полоски |
размером |
|
|
|
|
|
|||||
250x50 мм в продольном |
направлении, |
|
|
|
|
|
|||||||
кгс |
|
|
|
|
|
|
|
|
Не менее 5 |
|
|
||
Содержание |
связующего, |
% |
|
|
|
3 ± 1 , 5 |
|
|
|||||
Влажность |
холста, % |
|
|
|
|
|
Не более |
0,5 |
|
|
|||
Диаметр стеклянного |
волокна, мкм . . . |
|
10—16 |
|
|
||||||||
Назначение |
холста |
|
|
|
|
Для стеклопластиков |
(на |
основе |
фе- |
||||
|
|
|
|
|
|
|
|
|
нольных смол), |
изготовляемых |
мето |
||
|
|
|
|
|
|
|
|
|
дом прессования |
|
|
|
|
|
* Расшифровка |
марок |
холста' |
X—холст; Ж—жесткий; |
К—конструкционный; |
H—из непрерыв |
|||||||
ных |
стеклянных нитей; 300, |
ЗЕО, 400, |
500—средняя |
масса |
1 м% холста, г (соответственно для к а ж |
||||||||
дой |
марки). |
|
|
|
|
|
|
|
|
|
|
|
|
|
Плотность холстов |
марки ХЖКН (300—350 кг/м3), |
как прави |
||||||||||
ло, |
меньше плотности |
холстов марки |
ХЖК (400—800 |
кг/м3), |
по |
||||||||
этому первые холсты обычно применяются только для изготовления
стеклопластиков (на основе фенольных |
смол) |
методом прессова |
ния. Предел прочности при растяжении |
получаемых стеклопласти |
|
ков — 1500 кгс/см2, при изгибе —2000 кгс/см2. |
Одностадийный ме |
|
тод изготовления стеклянного холста дает возможность выпускать самый дешевый армирующий материал на высокопроизводитель ных конвейерных установках.
Рис. 19.5. Технологическая схема выработки стеклянного холста одностадийным методом:
/ — ванная печь; 2 — фидер; |
3 — фильерный |
питатель; |
4— |
валки; 5 — раскладчик; |
6 — прием |
||
ный конвейер; 7 — холст; |
8 — пропиточная |
ванна; 9 — сушильный конвейер; |
10— |
сушильная |
|||
камера; / / — дозатор; 12, |
13 |
— механизмы |
продольной |
и |
поперечной резки |
холста; 14 — на |
|
матывающее устройство; 15 — приемник листов.
Нетканый клееный перекрестный материал из жгутов. Этот материал в отличие от холстов (образованных из отрезков или не прерывных нитей, уложенных хаотически и создающих изотропную структуру материала) характеризуется тем, что, так же как и ткань, он состоит из двух взаимно перпендикулярных систем ни тей. Но в нетканом материале нити основы и утка не переплетают-
286
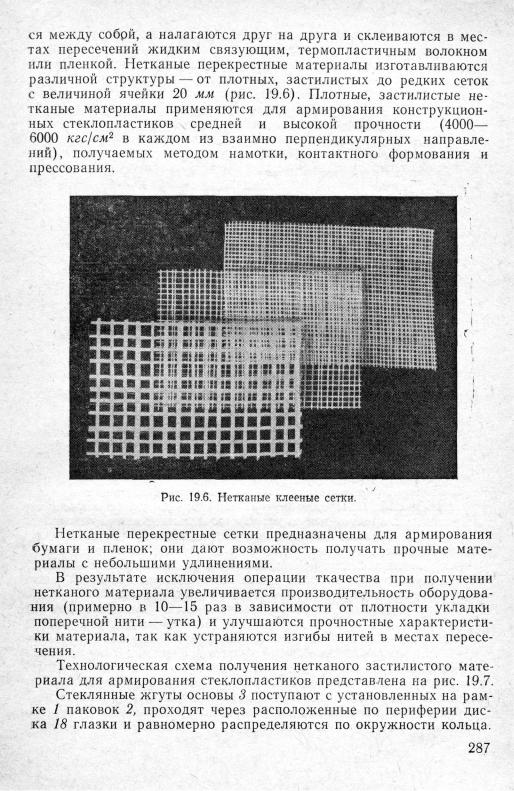
Пройдя через нитесборное кольцо 19, жгуты направляются вдоль поверхности горизонтального цилиндрического дорна — полотнообразователя 16. Для сохранения постоянного промежутка «между
жгутами основы |
дорн |
снабжен |
распределительной |
гильзой 17 |
с продольными |
пазами. |
Уточные |
поперечные жгуты |
6 поступают |
с паковок 5, установленных на роторе 4. Вследствие вращения ро тора вокруг дорна уточные жгуты укладываются по винтовым ли ниям на перемещающуюся по нему основу. Угол наклона винтовых линий очень мал, поэтому жгуты утка и основы пересекаются практически под прямым углом.
,1
Рис. 19.7. |
Технологическая |
схема получения нетканого перекрестного |
материала |
|||||
|
на |
роторно-дорновой |
машине: |
|
|
|||
/ — рамка; |
2, 5 — п а к о в к и ; 3 — продольные жгуты; |
4— |
ротор; 6 — поперечные жгуты; 7 — к а |
|||||
лорифер; 8 — направляющие д у ж к и ; |
9 — тянущие |
валики; |
10 — рулон; |
/ / — нож; |
12 — с у ш и л |
|||
ка; 13 — нагреватель; 14 — сбкатные |
валки; 15 — кольцо; |
16 — дорн; |
17 — гильза; |
18 — д и с к ; |
||||
|
|
19 |
— нитесборное |
кольцо. |
|
|
||
Сформированный материал опрыскивается связующим из фор |
||||||||
сунок, расположенных |
на |
внутренней |
стороне полого кольца 15. |
|||||
На установке предусмотрено устройство для нанесения связующего посредством обкатки валками 14 и нагреватель 13 для подплавления термопластичного связующего (оба устройства предназначены для проведения экспериментальных работ и в обычном технологи ческом процессе не используются). Смоченный связующим мате риал при дальнейшем движении по дорну проходит через объемную трубчатую сушилку 12, обогреваемую воздухом, подаваемым из калорифера 7. В процессе высыхания связующего жгуты основы и утка скрепляются между собой. Получающийся в виде трубы го товый материал разрезается по образующей ножом 11 и расправ ляется с помощью серии направляющих дужек 8 в плоское полот
но. Готовое полотно |
проходит между тянущими валиками 9 и |
наматывается в рулон |
10. |
При получении нетканого перекрестного материала на роторнодорновой установке требуются большие энергетические затраты
288
и повышенный расход (10—12% от массы материала) связующего; от количества связующего в большой мере зависит качество гото вого материала (связующим покрывается вся поверхность жгута). Применение термопластичного волокна в качестве связующего по зволяет упростить установку, повысить ее производительность и улучшить технологические свойства нетканого перекрестного ма териала; расход термопластичного волокна составляет 3—5%; скрепление нитей происходит в отдельных точках. Схема техно
логического |
процесса получения нетканого перекрестного материа |
|||
ла, |
связанного термопластичными |
нитями, |
представлена на |
|
рис. |
19.8. |
Продольные стеклянные |
жгуты 3 |
разматываются |
Рис. 19.8. Технологическая |
схема |
получения нетканого |
перекрестного |
материала, |
|||||||
|
|
|
связанного |
термопластичными |
нитями: |
|
|
||||
/ — рамка; |
2, 8, И |
— гильзы; |
3— |
продольные стеклянные |
жгуты; 4 — диск; |
5 — глазки; |
|||||
*" — сборное |
кольцо; |
7, |
10— роторы; |
9 — термопластичные |
нити; |
12 — поперечные ж г у т ы ; |
|||||
13 — ролики; |
/•/ — п о д д е р ж и в а ю щ и й |
диск; 15 — расправляющие |
д у ж к и ; |
16 — тянущие ва |
|||||||
лики; |
/7 — р у л о н ; |
18 — нож; |
19 — обогреваемый участок; |
20 — дорн; |
21 — втулка. |
||||||
с гильз 2, установленных на рамке 1, и поступают в глазки 5 рас пределительного диска 4, равномерно распределяющего их по ок ружности кольца.
Пройдя сборное кольцо 6, сформированные продольные жгуты перемещаются по поверхности горизонтального цилиндрического дорна 20, в начале которого для более равномерной раскладки жгутов устанавливается втулка 21 со скругленной кромкой или гильза с продольными пазами. Движущиеся по дорну продольные жгуты обматываются с помощью ротора 7 термопластичными ни тями 9, разматывающимися с установленных на данном роторе гильз 8. Поверх образованной таким образом системы тер мопластичных нитей вторым ротором 10, вращающимся в противо положную сторону, наматываются поперечные стеклянные жгу ты 12, поступающие с гильз П.
Перемещаясь далее по дорну, полностью сформированный ма териал проходит по его обогреваемому участку 19, на котором происходит подплавление термопластичных нитей и обкатка их фторопластовыми роликами 13 (для лучшего проникновения свя-
289
зующего между стеклянными волокнами). При последующем дви жении материала вне контакта с дорном термопластичное вещество затвердевает, склеивая стеклянные жгуты и фиксируя структуру материала. После полного застывания термопластичного связую щего получаемый в виде рукава материал разрезается на поддер живающем диске 14 ножом 18 и разворачивается далее в плоское полотно с помощью расправляющих дужек 15. Готовый материал проходит через систему тянущих валиков 16, которые перемещают его на всех этапах изготовления, и наматывается на съемный то варный валик в рулон 17.
На установке подобного типа можно изготавливать застилистые равнопрочные материалы, состоящие из двух систем нитей, или кордные материалы, применяемые в основном в качестве намоточ ного материала. Обычно для изготовления нетканого перекрестного материала, применяемого для армирования стеклопластиков, ис
пользуются жгуты в 10—12 сложений на прямых |
замасливателях, |
а в качестве связующего — капроновые нити. В |
табл. 19.4 приве |
дена характеристика яетканых перекрестных материалов, склеен
ных жидким связующим С-230 |
и термопластичными |
волокнами. |
|
Для армирования |
бумаги и |
пленок необходимы |
материалы |
с крупными ячейками |
стабильных размеров, так как адгезия меж |
||
ду стекловолокнистым |
материалом, пленкой и бумагой |
отсутствует |
|
и скрепление материала обычно происходит за счет сварки слоеп армируемых материалов в просветах ячеек.
На ранее рассмотренной роторно-дорновой установке целесо образно изготавливать плотный материал, так как при изготовле нии сеток связующее обволакивает дорн и препятствует формиро ванию структуры материала. Для изготовления нетканых клееных
сеток с ячейками создана барабанная установка, |
принципиальная |
|
технологическая схема |
которой представлена на |
рис. 19.9 |
С двух шпулярников |
/ на установку поступают стеклянные жгу |
|
ты 2, которые, пройдя нитеводители 3, образуют две основы. Каж дая основа направляется валиком 4 между парой замкнутых тро сов 5, вместе с которыми перемещается к сушильному барабану 6. Каркас, образованный всеми четырьмя тросами, между валиками 4 и барабанами 6 обматывается посредством ротора 7 уточными жгу тами 8, поступающими с установленных на роторе паковок 9. Стя гивание тросов утком предотвращается распорной рамкой 10. В ре зультате обмотки образуется два сетчатых полотна, связанных по краям уточными жгутами; они разрезаются ножами 11 в момент контакта полотен с барабанами, после чего полотна разделяются.
Сохранение сформированной структуры в момент разрезания и после него обеспечивается зажимом уточных нитей между тросами и барабанами. С помощью поджимаемых к барабанам 6 гуммиро ванных валиков 12 на каждое полотно наносится связующее, захва тываемое из ванночки 13. При дальнейшем движении полотен на барабанах 6 связующее высыхает, скрепляя основу и уток. Полот на готового материала 15, пройдя между тянущими валиками 14,
290