

Метод заливки роторов под давлением
Является наиболее часто применяющимся способом. Под давлением удается залить роторы с такими узкими пазами, которые трудно или невозможно заполнить статистическим и центробежным способом. Применяются различные машины для заливки роторов под давлением. Примеры машин представлены на рисунках 9, 10 и 11.
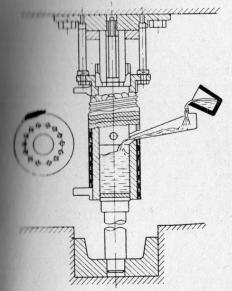
Рисунок 9 – Схема заливки ротора под давлением
1 – толкатель; 2 – держатель; 3 – пружина; 4 – оправка; 5 – вкладыш; 6 – пакет ротора; 7 – обойма; 8 – вкладыш; 9 – пуансон; 10 – стакан
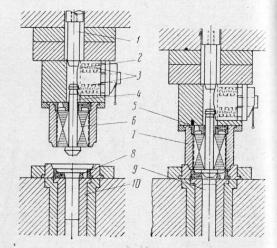
Рисунок 10 – Машина литья под давлением с противоплунжером
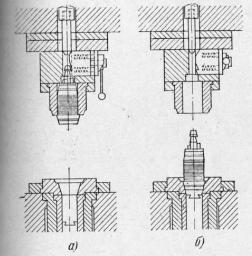
а – в верхнем положении пакет удерживается с помощью кулачков; б – залитый ротор с оправкой после заливки остается на заливочном плунжере
Рисунок 11 - Машина литья под давлением с противоплунжером для заливки роторов
При заливке на машинах литья под давлением листы пакета ротора свободно насаживаются на оправку и помещаются в прессформу машины и при ее закрытии спрессовываются. Прессформы выполняются таким образом, что после заливки при раскрытии прессформы автоматически происходит выпрессовка оправки из залитого ротора и одновременно отрывается литник. Для данного метода необходимо плавное смыкание полуформ, высокое конечное давление прессования, устранение облоя, обеспечивающееся применением специального распределительного устройства, управление машиной с помощью электрогидравлической системы. У каждой литейной машины имеется индукционная печь, которая позволяет четко соблюдать температуру металла. В машинах с противоплунжером (рисунки 10, 11) облегчена смена формы.
Важным преимуществом литья под давлением является возможность одновременной заливки нескольких роторов малых габаритов в одной форме в виде гроздьев. Роторы двигателей малых размеров заливаются непосредственно на рабочем валу без оправок.
Таким образом, данный метод является высокопроизводительным и экономичным, может быть легко механизирован и автоматизирован.
Литье короткозамкнутого ротора асинхронной машины 4а180
Современным способом заливки роторов для данных машин является заливка ротора под давлением на установке горизонтального типа в полуавтоматическом режиме. Данная установка изображена на рисунке 12.
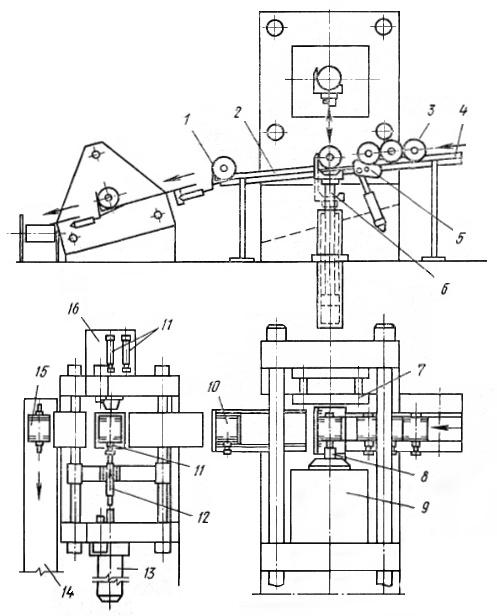
1 – упор; 2 – транспортер; 3 – ротор; 4 – наклонный транспортер; 5 – отсекатель; 6 – гидравлическое подъемное устройство; 7 – прессформа; 8 – центральный выталкиватель; 9 – прессформа; 10 – позиция ротора; 11 – сборочная оправка; 12 – вал; 13 – пресс; 14 – транспортер; 15 – готовый ротор; 16 – стол
Рисунок 12 - Схема полуавтоматической установки для заливки роторов диаметром до 200 мм
Роторы 3, собранные на оправке, привозят на данный участок на поддонах. Рабочий надевает брезентовые рукавицы, подходит к установке и запускает ее. Рабочий берет руками один ротор, осматривает его на наличие перекрытия пазов или смещения листов и помещает его на наклонный транспортер 4. Отсекатель 5 подает роторы по одному на гидравлическое подъемное устройство 6, которое поднимает ротор до уровня раскрытых прессформ 7 и 9. Центральный выталкиватель 8 прессформы захватывает ротор за оправку и втягивает в полость прессформы 9. Затем подъемное устройство опускается, прессформа смыкается, и происходит заливка ротора алюминием. После остывания отливки прессформа раскрывается, при этом отделяется литник. Ротор выталкивается из прессформы и поступает на подъемное устройство, которое к этому моменту поднимается. Далее подъемное устройство опускается ниже транспортера 2, и ротор скатывается до упора 1. Из позиции 10 ротор подается на пресс 13, где происходят выпрессовка сборочной оправки 11 и одновременно запрессовка вала 12 электродвигателя. Выпрессованные сборочные оправки складываются на стол 16. Готовый ротор 15 выдается на транспортер 14. Рабочий подходит к транспортеру и осматривает ротор на наличие брака.