

книги из ГПНТБ / Производство стеклянных волокон и тканей
..pdfной стороны от рапиры установлен механизм прокидки закраечной нити. Закраечная нить, сматываясь со шпули, входит в петлю уточ ной нити, закрепляет ее в кромке ленты, становясь крайней основ ной нитью.
Технологическая схема бесчелночного ткацкого станка для из готовления стеклянной ленты. На рис. 18.1 представлена техноло-
Г771 |
il |
|
•-• - |
: V,t.-л |
||
|
! |
1 — |
' |
1 3 |
F |
•In |
|
|
|||||
|
|
|
— |
— |
|
|
ч. " |
|
/г |
t |
|
||
хил |
•^ |
|
|
|
|
|
m
Рис. 18.2. |
Кинематическая |
схема |
станка ТЛ-50-С: |
|||
/ — электродвигатель; |
2 — клиновидный |
ремень; |
3 — кривошипы; |
4, 5 — п о в о д |
||
ки; 6 — батан; |
7 — г о р к а ; S — пластинчатая тяга; |
9 — сектор; |
10 |
— шестеренки; |
||
Ч — рапиры; |
12 — вытяжной вальян; 13 |
— приемный вальян; |
14 — вал самона |
|||
катки; 15 — эксцентрики; 16 — валы эксцентриков; 17 — вал; |
18 — главный вал. |
|||||
гическая схема бесчелночного ткацкого станка ТЛ-50-С. Основные нити, свиваемые с ткацкого навоя 1, проходят в направляющее бердо 2, огибают качающееся скало 3, проходят через ламели электрического основонаблюдателя 4, через галева ремиза 5, обра
зующего |
зев для |
прокладывания |
утка. Уточная нить |
прибивается |
||
к опушке |
ленты |
бердом 6. Лента |
огибает |
грудницу |
7, |
вальяны 8 |
и 9, направляющий валик 10 и навивается |
на катушку |
11. |
||||
271
Кинематическая схема станка для изготовления стеклянной
ленты. На рис. 18.2 представлена |
кинематическая |
схема |
станка |
|
ТЛ-50-С. Движение от |
электродвигателя У клиновидным |
ремнем |
||
2 через шкивы d\ и d2 |
передается |
главному валу |
18 станка. От |
|
главного вала станка получают движение батанный и зевообразовательный механизмы и товарный регулятор. Движение батану 6, в котором закреплены индивидуальные для каждой ленты берда, передается от кривошипов 3 главного вала с помощью поводков 4 и 5. Батан, в свою очередь, через горку 7, пластинчатую тягу 8, сектора 9, шестеренки 10 передает движение рапирам 11.
Ремизки получают движение от главного вала станка через ци
линдрические шестерни Z b Z2 , Z3 , Z C 5 i , Z C M a и конические |
шестерни |
||||||||||||||
Z4 , жестко сидящие на валу 17, и Z5 , расположенные на валах 16 |
|||||||||||||||
вместе с эксцентриками |
15. Эксцентрики |
действуют на правую и |
|||||||||||||
левую сторону ремизок через рычажную |
систему. Смена |
раппорта |
|||||||||||||
переплетения достигается |
сменой |
эксцентриков |
и |
шестерен |
Z C M l |
||||||||||
и ZC M :2 - Вытяжной вальян |
12 и приемный |
13 товарного |
регулятора |
||||||||||||
непрерывного действия получают вращение от главного вала |
через |
||||||||||||||
цилиндрические шестерни |
Z b |
Z2 , Z3 , |
Z6 , |
червячный |
редуктор, |
со |
|||||||||
стоящий из червячной пары |
Z 7 и Z 8 |
и сменных шестерен |
ZC M 3 , ZC M 4 , |
||||||||||||
• Z C M J I |
и червячные |
пары |
соответственно |
Z9 , Zw и Zu, Z\2. |
Вытяж |
||||||||||
ной |
вальян |
покрыт |
белой |
резиной, |
приемный — авиационным |
вой |
|||||||||
локом. С вальянов ленты поступают на |
катушки, |
расположенные |
|||||||||||||
на валу 14 самонакатки; вал получает |
движение |
от |
приемного |
||||||||||||
вальяна через цепную передачу со звездочками |
Z i 3 и Z 1 4 . |
Навой |
|||||||||||||
тормозится |
ленточным |
тормозом |
посредством |
пружины |
сжатия. |
||||||||||
Регулировка |
натяжения |
основы — ручная. Натяжение |
уточных ни |
||||||||||||
тей создается с помощью тарельчатых нитенатяжителей с одной
парой тарелочек и пружинами-компенсаторами. Тормоз |
главного |
|||||
вала |
станка — колодочный. Станок имеет счетчик числа |
двойных |
||||
уточин. |
|
|
|
|
|
|
Стеклянные ленты изготавливаются |
при следующих |
скоростных |
||||
режимах: на челночных станках при скорости вращения |
главного |
|||||
вала |
станка |
125—132 об/мин, |
на |
бесчелночных |
при 280— |
|
300 об/мин; Кп.в при этом соответственно равен 0,9 и 0,85. |
|
|||||
Закраечная |
нить наматывается |
на |
шпулю на специальной го |
|||
ловке. Нить по шпуле раскладывается водилкой, получающей дви жение от эксцентрика. Эксцентрику передается вращение от элек тродвигателя через фрикционную передачу, червяк и червячную шестерню. Натяжение нити создается натяжным прибором. Ско рость вращения валика намоточной головки 2800 об/мин. Намоточ ная головка поставляется заводом-изготовителем вместе со стан ком из расчета одна головка на десять станков.
Г Л А В А 19
НЕТКАНЫЕ МАТЕРИАЛЫ ИЗ СТЕКЛЯННОГО ВОЛОКНА
В последние годы наряду с ткаными стекловолокнистыми ма териалами в промышленности стеклянного волокна начали выра батывать нетканые армирующие материалы; они находят широкое применение в производстве стеклопластиков.
В девятой пятилетке производство нетканых материалов значи тельно возрастет.
Техно-зкономические расчеты, зарубежные информации и опыт применения показывают, что использование нетканых материалов для производства стеклопластиков вместо тканых может резко сни зить себестоимость армирующих материалов, а следовательно, себестоимость самих стеклопластиков. Замена тканых материалов неткаными в большинстве случаев способствует повышению произ водительности труда при изготовлении стеклопластиков, улучше нию их качества, облегчению изготовления крупногабаритных изделий. Снижение себестоимости нетканых армирующих материа лов обусловлено возможностью применения для их изготовления более грубых волокон (от 10 до 16 мкм вместо 5—11 мкм в тка нях), сокращением числа технологических переходов и высокой производительностью установок (250—1000 т/год вместо 100 т/год для наиболее производительных ткацких станков). При переработ ке стеклянной нити в нетканые армирующие материалы обычно исключаются такие трудоемкие процессы, как кручение, сновка и ткачество. Рулонные нетканые материалы вырабатывают на кон вейерных установках, это удобно с точки зрения возможности пол ной механизации и автоматизации процесса. Виды нетканых ма териалов из стеклянного волокна, применяемых для армирования стеклопластиков, более разнообразны, чем тканых материалов. В эту группу нетканых материалов входят срезы однонаправлен
ного волокна, |
жгуты различного назначения, холсты |
из |
рубленых |
||||
и непрерывных |
стеклянных |
нитей, вязально-прошивные материалы, |
|||||
нетканые перекрестные материалы и др. |
|
|
|
||||
Многие |
исследователи |
(Г. И. Пиковский, М. И. Морозова, |
|||||
В. Б. Тихомиров — СССР, |
Р. Крчма — ЧССР, |
Р. Мейер — ГДР, |
|||||
X. Эрдер — ФРГ, В. Едржеевский — ПНР, Ф. Буреш — США) ра |
|||||||
ботали |
над |
классификацией нетканых текстильных |
материалов. |
||||
Однако |
все |
предложенные |
классификации не |
являются |
исчерпы |
||
вающими, так как по мере развития производства нетканых ма териалов появляются новые изделия, новые технологические про цессы, новые виды сырья, используемые для их изготовления. До статочно сказать, что нетканые материалы из стеклянного волокна, способы их производства не нашли отражения ни в одной из упо мянутых классификаций. Наиболее приемлемой, на наш взгляд, является классификация нетканых материалов по способу их про изводства, которую мы положили в основу классификации нетка ных материалов из стеклянного волокна. Ниже приводится клас-
273
сификация нетканых материалов по способу их производства:
Физико-химические способы |
Механические способы |
|
Пропитка жидким связующим (окунанием, |
Игольно-набивной |
|
распылом, плюсованием и др.) |
Вязальнотпрошивной |
|
Горячее прессование (порошковые связую |
||
щие, термопластичное волокно и др.) |
Трикотажный |
(разновидность вязально- |
|
||
|
прошивного |
способа) |
Предлагаемая классификация не является исчерпывающей, од нако она позволит достаточно четко изложить материал по дан ному вопросу.
НЕТКАНЫЕ СТЕКЛОВОЛОКНИСТЫЕ МАТЕРИАЛЫ, ПОЛУЧАЕМЫЕ ФИЗИКО-ХИМИЧЕСКИМИ СПОСОБАМИ
В соответствии с терминологией, принятой в текстильной про мышленности, нетканые стекловолокнистые материалы, волокна или нити которых склеены физико-химическими способами, назы вают клееными неткаными материалами. Волокнистой основой кле еных нетканых материалов может служить холст из непрерывных или штапельных стеклянных волокон, холст из отрезков стеклян ных нитей, жгуты или стеклянные нити. В большинстве случаев волокна, нити или жгуты склеиваются жидким связующим, в ка честве которого применяются эмульсии, дисперсии или растворы термопластичных полимеров. Жидкое связующее обычно наносится на сформированный волокнистый холст распылом из форсунок или окунанием холста в ванну. Если для склеивания применяются термопластичные порошки или легкоплавкие термопластичные во локна, сформированный холст пропускают через горячие подпрессовочные валки, и внесенный порошок или волокно склеивает стек лянные волокна. Такие нетканые материалы более рыхлые, хорошо пропитываются связующим и легко укладываются в форму.
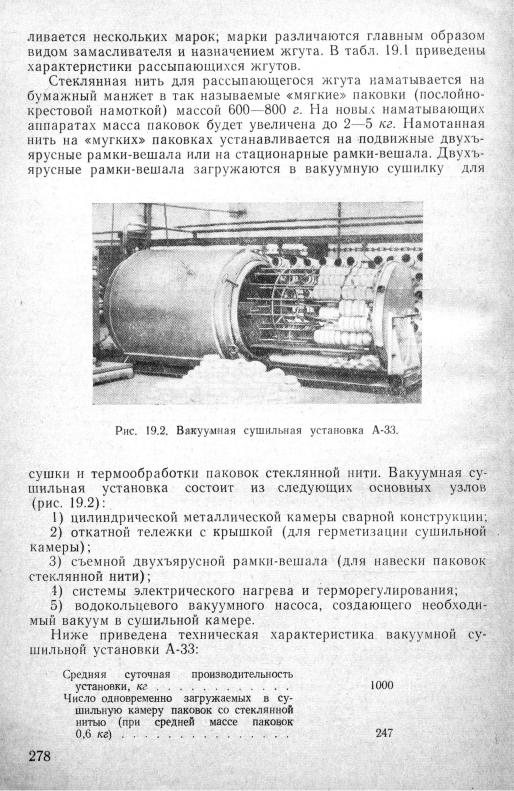
К группе клееных нетканых материалов относятся следующие. Стеклянная нить — простейший армирующий материал, в кото ром волокна при изготовлении склеены различными замасливателями в нить. Стеклянная нить не выпускается в качестве товарной продукции вследствие нетранспортабельности бобин и малой устой чивости их к механическим воздействиям. До последнего времени стеклянную нить применяли в качестве утка при производстве не которых видов стеклянных тканей, а основная масса нитей под вергалась размотке и кручению и затем поступала к потребителям или перерабатывалась в стеклянные ткани. Экспериментально установлено, что стеклопластики, в состав которых входят некру ченые нити, характеризуются более высокими прочностными по казателями, чем стеклопластики на основе армирующих материа лов из крученых нитей, поэтому стеклянная некрученая нить ста новится основным полуфабрикатом для производства нетканых армирующих материалов. Кроме того, стеклянная нить может
274
применяться |
непосредственно для изготовления |
стеклопластиковых. |
||||
изделий |
методом |
намотки (трубы, цилиндры и т. д.) или для изго |
||||
товления |
различных пресс-материалов, |
таких, |
как |
ДСВ, ЛОС |
||
и другие. |
|
|
|
|
|
|
Обычно |
для |
изготовления нетканых |
материалов |
используются |
||
стеклянные |
нити |
толщиной 42 или 84 текс из волокна диаметром |
||||
9—11 мкм.
При выработке стеклянной нити, предназначенной для перера ботки в нетканые материалы, применяют различные прямые замасливатгли: № 3, 28, 289, 9 и А-41 (для стеклопластиков на основе:
Рис. 19.1. Технологическая схема жгутовой машины:
/ — паковка; 2 — размоточная рамка; 3 — индивидуальное н а т я ж н о е |
устройство; |
||
4 — сборное |
кольцо; |
5 — о б щ е е н а т я ж н о е устройство; 6 — водилка; |
7 — бухта . |
полиэфирных |
смол) |
и № 78, 80, 752 и др. (для стеклопластиков на |
|
основе эпоксидных и эпоксифенольных смол). |
|
||
Однонаправленное |
волокно в качестве армирующего материала |
|
предназначается для |
изготовления пресс-композиций типа |
АГ-4В. |
В настоящее время выпускают срезы шести марок (ГОСТ |
10727— |
|
64). |
|
|
Проводятся исследовательские работы с целью выяснения воз можности использовать для изготовления стеклопластиков элект роизоляционного назначения срезов однонаправленного, предвари тельно растянутого волокна вместо ранее применявшихся тканей толщиной 0,06—0,10 мм.
Стеклянный жгут — армирующий материал, представляющий собой прядь ориентированных, равномерно натянутых стеклянных нитей, намотанных крестовой намоткой в бухты массой 10—15 кг. На рис. 19.1 изображена технологическая схема машины для получения стеклянного жгута. Нити, сматываемые с бобин или «мягких» паковок 1, расположенных на размоточной рамке 2, проходят индивидуальные натяжные устройства 3, выравнивающие
275
натяжение нити, сборное кольцо 4 и общее натяжное устройство 5 (система натяжных роликов или прутков) и наматываются в виде
.жгута в бухту 7. Жгут раскладывается вдоль оси бухты водилкой 6, получающей движение от кулачкового барабана.
Известно несколько конструкций жгутовых машин для намотки жгута с постоянной или переменной скоростью. Применяемая в промышленности жгутовая машина с электроприводом постоянного тока конструкции Ступинского завода стеклопластиков предназна чена для крестовой намотки стеклянного жгута в цилиндрические бухты с переменной, переменно-постоянной и постоянной скоростя ми. В машине предусмотрено ручное регулирование скорости от 100 до 3000 об/мин и автоматическое, обеспечивающее намотку с переменно-постоянной или постоянной скоростями. Для получе ния высококачественной намотки жгутов различных марок угол подъема витка может изменяться. Жгут наматывается на трехсекционный неразборный вал, удобный в эксплуатации.
Ниже |
приводится |
техническая характеристика |
жгутовой ма |
||||||
шины: |
|
|
|
|
|
|
|
|
|
Размеры наматываемых бухт жгута, мм |
|
|
|
||||||
высота |
|
|
|
|
268 |
|
|
||
|
внутренний |
диаметр |
|
|
60 |
|
|
||
наибольший |
наружный |
диаметр |
. . . |
200 |
|
|
|||
Вес |
бухты |
жгута, кгс |
|
До 15 |
|
|
|||
Скорость вращения |
бобины (при |
ручном |
|
|
|
||||
управлении), |
об/мин |
|
100—3000 |
|
|
||||
Число автоматических задатчиков скорости |
6 |
|
|
||||||
Скорости |
намотки |
(при |
автоматическом |
|
|
|
|||
управлении), |
м/мин |
|
|
600, 450, 350, 250, 200 |
|||||
Угол |
подъема витка |
|
|
8—9°; |
12—13°; |
17—18° |
|||
Тип |
привода |
|
|
|
Электропривод |
с |
плавным |
||
|
|
|
|
|
|
регулированием |
скорости |
||
|
|
|
|
|
|
серии |
ПМУ6М1 |
|
|
Габаритные |
размеры |
жгутовой |
машины |
|
|
|
|||
(без размоточной рамки), |
мм |
1410x850x1220 |
|||||||
Вес машины, кгс |
|
|
|
400 |
|
|
|||
Машина характеризуется высокой производительностью: за 6- часовую смену при выработке жгута в 60 сложений ее производи тельность при Ѵ=450 м/мин равна 350 кг, при Ѵ=200 м/мин — 160 кг.
Коэффициент полезного времени машины составляет 0,85—0,9. Различают, в зависимости от назначения, три вида стеклянных жгутов: рассыпающийся жгут, намоточный и жгут для ткачества
жгутовых тканей.
Р а с с ы п а ю щ и й с я ж г у т применяется для изготовления за готовок крупногабаритных изделий, изделий сложной формы, пре миксов, волнистых стеклопластиков на формующих машинах, а также для изготовления жесткого и мягкого холста из рубленых стеклянных нитей на конвейерных установках.- Рассыпающийся жгут при рубке на отрезки должен хорошо рассыпаться на отрезки нити и не рассыпаться на волокна. Рассыпающийся жгут изготав-
276
Т а б л и ц а 19.1. Характеристики рассыпающихся жгутов различных марок и их назначение
|
|
|
|
Физико-механические показатели |
|
|
||
|
Состав |
Вид |
|
|
|
|
|
|
Марка жгута* (МРТУ или ТУ) |
зама |
|
|
|
|
|
|
|
стекла |
слива |
|
|
разрывная |
содержание |
содержание |
Назначение жгута |
|
|
число |
толщина |
||||||
|
|
теля |
нагрузка, |
замасли |
влаги, |
|
||
|
|
|
сложений |
жгута, |
вателя, |
|
||
|
|
|
кгс, |
%. |
|
|||
|
|
|
жгута |
текс |
%, |
|
||
|
|
|
не менее |
не более |
|
|||
|
|
|
|
|
|
не более |
|
|
ЖСР-60 (3) |
Е |
№ 3 |
60 |
2500±312,5 |
75 |
1,2 |
0,1 |
|
(МРТУ 6-11-95—68) |
||||||||
(бесще |
|
|
|
|
|
|
||
|
лочное) |
|
|
|
|
|
|
|
ЖЕР10—42x60—28 |
Е |
№ 28 |
60 |
2500±312,5 |
70 |
1,0 |
0,1 |
|
(МРТУ 6-11-119—69) |
||||||||
|
|
|
|
|
|
|
||
ЖСР—60 (9) |
Е |
№ 9 |
60 |
2500±312,5 |
60 |
1,2 |
0,1 |
|
(ТУ 193—67) |
||||||||
|
|
|
|
|
|
|
||
ЖЕР10—42x60—А-41 |
Е |
А-41 |
60 |
2500±312,5 |
70 |
1,2 |
0,5 |
|
(ТУ 15—69) |
|
|
|
|
|
|
|
Для производства пре миксов и жестких хол стов из рубленых стек лянных нитей
Д л я производства волни стого свегопрозрачного стеклопластика
Для изготовления изделий методом рубки и напы ления
Для производства «мяг кого» холста из рубле ных стеклянных нитей
* Расшиф |
ровка |
марок |
жгута: Ж - ж г у т ; Е - с о с т а в |
стекла |
(бесщелочное); T - 2 7 3 - А - с о с т а в |
стекла; Р - рассыпающийся - |
1 0 - д и а м е т р |
волокна |
мкм- |
4 2 - т о л щ и н а |
нити, |
текс; |
6 0 - ч и с л о сложений жгута; |
3, 28, 9, |
A - 4 1 - в и д замасливателя. |
щии^и, |
іи диаметр |
волокна, |
мкм, |
Температурный режим сушки, °С . . . . |
80—140+10 |
|||
Масса одной паковки, кг |
|
|
0,5—1,0 |
|
Остаточное давление в камере |
при |
рабо- |
150±10 |
|
чем режиме, мм рт. ст. . . |
|
|
||
Влажность стеклянной нити, % |
|
|
|
10 |
до сушки |
|
|
|
|
после сушки |
|
|
Не |
более 0,1 |
Мощность электронагревателей, кет . . . |
|
38 |
||
Регулирование температуры внутри |
камеры |
Ручное и |
автоматическое |
|
Габаритные размеры установки |
(с насосом |
6400 x2100 x 2005 |
||
ВВН-3), мм . . |
|
|
||
Вес установки, кгс |
|
|
|
3663 |
Вакуум в сушильной камере создается |
водокольцевым насосом |
|
ВВН-3. |
|
|
Характеристика вакуум-насоса ВВН-3: |
|
|
Вакуум, |
% |
90 |
Производительность, м3/мин |
3,9 |
|
при |
вакууме 30% |
|
при |
вакууме 70% |
2,8 |
Тип электродвигателя |
|
|
А02-51 |
|
Мощность |
электродвигателя, |
кет . . . . |
7,5 |
|
Скорость вращения электродвигателя, об/мин |
1450 |
|||
Габаритные |
размеры насоса, |
мм |
. . . . |
740 X 420 X 406 |
Вес насоса, |
кгс |
|
|
418 |
После включения электронагревателей сушилка нагревается до рабочей температуры.
С помощью храпового механизма откатная тележка, на которой расположена рамка-вешало с паковками стеклянной нити, вручную
вкатывается в сушильную камеру установки. Камера |
герметично |
|||||
закрывается дверкой. Затем включают водокольцевой |
|
вакуумный |
||||
насос. Заданный температурный режим при сушке |
поддерживается |
|||||
автоматически. В зависимости |
от применяемого |
замасливателя |
||||
сушка и'термообработка |
нити в камере |
продолжаются |
3—5 ч. При |
|||
сушке и термообработке |
содержание |
влаги уменьшается до 0,1% |
||||
и аппрет закрепляется на поверхности стеклянного |
волокна. |
|||||
Куличи высушенной нити подаются к размоточным |
рамкам |
|||||
жгутовых машин, на которых |
осуществляется размотка |
нитей в |
||||
жгут (обычно в 60 сложений). При изготовлении рассыпающегося жгута применяются горизонтальные размоточные рамки и нить разматывается изнутри кулича вниз. Обычная скорость размотки 200—250 м/мин. Намотанные бухты жгута массой 10—15 кг сни маются с машины, упаковываются в полиэтиленовые мешки, а за тем в картонные или деревянные ящики.
Н а м о т о ч н ы й |
ж г у т |
применяется для получения стеклоплас- |
|
тиковых изделий |
методом |
намотки (трубы, |
цилиндры, емкости |
и т. д.) и протяжки (стержни, лыжные палки |
и т. д.). Для изготов |
||
ления намоточного жгута применяют следующие прямые замасливатели: № 289 (для стеклопластиков на основе полиэфирных смол) и № 78, 80, 752, 652 (для стеклопластиков на основе эпоксидных смол).
279
В табл. 19.2 приведены характеристики жгутов для намотки и протяжки изделий. Так как к намоточным жгутам не предъяв ляется требование, чтобы они хорошо рассыпались на отдельные нити,\ нить на паковках не всегда подвергается термообработке (это зависит от применяемого замасливателя). Поэтому нить для намоточных жгутов может изготавливаться как на «мягких», так и на «жестких» паковках. Сушка и размотка нити в жгут произ водится на тех же установках и при тех же режимах, что и для
рассыпающегося жгута. |
|
Особые требования при размотке нити в намоточный |
жгут |
предъявляются к натяжению каждой нити, которая в этом случае должна проходить через индивидуальное натяжное приспособлениг, где на каждую нить устанавливается натяжение 60—80 гс. При
этом уменьшается |
«разнодлинность» |
отдельных нитей |
в жгуте, |
|
устраняется провисание нитей при размотке и повышается |
коэффи |
|||
циент использования прочности нитей в жгуте. |
|
|
||
Ж г у т д л я т к а ч е с т в а ж г у т о в ы х т к а н е й . |
Жгутовые |
|||
ткани в основном |
изготавливаются на |
технологичных |
замаслива- |
|
телях и подвергаются термохимической обработке или расшлих товке, поэтому при получении жгута для жгутовых тканей исполь зуется замасливатель «парафиновая эмульсия». Нить наматывается на бобину и сразу поступает на жгутовые машины, где разматы вается с требуемым числом сложений при скорости до 350 м/мин. Если применяется жгут на прямом замасливателе, то он изготав ливается так же, как намоточный жгут.
Производительность жгутовой машины Р (в кг/ч) |
определяется |
по уравнениям |
|
Р = 0, ООООбУсряЛСп. в |
( 19.1 ) |
Р = 0 , 0 6 - ^ - К п . в |
|
где ѵср — средняя скорость намотки жгута, м/мин; п — число нитей; Т — тол щина нити, текс; Кп.в — коэффициент полезного времени работы жгутовой ма шины (0,85—0,90); NM — метрический номер нити.
Жесткий холст из рубленых стеклянных нитей — это клееный рулонный материал, равномерный по толщине и состоящий из хао тически расположенных в горизонтальной плоскости отрезков стек лянной нити длиной 30 или 60 мм, скрепленных между собой клеящим составом. Жесткий холст из рубленых стеклянных нитей изготавливается на холстовой конвейерной установке, технологи
ческая |
схема которой показана |
на рис. 19.3. Рассыпающийся жгут |
из бухт |
1 или стеклянная нить |
с размоточных рамок подаются |
в резальное устройство 2, где разрезаются на отрезки длиной 50 мм. Эти отрезки попадают в камеру формования 3 и подсасываются благодаря разрежению в отсосной камере 4 к движущейся сетке приемного конвейера 7, образуя равномерный по толщине и ширине материал. На сформированный слой холста подается раствор жид кого связующего из форсунок 6, совершающих возвратно-поступа-
280