

Статический метод (литье в кокиль)
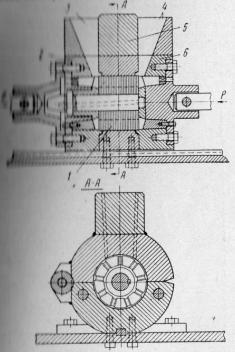
Такой метод применяется при изготовлении малых партий роторов и при изготовлении роторов больших размеров. При таком способе расплавленный металл заполняет форму только под действием силы тяжести, поэтому отливки часто получаются некачественными. Повышение же температуры сплава для увеличения его жидкотекучести неприемлемо, так как окисление находится в прямой зависимости от температуры. Высокий нагрев пакета ротора также не применяется, он приводит к образованию усадочных трещин, образованию окалины, которая может попадать в пазы. Различают 2 способа заливки ротора в кокиль: вертикальный и горизонтальный. Чаще применяется вертикальная заливка ротора. Кокиль состоит из верхней и нижней частей. Установка представлена на рисунке 1.

1 – поршень; 2 – основание гидравлического пресса; 3 – нижняя подвижная плита; 4 – подвижная плита; 5 – нижняя часть формы; 6 – бандаж; 7 – верхняя часть формы; 8 – верхняя подвижная плита; 9 – литниковая чаша; 10 – пакет ротора; 11 – оправка
Рисунок 1 – Установка и кокиль для вертикальной заливки ротора
В нижнюю часть кокиля вставляется нагретый пакет ротора. Рубашка и верхний кокиль надеваются на пакет и затем части кокиля и пакет скрепляют тягами или сжимают на прессе. Через литниковую чашку заливают алюминием собранную форму. Подвод металла осуществляется сверху, снизу и комбинированный подвод. Пакет листов электротехнической стали, собранный на оправку, спрессовывается, затем прогревается равномерно в шахтной печи до температуры 350 – 400 оС. Очень длинные пакеты и пакеты с узкими пазами прогревают до 500 – 550оС. В прогретый до 200 – 290оС кокиль устанавливают нагретый пакет. Металл заливают через литниковую чашу. В верхнем и нижнем кокилях выполнены газоотводные каналы от каждой лопатки для выхода из формы воздуха и газов.
Для устранения насыщения алюминия железом кокили, тигли и ковши покрываются обмазкой. Рекомендуется устанавливать кокиль под наклоном, чтобы металл свободно поступал в пазы.
При заливке в кокиль открытые пазы предпочтительнее закрытых, так как упрощается выход воздуха из формы. Газы, скапливающиеся в закрытых пазах, препятствуют хорошей проливке и получению плотного металла стержня.
При горизонтальной заливке кокиль состоит из правой и левой подвижных частей, литниковой чаши и центральной цилиндрической части, которая состоит из двух частей. Установка представлена на рисунке 2.
1 – пакет ротора; 2 – левая часть кокиля; 3 – литник; 4 – прибыль; 5 – центральная часть кокиля; 6 – правая часть кокиля
Рисунок 2 – Кокиль для горизонтальной заливки роторов
Предварительно подогретый пакет ротора вставляется специальным приспособлением в неподвижно закрепленную цилиндрическую часть. Сверху опускается верхняя часть, включается пневматический цилиндр, который замыкает подвижную боковую часть кокиля.
Заливка производится через литниковую чашу. Металл, заполнив пазы ротора, короткозамыкающее кольцо, выходит в установленную на втором кольце прибыль. Прибыль необходима для удаления воздуха из формы и для питания кольца. Для направленного затвердевания отливки присутствует технологическое пополнение (утолщение), находящееся под прибылью и литниковой чашей. Прибыли отделяют от отливки на специальном станке.
Таким образом, литье в кокиль применяется для заливки роторов различных габаритов, отличается простотой и не требует большого количества операций. Но применение данного способа ограничено конструкцией ротора, размерами и сечением пазов и короткозамыкающих колец.