

MetodVorobev1
.pdf4.13 ОПРЕДЕЛЕНИЕ МАССЫ ПАДАЮЩИХ ЧАСТЕЙ МОЛОТА.
Для открытой штамповки круглых в плане поковок [16]; [17],:
Gп.ч. = 5,7 ×10−5s S (1 - 0,0005Dп ) ×{3,75(b + Dп / 4)(75 + 0,001D2 п ) +
+ Dп (b2 / 2 + bDп / 4 + +D2 п / 50) ln[1 + 2,5(75 + 0,001D2 п ) / Dпh0 ]}, кг
где Dп – диаметр поковки, мм
sS – напряжение деформирования при температуре ковки, МПа b, h0 – ширина и толщина мостика облойной канавки, мм h0=h3 (см. п.2.9)
4.13.2 Для некруглых в плане поковок [18]:
Gï .÷ . |
= 5,7 ×10−5 σ S |
(1 - 0,0005Dï ) ×{3,75(b + Dïð / 4)(75 + 0,001D 2 ïð |
) + |
|
|
||||
+ D |
ïð |
(b 2 / 2 + bD |
ïð |
/ 4 + D 2 ïð / 50) ln[1 + 2,5(75 + 0,001D 2 ïð ) / D |
ïð |
h |
]}(1 + 0,1(l |
n |
/ b )1 / 2 ), êã |
|
|
|
0 |
|
ñð |
||||
где Dпр =1,13ÖFn – приведенный диаметр, мм |
|
|
|
|
|
||||
Fn – |
|
площадь проекции поковки в плане, мм2 |
|
|
|
|
|
||
ln, lср -длина и средняя ширина поковки в плане, мм ln·lср= Fn |
|
|
|||||||
bср= Fn./ ln – средняя ширина поковки, мм
sS – предел прочности материала при температуре штамповки, МПа
В мелкосерийном производстве допускается применение штамповочных молотов с меньшей массой падающих частей при условии увеличения числа ударов.
Для закрытой штамповки круглых в плане поковок масса падающих частей молота (Gп.ч.) определяется по формуле
Gп.ч. = 0,102σ S Dп (1 − 0,005Dп )(0,75 + 0,001D2 п ), кг
где Dп – диаметр поковки мм;
sS – напряжение деформирования металла при температуре окончания штамповки, МПа
Для некруглых в плане поковок в предыдущей формуле Dп заменяется на
Dпр=1,13ÖFn
где Dпр– приведенный диаметр некруглой в плане, мм
Fn – площадь некруглой в плане поковки в плоскости разъема штампа,
мм2
В табл. П.31. приведены значения sS для некоторых марок сталей и бронз. Проверить правильность расчета массы падающих частей молота можно
по табл. П.32.
По вычисленному значению G. выбирается вес падающих частей стандартного молота, округление производится а сторону увеличения до ближайшего значения из ряда: 1; 2; 2,5; 3,15; 4; 6,3; 5; 8; 10 тонн.
31
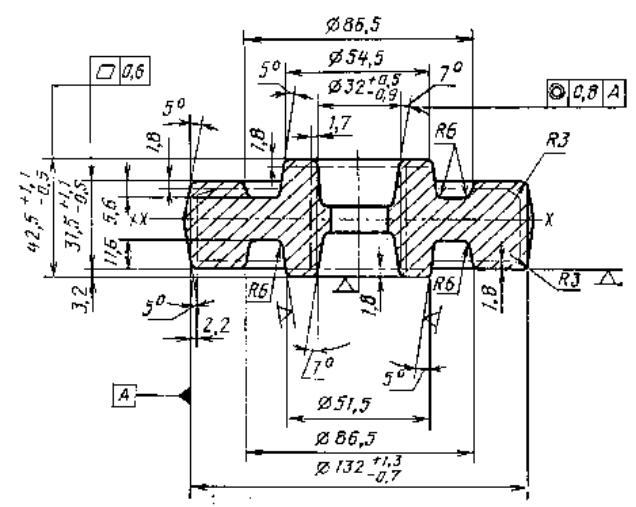
2.14 ОФОРМЛЕНИЕ ЧЕРТЕЖА ПОКОВКИ
Правила выполнения чертежа поковки по ГОСТ 3.1126-88 [17].
Чертёж поковки является основным документом для назначения режима нагрева заготовки, определения мощности оборудования, конструирования штампа и приспособлений для механической обработки.
Пример оформления чертежа поковки представлен на рис.2.12.
Контуры детали на чертеже поковки показывают штрихпунхтирными с двумя точками линиями, причем только один раз в разрезе или сечении поковки. Над размерной линией ставят размер поковки с допусками, проставляются уклоны, радиусы. Указывается место отбора образца для испытания - тонкой линией, место маркировкистрелкой.
Расположение плоскости разъема штампа изображается штрихпунктирной линией, обозначенной на концах знаком х— — х.
На чертеже поковки оговариваются технические условия на форму поковки, наличие заусенца, размеры образца для испытания и др. по ГОСТ
8479-70 [18].
Исходный индекс должен быть указан на чертеже поковки.
Класс точности, группа стали, степень сложности также указываются на чертеже поковки.
Рис.2.12. Пример оформления чертежа поковки.
32
СПИСОК ЛИТЕРАТУРЫ
1.Литейное производство: Учебник/ Под общ.ред. А.М.Михайлова, М.: Машиностроение, 1987. 256с.
2.Орлов П.И. Основы конструирования: Справочно-методическое пособие. Кн. 1/ Под ред. П.Н. Учаева. М.: Машиностроение, 1988. 560с.: ил.
3.Худокормов Д.Н. Производство отливок из чугуна: Учебное пособие.
Минск: Высш.шк., 1987. 199с.
4.Миляев В.М. Особенности производства отливок из стали: Учебное пособие. Свердловск: УПИ им. С.М. Кирова, 1987. 80с.
5.ГОСТ 3.1125-88. Правила графического выполнения элементов литейных форм и отливок. М.: Издательство стандартов, 1988. 20с.
6.ГОСТ 26645-85. Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку. М.: Издательство стандартов,
1986. 18с.
7.ГОСТ 3112-80. Комплекты модельные. Стержневые знаки. Основные размеры. М.: Издательство стандартов, 1981. 12с.
8.ГОСТ 3606-80. Комплекты модельные. Стержневые знаки. Основные размеры. М.: Издательство стандартов, 1980. 24с.
9.Стандарт предприятия СТП УГТУ-УПИ 1-96. Общие требования и правила оформления дипломных и курсовых проектов (работ). Екатеринбург: Изд. УГТУ-УПИ, 1996. 33с.
10.Марочник сталей и сплавов/ В.Г. Сорокин, А.В. Волосникова, С.С. Вяткин и др. М.: Машиностроение, 1989. 640с.
11.Конструкционные материалы: Справочник/ Б.Н. Арзамазов, В.А. Брострем, Н.А. Буше и др. М.: Машиностроение, 1990. 668с.
12.Журавлев В.Н., Николаева О.И. Машиностроительные стали: Справочник. 4-у изд., перераб. и доп. М.: Машиностроение, 1992, 480 с.
13.Пульс цен: еженедельник. Ч.1: Сырье и материалы. Екатеринбург: Издательский дом Абак-пресс.
14.ГОСТ 7505-89. Поковки стальные штампованные. Допуски, Припуски
икузнечные напуски. Введ. 01.07.90. М.: Изд-во стандартов, 1990. 52 с.
15.Справочник технолога-машиностроителя: В 2 т /Под ред. М.В. Сторожева 2-е изд. перераб. М.: Машиностроение, 1986. Т.1. 656 с.
16.Ковка и Штамповка: Справочник: В 4 т. /Под ред. Е.И. Семенова. Т.2.: Горячая объемная штамповка. М.: Машиностроение, 1986. 588 с. .
17.ГОСТ 3.1126-88. Правила выполнения графических документов на поковки. Введ. 01.01.89. М.: Изд-во стандартов, 1988. 4 с.
18.ГОСТ 8479-70. Поковки из конструкционной углеродистой и легированной стали. Общие технические условия.
19.Единая система конструкторской документации: Справочное пособие /С.С. Борушек, А.А. Волков, М.М. Ефремоа и др. 2-у изд., перераб. и доп. М.: Изд-во стандартов, 1989. 352 с.
33

ПРИЛОЖЕНИЯ
П1. Варианты заданий на курсовую (расчетно-графическую) работу
Деталь 1
* - Размеры для справок
1. Цементировать h 0,5..0,8; 56..51HRC;
2. H14, h14, IT14/2
34
Деталь 2
Внешний окружной модуль |
mn |
|
|
|
|
|
|
Число зубьев |
Z |
60 |
|
|
|
|
|
Тип зуба |
|
Прямой |
|
|
|
|
|
Исходный контур |
|
ГОСТ |
|
|
16202-81 |
||
|
|
||
|
|
|
|
Коэффициент смещения |
Х |
0 |
|
|
|
|
|
Угол делительного конуса |
δ |
71°35’ |
|
Угол конуса впадин |
δ f |
69°20’ |
|
Степень точности |
7-C |
ГОСТ |
|
1158-81 |
|||
|
|
||
|
|
|
|
Обозначение чертежа |
|
|
|
сопряженной шестерни |
|
|
|
|
|
|
1. Термообработка, улучшение HB 180..205
2. H14, h14, IT14/2
Деталь 3
35
Деталь 4
Модуль нормальный |
mn |
|
|
|
|
Число зубьев |
Z |
71 |
|
|
|
Угол наклона |
|
12°20’ |
Направление линии зуба |
|
Правое |
|
|
|
Нормальный исходный контур |
|
|
|
|
|
Коэффициент смещения |
Х |
|
|
|
|
Степень точности |
|
|
|
|
|
Делительный диаметр |
d |
|
|
|
|
Деталь 5
Число зубьев |
|
z |
|
|
Сопрягаемая |
|
Шаг |
T |
|
цепь |
|
Диаметр |
D |
|
|
|
ролика |
|
|
Профиль зуба |
|
_ |
со |
|
по ГОСТ 591-69 |
|
|
смещ. |
|
Класс точности |
|
3 |
|
|
по ГОСТ 591-69 |
|
|
|
|
Дивметр делительной |
dz |
|
||
окружности |
|
|
|
|
Сопрягаемая |
|
Ширина |
b |
|
цепь |
|
внутренней |
|
|
|
|
пластины |
|
|
|
|
Расстояние |
Ввн |
|
|
|
между |
|
|
|
|
внутренними |
|
|
|
|
пластинами |
|
|
1.HRC 45..48
2.Неуказанные радиусы 2 мм
3.H14, h14, IT14/2
36
Деталь 6
1. Неуказанные радиусы .2 мм
2. H14, h14, IT14/2
Деталь 7
1 .Неуказанные радиусы .. 3 мм
2 14, IT14/2
37
Деталь 8
1 .Неуказанные радиусы .. 3 мм
2 14, IT14/2
Деталь 9
Модуль нормальный |
mn |
|
|
|
|
Число зубьев |
Z |
118 |
|
|
|
Угол наклона |
β |
9°48′ |
Направление линии зуба |
|
Левое |
Исходный контур |
|
ГОСТ |
|
|
13755-81 |
|
|
|
Коэффициент смещения |
Х |
0 |
|
|
|
Степень точности |
7-С |
ГОСТ |
|
|
16755-81 |
|
|
|
1. Термообработка, улучшение HB 215..240
2. H14, h14, IT14/2
38
Деталь 10
|
|
|
Внешний окружной модуль |
mn |
|
||
|
|
|
|
|
|
|
|
|
|
|
Число зубьев |
Z |
45 |
||
|
|
|
|
|
|
|
|
|
|
|
Тип зуба |
|
|
Прямой |
|
|
|
|
|
|
|
|
|
|
|
|
Исходный контур |
|
|
ГОСТ 13754-68 |
|
|
|
|
|
|
|
|
|
|
|
|
Коэффициент смещения |
Х |
0,4 |
||
|
|
|
|
|
|
|
|
|
|
|
Угол делительного конуса |
δ |
45° |
||
|
|
|
|
|
|
|
|
|
|
|
Угол конуса впадин |
δ f |
|
||
|
|
|
|
|
|
|
|
|
|
|
Степень точности |
7-X |
ГОСТ 1758-81 |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
1. |
HB 220..280 |
|
|
|
|
||
2. |
Неуказанные радиусы 2мм |
|
|
|
|
||
3. |
H14, /h14, IT142 |
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
39
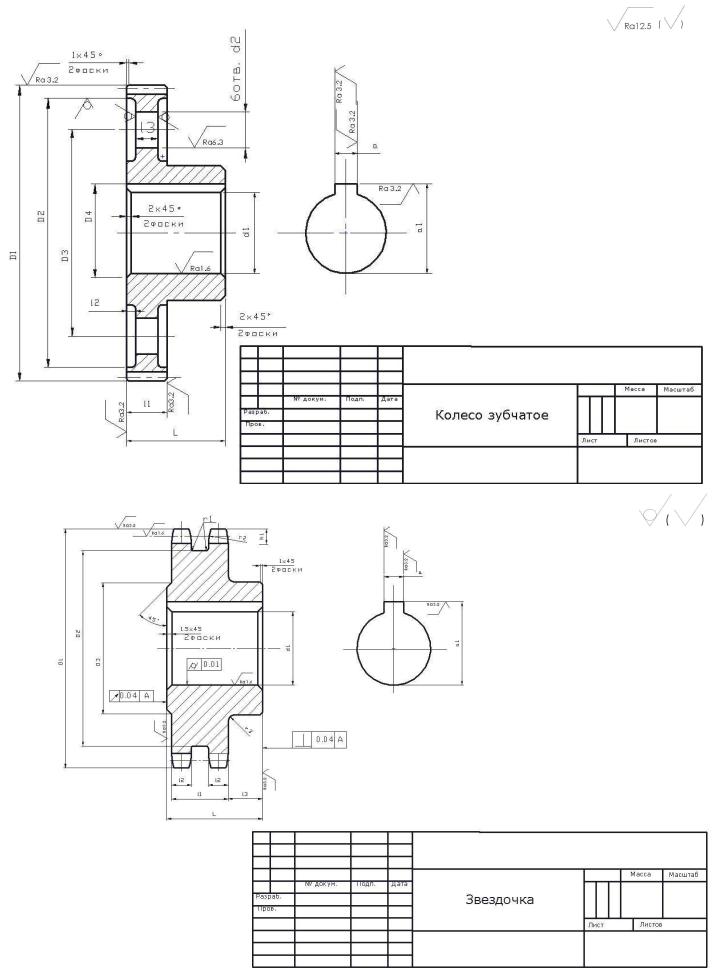
Деталь 1. Звездочка
Размеры |
1 |
2 |
3 |
4 |
5 |
детали, |
|
|
|
|
|
мм |
|
|
|
|
|
D1, h12 |
136 |
210,6 |
288,6 |
382,5 |
508,7 |
D2, h11 |
98,6 |
172,8 |
244,1 |
273,3 |
457,2 |
D3 |
65 |
100 |
120 |
188 |
200 |
d1, h8 |
32 |
50 |
68 |
90 |
112 |
L |
65 |
100 |
130 |
190 |
220 |
l1 |
8 |
12,5 |
16 |
22,5 |
25 |
l2 |
20,8 |
28,5 |
28,5 |
28,5 |
31,4 |
l3 h12 |
17,6 |
23,5 |
23,5 |
23,5 |
26,4 |
h1 |
15,2 |
17,8 |
20,6 |
20,6 |
22,9 |
a |
10 |
14 |
20 |
24 |
28 |
a1(+0,2) |
35,3 |
53,8 |
72,9 |
94,9 |
118,4 |
r1 |
32,4 |
37,8 |
43,7 |
43,7 |
48,6 |
r2 |
1,6 |
2,5 |
2,5 |
2,5 |
2,5 |
Z |
12 |
16 |
19 |
23 |
30 |
T |
31,75 |
38,1 |
44,45 |
44,45 |
50,8 |
D |
19,05 |
22,23 |
25,7 |
25,7 |
28,58 |
dz |
122,1 |
195,3 |
270,0 |
343,4 |
486,0 |
B |
30,2 |
36,2 |
42,4 |
42,4 |
48,3 |
Bвн |
19,05 |
25,4 |
25,4 |
25,4 |
31,75 |
r3 |
3 |
4 |
5 |
5 |
6 |
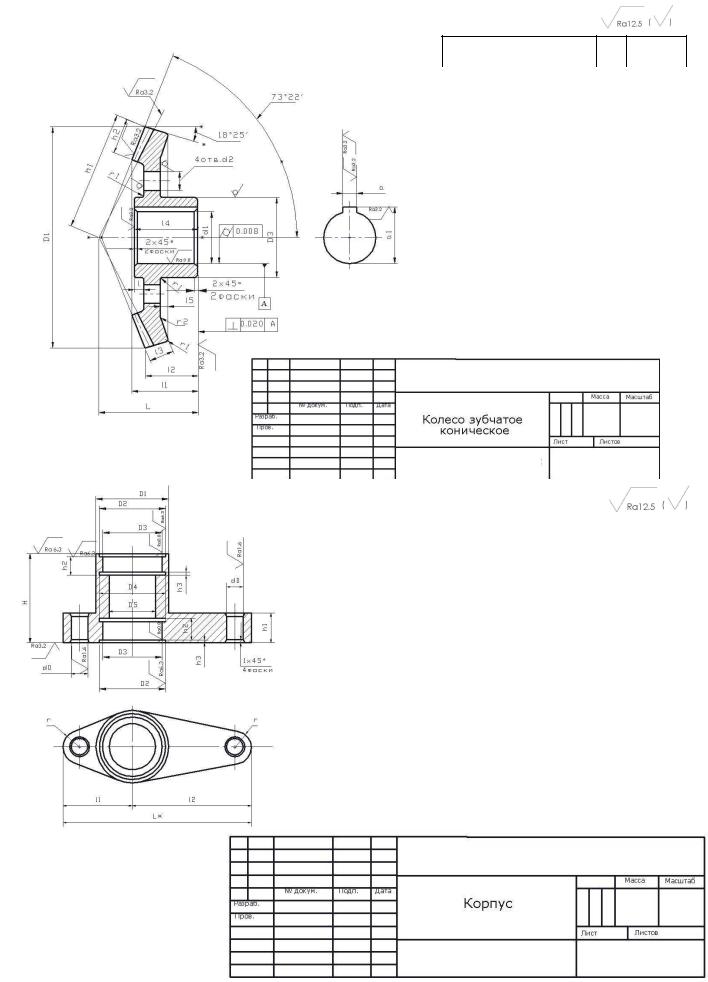
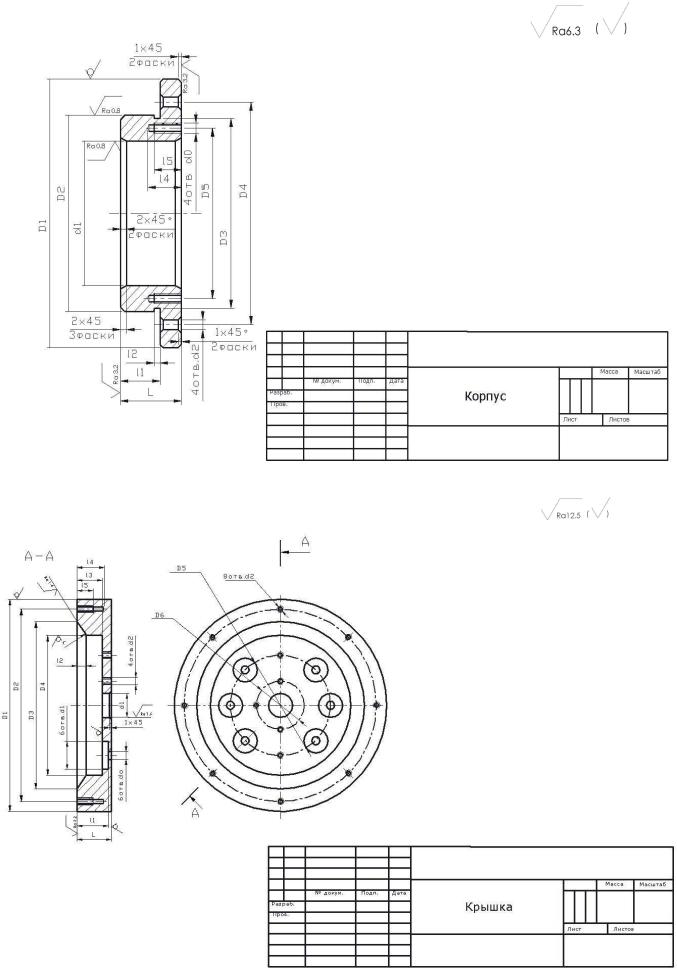
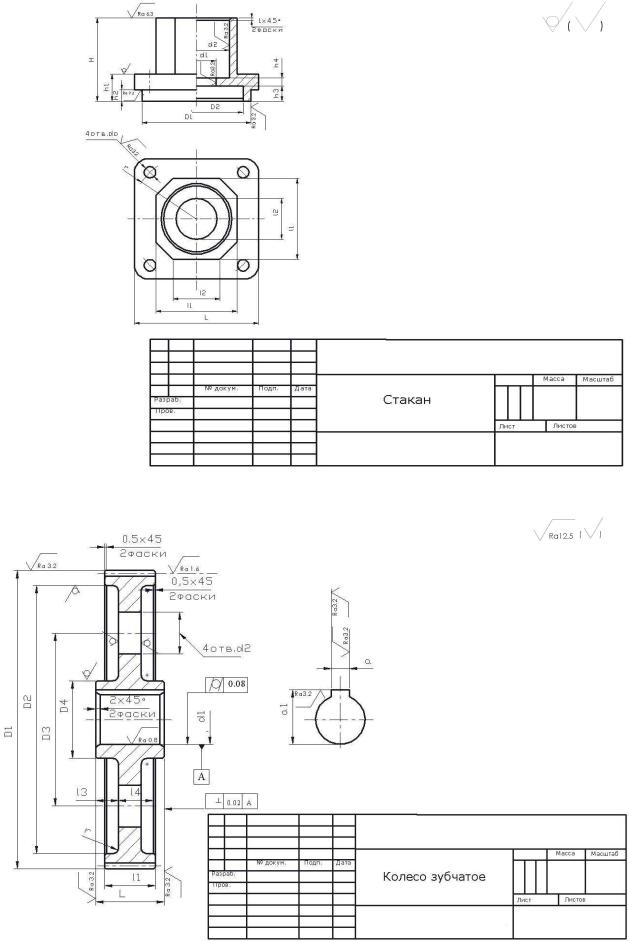
Деталь 3. Корпус
Размеры |
1 |
2 |
3 |
4 |
5 |
детали, |
|
|
|
|
|
мм |
|
|
|
|
|
D1 |
52 |
104 |
156 |
208 |
312 |
D2 |
48 |
96 |
154 |
192 |
308 |
D3 Н6 |
40 |
80 |
120 |
160 |
240 |
D4 |
42 |
84 |
126 |
164 |
252 |
D5 |
32 |
64 |
96 |
128 |
192 |
d0, Н6 |
10 |
20 |
30 |
40 |
60 |
L |
131 |
262 |
393 |
524 |
786 |
l1 |
36 |
72 |
108 |
144 |
216 |
l2 |
71 |
142 |
213 |
284 |
426 |
R |
12 |
24 |
36 |
48 |
72 |
H |
60 |
120 |
180 |
240 |
360 |
h1 |
20 |
40 |
60 |
80 |
120 |
h2 |
13 |
26 |
39 |
52 |
78 |
h3 |
3 |
5 |
8 |
10 |
16 |
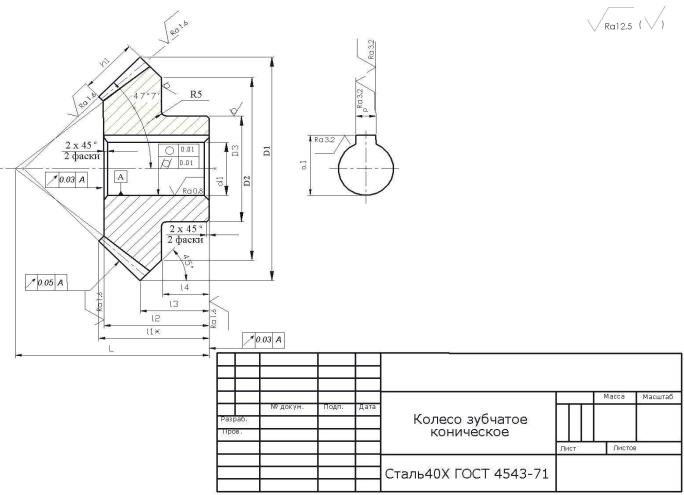
Деталь 2. Колесо зубчатое коническое
Размеры |
1 |
2 |
3 |
4 |
5 |
детали, |
|
|
|
|
|
мм |
|
|
|
|
|
D1 |
153,25 |
183,9 |
245,2 |
367,8 |
613 |
D2 |
80 |
96 |
128 |
192 |
320 |
D3 |
55 |
66 |
88 |
132 |
220 |
d1 H7 |
35 |
42 |
56 |
84 |
110 |
d2 |
10 |
12 |
16 |
24 |
40 |
L |
59,3 |
71,2 |
94,9 |
142,3 |
237,2 |
l |
6 |
7,2 |
9,6 |
14,5 |
24 |
l1 |
44 |
52,8 |
70,4 |
105,6 |
176 |
l2 |
36,7 |
44 |
58,7 |
88,1 |
146,8 |
l3 |
16 |
19,2 |
25,6 |
38,4 |
64 |
l4 |
40 |
48 |
64 |
96 |
160 |
l5 |
5 |
6 |
8 |
12 |
20 |
l6 |
12 |
16 |
20 |
30 |
48 |
aD10 |
10 |
12 |
16 |
22 |
28 |
a1(+0,2) |
38,3 |
45,3 |
60,4 |
89,4 |
116,4 |
mn |
2,5 |
3 |
4 |
6 |
10 |
r1 |
2 |
2,5 |
3 |
5 |
8 |
r3 |
5 |
6 |
8 |
8 |
20 |
h1 |
79,05 |
95,4 |
126,5 |
189,7 |
316,2 |
Деталь 4. Колесо зубчатое
Размеры |
1 |
2 |
3 |
4 |
5 |
детали, |
|
|
|
|
|
мм |
|
|
|
|
|
D1 h8 |
150,26 |
225,4 |
300,5 |
450,8 |
338,1 |
D2 |
130 |
195 |
260 |
|
292,5 |
D3 |
100 |
150 |
200 |
300 |
225 |
D4 |
65 |
98 |
130 |
200 |
146,25 |
d1 H7 |
40 |
60 |
80 |
110 |
90 |
d2 |
25 |
37 |
50 |
75 |
58 |
L |
40 |
60 |
80 |
120 |
100 |
l1 |
20 |
30 |
40 |
60 |
45 |
l2 |
5 |
7 |
10 |
15 |
12 |
l3 |
10 |
15 |
20 |
30 |
23 |
a H10 |
12 |
18 |
22 |
28 |
26 |
a1(+0,2) |
43,3 |
64,4 |
85,4 |
116,4 |
95,4 |
mn |
2 |
3 |
4 |
6 |
5 |
d |
146,26 |
219,4 |
292,5 |
438,8 |
329,1 |
40