

книги из ГПНТБ / Титов, Н. Д. Технология литейного производства учебник для машиностроительных техникумов
.pdfГ Л А В А V
ЛИТНИКОВЫЕ СИСТЕМЫ И ПИТАНИЕ ОТЛИВОК
§ 1. ЭЛЕМЕНТЫ ЛИТНИКОВОЙ СИСТЕМЫ
Одним из важнейших условий получения качественной отливки является правильное устройство литниковой системы. Литниковая система служит для плавного подвода жидкого сплава в полость литейной формы и питания отливок в процессе кристаллизации. Место подвода сплава к отливке во многом определяет ее плот
ность, |
внешний |
вид и образование различных литейных пороков. |
||||||||||
|
|
|
|
Выбор |
литниковой |
системы, |
||||||
|
|
|
|
обеспечивающей |
получение |
от |
||||||
|
|
|
|
ливок хорошего качества, яв |
||||||||
|
|
|
|
ляется наиболее сложной частью |
||||||||
|
|
|
|
литейной |
технологии. |
Поэтому |
||||||
|
|
|
|
формовщик, мастер и технолог |
||||||||
|
|
|
|
при выборе литниковой системы |
||||||||
|
|
|
|
должны |
учитывать |
особенности |
||||||
|
|
|
|
литейной технологии. |
|
|
|
|||||
|
|
|
|
Правильно построенная лит |
||||||||
|
|
|
|
никовая |
система |
должна |
удов |
|||||
|
|
|
|
летворять |
следующим |
требова |
||||||
|
|
|
|
ниям: |
1) |
обеспечивать |
хорошее |
|||||
|
|
|
|
заполнение |
формы |
металлом и |
||||||
|
|
|
|
питание отливки в процессе ее |
||||||||
|
|
|
|
затвердевания; |
2) |
способство |
||||||
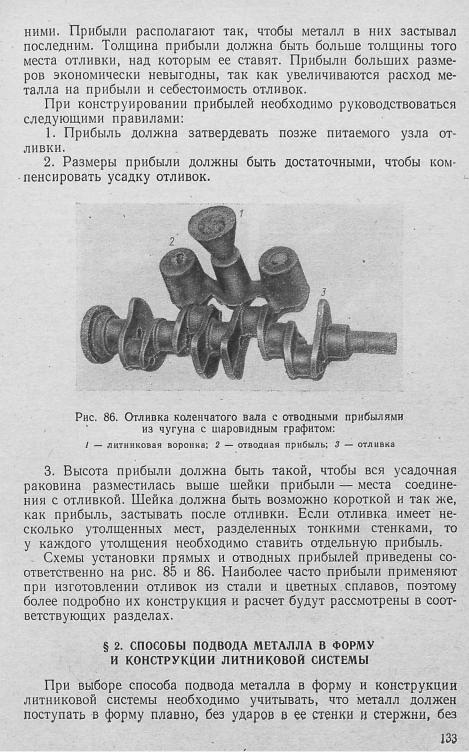
Рис. 81. |
Чугунная отливка с литнико |
вать получению отливки |
с точ |
|||||||||
|
вой системой: |
ными |
размерами, |
|
без |
поверх |
||||||
/ — литниковая |
воронка; 2 — стояк; |
ностных дефектов (засоров, ужи- |
||||||||||
3 — шлакоуловитель; |
4 — питатель; |
|||||||||||
5. — выпор; |
|
6 — отливка |
мин, |
шлаковых |
включений |
и |
||||||
|
|
|
|
др.); |
3) способствовать |
направ |
||||||
ленному затвердеванию отливки; 4) расход металла на |
литнико |
|||||||||||
вую систему должен быть минимальным. |
|
|
|
|
|
систе |
||||||
На |
рис. 81 |
приведена чугунная отливка 6 с литниковой |
||||||||||
мой. К подводящим элементам литниковой системы относятся литниковая воронка 1, стояк 2, шлакоуловитель 3, питатели 4. Эти элементы должны обеспечивать заданный расход металла, опре деленную линейную скорость его движения и задерживать шлак.
Литниковая воронка для мелких отливок и литниковая чашарезервуар для крупных отливок предназначены для приема струи металла, вытекающего из ковша, и задержания шлака, попадаю щего вместе с металлом в чашу. При полной до краев чаше в стояк поступает чистый металл, а легкий шлак находится наверху. Кроме того, обеспечивается непрерывная подача металла в форму при одном и том же напоре. Для задержания шлака отверстия стояков иногда закрывают чугунными пробками (рис. 82), тонкими жестя ными пластинками. Пробки открывают после того, как вся чаша
130
заполнится металлом, пластинки же расплавляются горячим метал лом. Форму необходимо заполнять металлом по возможности быстро, при этом металл должен иметь достаточную температуру.
Во время заливки металла литниковая чаша обязательно должна быть полной. При недостаточно большой глубине металла в чаше
образуется воронка, через которую воздух и шлак, плавающий на поверхности металла, могут попасть в стояк и затем в отливку (рис. 83, а). Для мелких отливок, особенно в условиях массового производства, шлак в чаше задерживают фильтровальными сет ками (рис. 83, б), которые изготовляют из стержневой смеси.
Стояк — вертикальный канал, передающий металл из воронки к другим элементам литниковой системы. Его выполняют несколько суживающимся книзу для удобства формовки и обеспечения гидравличе ского напора в литниковой системе.
Конусность стояка 2—4%. При изго товлении крупных отливок стояк и другие элементы литниковой системы часто выполняют из стандартных ша мотных трубок-кирпичей.
Шлакоуловитель служит для за держания шлака и передачи из стоя ка металла, свободного от шлака, к питателям; располагается в горизон
тальной плоскости. Обычно шлакоуловитель выполняют в верх ней полуформе, а питатели — в нижней. Поперечное сечение шлакоуловителей делают трапецеидальным. В процессе запол нения формы металлом для лучшего задержания шлака шлако уловитель должен быть обязательно заполнен металлом. Это обеспечивается соответствующим соотношением сечений стояка, шлакоуловителя и питателя (рис. 84). Если расход металла через стояк 1 больше расхода через питатели 2, то шлакоуловитель за полняется металлом (рис. 84, а) и шлак 3, всплывая, задерживается в нем. Если расход через стояк меньше расхода через питатели, то
б * |
131 |
шлакоуловитель будет незаполненным (рис. 84, б) и шлак попадет в отливку. Таким образом, для задержания шлака сечение стояка должно быть больше сечения шлакоуловителя, а сечение шлако уловителя больше суммарного сечения питателей. Такую литнико вую систему называют запертой.
Рис. 84. Схема движения металла в заполненном (а) и не
заполненном (б) шлакоуловителе
Питатели (литники) — это каналы для подачи жидкого металла непосредственно в полость формы. Сечение питателей должно быть такой конфигурации, чтобы металл плавно поступал в полость формы, мало охлаждался на пути от шлакоуловителя к отливке, а после затвердевания ее питатели легко отламывались от отливки.
Практикой установлено, что наилучшая
|
конфигурация поперечного сечения пи |
||||||
|
тателей — трапеция |
с переходом в ши |
|||||
|
рокий прямоугольник в месте сопряже |
||||||
|
ния с отливкой. |
Для |
лучшего отделе |
||||
|
ния питателей от отливок, в случае если |
||||||
|
толщина ее тела меньше полуторной вы |
||||||
|
соты питателя |
в |
месте |
его |
|
подвода к |
|
|
отливке, на питателях на расстоянии |
||||||
|
2—2,5 мм от отливки делают |
пережим. |
|||||
|
Выпоры служат для вывода газов из |
||||||
|
полости формы и для питания отливки. |
||||||
Рис. 85. Чугунная отливка |
Они же уменьшают динамическое дав |
||||||
с прямой прибылью: |
ление металла |
на |
форму и |
сигнализи |
|||
/ — отливка; 2 — литниковая |
руют о конце заливки. |
В |
зависимости |
||||
чаша; 3 — стояк; 4 — питатель; |
|||||||
5 — прибыль |
от величины формы ставят один или |
||||||
|
несколько выпоров. |
Сечение |
выпора в |
||||
основании обычно составляет 1/2—1/4 сечения стенки отливки. Выше основания сечение выпора увеличивается.
К числу элементов литниковой системы, обеспечивающих пи тание отливки жидким металлом в процессе ее затвердевания, относятся питающие выпоры и прибыли.
Прибыли и питающие выпоры применяют для отливок из бе лого низкоуглеродистого, легированного, высокопрочного чугуна, а также для толстостенных отливок из серого чугуна. Они слу жат для питания утолщенных мест отливки, застывающих послед
132
завихрений, с заданной скоростью подъема уровня в форме, а
также обеспечивать последовательное удаление воздуха |
и газов |
из формы. Кроме этого, способ подвода металла должен |
обеспе |
чивать направленное затвердевание отливки с учетом ее конструк ции п свойств сплава, из которого она изготовляется.
Металл обычно подводят в тонкое сечение отливки для вырав нивания скорости охлаждения ее отдельных частей. Проходя через тонкое сечение отливки, металл разогревает в этом месте форму, более холодные его порции поступают в массивные сече ния отливки. Скорости охлаждения тонкого сечения в нагретой части формы и более массивного сечения отливки, заполненного несколько охладившимся металлом, выравниваются, что способствует
получению более качественной от
5 |
1 |
ливки, |
уменьшению |
внутренних |
|||
|
|
напряжений в ней и коробления. |
|||||
|
|
Однако при изготовлении отли |
|||||
|
|
вок с |
массивными узлами |
наряду |
|||
|
|
с подводом металла в тонкое сече |
|||||
|
|
ние применяют и подвод его в толс |
|||||
|
|
тое сечение, под прибыль, для того |
|||||
|
|
чтобы находящийся в прибыли ме |
|||||
|
|
талл более |
длительное время оста |
||||
Рис. 87. Литниковая система с под |
вался в жидком состоянии и посту |
||||||
водом металла по плоскости разъе |
пал из прибыли в пустоты, обра |
||||||
ма формы: |
|
зующиеся |
вследствие |
усадки |
от |
||
1 — литниковая воронка; |
2 — стояк; |
ливки (т. е. питал ее). |
|
|
|
||
3 — шлакоуловитель; 4 — питатель; |
|
в |
фор |
||||
5 — выпор; 6 — отливка |
Металл, |
поступающий |
|||||
му, не должен заливать знаковых частей стержня и препятствовать выходу газов из стержня и формы. Скорость подъема металла в форме должна быть достаточной для того, чтобы образующиеся газы и воздух, находящийся в полости формы, могли свободно выйти из формы. Вместе с тем медленная заливка формы металлом может привести к потере жидкотекучести
металла, незаполнению |
тонких сечений, |
а в |
крупных |
формах |
с развитой поверхностью |
зеркала металла — к |
нагреву |
стенок |
|
формы излучением металла, появлению |
«ужимин» и засоров в |
|||
отливке.
Литниковые системы делят на системы с подводом металла по плоскости разъема, сифонные, дождевые, комбинированные и ярус ные. Каждой из них присущи определенные преимущества и недо статки. Выбор литниковой системы зависит от конфигурации, назна чения и материала отливки.
Литниковые системы с подводом металла по плоскости разъема (рис. 87) являются наиболее простыми и широко применяются для большинства форм, имеющих глубину от линии разъема до 200 мм (допустимая высота, с которой входящий в форму расплавленный металл падает на дно формы, не причиняя ей сколько-нибудь замет ных разрушений). В случае применения этой литниковой системы
134
следует учитывать массу металла и давление его на стенки формы, которое зависит от высоты стояка.
Сифонная литниковая система (рис. 88) обеспечивает спокойное заполнение металлом формы, ее применяют для мелких и крупных отливок. В массовом производстве мелких отливок на формо вочных машинах сифонную литниковую систему применяют редко, так как она требует изготовления специальных стержней. Сифон ную литниковую систему широко используют при ручной фор мовке. Принцип сифонной литниковой системы заключается в том, что металл подводится к нижней части отливки. Например, при литье шестерни с литым зубом исключается подвод питателя к зубьям шестерни, питатель необходимо подводить снизу к муфте.
Рис. 88. Сифонная литниковая си |
Рис. 89. Дождевая литнико |
|||
стема для чугунной отливки паро |
вая система для отливки чу |
|||
вой |
турбины: |
|
гунного цилиндра: |
|
I — литниковая |
чаша; |
2 — стояк; |
/ — отливка; 2 — литниковая |
|
3 — шлакоуловитель; |
4 — питатели |
чаша; |
3 — шлакоуловитель; |
|
|
|
|
4 — питатели; 5 — выпор |
|
Дождевые литниковые системы широко применяются при ручной формовке средних и крупных отливок, таких как маховики, ше стерни, цилиндры и т. д. Металл подается в форму сверху, через ряд отверстий малого диаметра, выполненных в верхней опоке или в специальном литниковом стержне (рис. 89). Дождевая лит никовая система имеет недостаток: при падении струй металла на дно формы или зеркало металла возможно разбрызгивание и обра зование «корольков» — капель затвердевшего металла на стенках формы, не сваривающихся с основным металлом отливки. Поэтому на практике применяют комбинированную литниковую систему: используют одновременно дождевую систему и сифонную. Преиму щество дождевой литниковой системы — равномерное заполнение расплавленным металлом всей формы без перегрева отдельных ее
/ |
135 |
частей движущимся металлом. Благодаря этому отливка получается плотной, без газовых раковин и шлаковых включений, кроме того, уменьшаются пористость и усадочные раковины в отливках.
Комбинированные литниковые системы (рис. 90) применяют для высоких тонкостенных отливок. В начале заливки форма за полняется металлом через сифонную литниковую систему, а затем через дождевую. Благодаря такому заполнению форма не разрушается и в ней не образуются корольки. По
Рис. 90. Отливка с комбинированной литни |
Рис. 91. Ярусная литни |
||||
|
ковой |
системой: |
ковая |
система: |
|
/ — литниковая |
чаша; |
2 — стояк; 3 — верхний |
/ — литниковая |
воронка; |
|
литниковый канал; 4 — верхний шлакоуловитель; |
2 — стояк; |
3 — питатели; |
|||
5 — питатели; |
6 — нижний шлакоуловитель |
4 — отливки |
|||
мере заполнения формы уровень металла в распределительных стояках поднимается, и с определенного момента начинают работать верхние питатели.
Ярусные литниковые системы (рис. 91) применяют при стопочной формовке мелких отливок.
Способ подвода металла в форму, конструкция и размеры эле ментов литниковой системы, а также выпоров и прибылей зависят не только от конфигурации и размеров отливки, но и от свойств сплава, из которого изготовляется отливка. Особенности литниковопитающих систем для отливок из ковкого чугуна, стали и цветных сплавов рассмотрены в соответствующих разделах.
§ 3. МЕТОДЫ РАСЧЕТА ЛИТНИКОВЫХ СИСТЕМ ДЛЯ ОТЛИВОК ИЗ СЕРОГО ЧУГУНА
При разработке технологии изготовления отливки технологлитейщик должен выбрать способ подвода жидкого металла в форму и определить размеры элементов литниковой системы. Последнее
13 6
приобретает важное значение не только потому, что литниковая система оказывает непосредственное влияние на качество отливки, но и потому, что расход металла на литниковые системы в зависи мости от массы отливки можетсоставлять значительную величину
(рис. 92).
Коэффициентом выхода годного металла считают отношение массы годных отливок к массе жидкого металла, израсходованного
на отливку, литники, |
прибыли, на бракованные отливки и скрап |
||||
(брызги, сплески, остатки в ковше). |
Коэффициент выхода годного |
||||
металла всегда меньше 1 и в |
|
||||
среднем составляет при произ |
|
||||
водстве простых массивных от |
|
||||
ливок, например чугунных плит, |
|
||||
изложниц, |
0,85—0,95, |
отливок |
|
||
простой |
конфигурации из стали |
|
|||
0,75—0,85, |
крупных |
чугунных |
|
||
машиностроительных |
отливок |
|
|||
0,65—0,75, |
крупных |
стальных |
|
||
машиностроительных |
отливок |
|
|||
0,55—0,65, мелких чугунных от |
|
||||
ливок 0,45—0,55, мелких сталь |
|
||||
ных отливок 0,35—0,45. |
|
||||
Коэффициент выхода годного |
|
||||
является |
важным |
показателем |
|
||
совершенства технологии. Необ |
|
||||
ходимо |
стремиться |
повысить |
|
||
коэффициент выхода |
годного, |
|
|||
сокращая |
расход |
металла на |
|
||
ЛИТНИКИ, |
прибыли, |
брак ОТЛИ- |
2 — единичных |
||
вок и т. д.
Определение размеров поперечного сечения элементов литнико вой системы имеет большое технико-экономическое значение, так как правильно назначенные размеры литниковой системы позволяют не только снизить расход металла на литники, выпоры и т. д., но и снизить брак отливок.
Задача определения точных размеров литниковой системы в каж дом конкретном случае является трудновыполнимой вследствие сложности явлений, происходящих при заполнении формы жидким металлом. Поэтому на практике используют упрощенные методы, основанные на следующих допущениях. Жидкий металл рассматри вается как идеальная жидкость с постоянной вязкостью; тепловое взаимодействие металла и формы (охлаждение металла и нагрев формы) при ее заполнении не учитывается; движение жидкого ме талла рассматривается как движение тяжелой жидкости по закры тым и открытым каналам формы.
Расчет литниковой системы по способу Озанна-Диттерта. Прежде всего находят суммарное сечение питателей, а затем размеры осталь ных элементов литниковой системы (стояка и шлакоуловителя).
137
Суммарное сечение питателей находят по формуле
Fn |
о |
G |
" |
уса |
(6) |
1’Т|Л V 2 g H р ’ |
где G — масса отливки, г; у — плотность металла, для расплавлен ного чугуна у = 7 г/см3; о —скорость истечения металла, см/с; р — коэффициент сопротивления; т — продолжительность заливки, с; g — ускорение свободного па дения, см/с2; Яр — расчетный
статический напор, см.
в)
металла при заливке
Неизвестными в формуле (6) являются Яр, р, т. Расчетный ста тический напор зависит от размера отливки и определяется из сле дующего соотношения:
|
2Н С — Р 2 |
Р*_ |
(7) |
|
|
2С |
= Н ■ 2С |
|
|
где Я — высота стояка от места |
подвода |
металла |
в форму, см; |
|
С — высота отливки, см; |
Р — высота отливки от |
места подвода |
||
металла в форму, см. |
Р = С (рис. 93, |
а) |
|
|
При сифонной заливке |
|
|||
при заливке сверху Р = 0 (рис. 93, б)
ЯР = Я.
При подводе металла по плоскости разъема формы (рис. 93, в)
при Р = у
н г = н ~ Т -
Время заливки формы тонкостенных, сложных по конфигурации отливок со стенками толщиной 2,5—15 мм и массой до 450 кг опре-
138
деляют по формуле
x = sVG,
где G — масса отливки с литниками, кг; s — коэффициент, учиты вающий толщину стенок отливки; при толщине стенок 2,5—3,5 мм, 3,5—8,0 мм, 8—15 мм коэффициент s соответственно равен 1,68;
1,85; |
2,2. |
|
|
|
|
Для средних и крупных отливок массой до 1000 кг |
|||||
|
|
|
т — s]/ G6, |
|
(7а) |
где 6 — толщина |
отливки, |
мм; |
|
|
|
|
б, мм |
До 10 |
20 |
40 |
До 80 и выше |
|
s |
1,0 |
1,35 |
1,5 |
1,7 |
Значительно труднее определить коэффициент р, который харак теризует общее гидравлическое сопротивление формы движущемуся металлу и зависит от сопротивления в литниковой системе рх и со противления в форме р2:
р = papa-
Исследованиями было установлено, что для чугунных отливок среднее значение р = 0,75 н- 0,85, т. е. потери в литниковой системе на трение в каналах, повороты, завихрение, сужение струи и др. составляют приблизительно 20%. Коэффициент р2 формы зависит прежде всего от конфигурации отливки, количества выделяющихся газов из формы, газопроницаемости и влажности смеси, завихрений и ударов металла в форме. Величину р невозможно подсчитать, поэтому ее принимают для расчетов на основании практических дан ных. Например, для тонкостенных чугунных отливок (стенки тол щиной до 10 мм) с большим сопротивлением формы р = 0,34.
Подставляя значение р в формулу (6), а также значение т, у, получим
п0,34s VG- 0,31 / Я р ■
Обозначим о з| 34s через х, тогда формула примет следующий
вид:
РxVG '
пК я р •
При толщине стенок отливки 2,5—3,5 мм; 3,5—8,0 мм; 8—15 мм х соответственно равняется 5,8; 4,9; 4,3.
Из формулы видно, что при одной и той же массе отливки, но с уменьшением толщины стенки суммарная площадь питателей увеличивается и наоборот.
По найденной площади питателей Fn находят площадь шлако уловителя Fmjt и стояка Кст для отливок:
139