

Конструктивные особенности
Основная конструктивная особенность горизонтально-фрезерных станков - это горизонтально расположенный шпиндельный вал, передающий вращение на режущий инструмент. В качестве последнего в данном случае могут использоваться различные типы фрез:
-
концевые;
-
торцевые;
-
фасонные;
-
угловые;
-
дисковые;
-
цилиндрические.
Все узлы горизонтально-фрезерного станка монтируются на станину, которая, в свою очередь, устанавливается на фундаментную плиту. В корпусе устройства находится коробка скоростей и шпиндельный узел. Для размещения заготовки в оборудовании такого типа обычно применяются салазки с рабочим столом, смонтированные на консоль. Таким образом, движение детали возможно в двух направлениях:
-
перпендикулярно оси шпинделя;
-
параллельно оси шпинделя (вместе с салазками).
Стоит отметить, что в некоторых горизонтально-фрезерных станках предусмотрено поворотное устройство для вращения рабочего стола с заготовкой. Такие модели обычно относят к универсальным фрезерным станкам.
Режущий инструмент (фреза) крепится на оправку в специальном хоботе над столом, а в качестве силовой установки станка обычно используется электродвигатель, установленный в станину.
Применение
Учитывая относительно доступную стоимость оборудования этого класса, купить горизонтально-фрезерный станок могут себе позволить не только промышленные предприятия, но и частные лица, специализированные мастерские, технические учебные заведения. В каждом из вышеперечисленных случаев горизонтально-фрезерные станки используются для решения одной из следующих основных задач:
-
мелкосерийное или единичное производство деталей, метизов, рабочих инструментов, строительных конструкций, декоративных изделий из металла;
-
ремонт узлов, деталей и запасных частей для машин и механизмов;
-
обучение работе на станках данного типа.
Протяжной станок
Протяжной станок - металлорежущий станок для обработки поверхностей различного профиля инструментом - протяжкой. Протяжные станки разделяются на станки общего назначения и специальные, служат для обработки (протягивания) внутренних и наружных поверхностей. В протяжном станке рабочим движением является прямолинейное движение каретки, несущей протяжку, либо заготовки при неподвижной протяжке. Выпускаются модели протяжного станка с горизонтальным и вертикальным расположением кареток (от одной до 6), одно- и многопозиционные (с поворотными столами для установки нескольких деталей). Особую группу протяжного станка составляют станки непрерывного действия - цепные и ротационные.
Основные параметры протяжного станка: тяговая сила, развиваемая кареткой, достигающая у некоторых протяжных станков 1 Мн (100 тс), и длина хода каретки (до 2 м). Скорости протягивания в станках общего назначения составляют 15-20 м/мин, в специальных станках - до 90 м/мин, в станках непрерывного действия – 1,5-15 м/мин. Привод станка обычно гидравлический, в высокоскоростных станках - электромеханический. Протяжные станок применяются в массовом и крупносерийном производстве, обеспечивают высокую точность (1-2-го класса), малую шероховатость обработанных поверхностей (до 8-10-го класса).
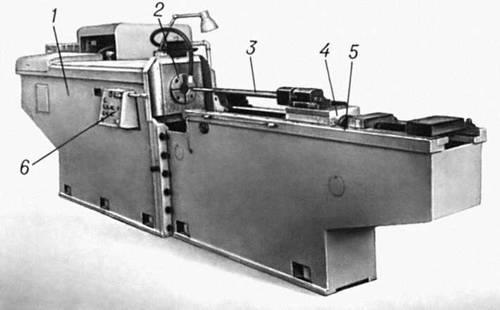
Горизонтальный протяжной станок для внутреннего протягиваня: 1 — станина; 2 — патрон для зажима детали; 3 — протяжка; 4 — каретка; 5 — направляющие; 6 — пульт управления.
Список литературы:
1. Технология конструкционных материалов. Учебник для ВУЗов М.,«Машиностроение», 1977.
2. Ермаков Ю.М. Токарно-винторезные станки. М.: Машиностроение, 1990.