

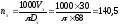
5. Шлифование
На
круглошлифовальном станке мод. 3М131
шлифуется участок вала

 и длиной
и длиной
 .
Припуск на обработку
.
Припуск на обработку
 ,
длина вала
,
длина вала
 .
Способ крепления заготовки – в центрах.
.
Способ крепления заготовки – в центрах.
Сталь 40 Х – закаленная 45…47 HRC.
Шероховатость

 .
.
Круглошлифовальный станок 3М131
Наибольший
диаметр шлифуемой заготовки 280 .
.
Наибольшая
длина заготовки 700 .
.
Мощность
двигателя шлифовальной бабки 7,5
 .
.
КПД
станка  .
.
Частота
вращения круга, об/мин: 1112 и 1285 .
.
Частота
вращения обрабатываемой заготовки
регулируется бесступенчато:
40400
 .
.
Скорость
продольного хода стола регулируется
бесступенчато: 505000
 .
.
Периодическая
поперечная подача шлифовального круга
регулируется бесступенчато:
0,0020,1 .
.
Непрерывная
подача для врезного шлифования: 0,14,5 .
.
Размеры
шлифовального круга

 ,
,
 .
.
1. Выбор шлифовального круга.
Для
круглого наружного шлифования с
продольной подачей (шлифовать с радиальной
подачей нельзя из-за большой длины
шлифуемой поверхности),
параметра шероховатости

 ,
конструкционной
закаленной стали до HRC45
принимаем шлифовальный круг формы ПП,
[2],
,
конструкционной
закаленной стали до HRC45
принимаем шлифовальный круг формы ПП,
[2],
характеристика – 24 А401К, [6],
индекс зернистости – Н, [2],
структура – 5, [6],
класс – А, [2],
Полная маркировка круга ПП24 А40НС15КА 35.
Размеры
шлифовального круга

 ,
,

 (по паспорту
станка).
(по паспорту
станка).
2. Режим резания
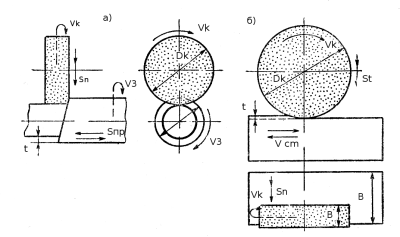
Скорость шлифовального круга Vk =35 м/с [2].
Частота вращения шпинделя шлифовальной бабки


Корректируя по паспортным данным станка, принимаем

 .
.
Окружная
скорость заготовки

 ;
принимаем
;
принимаем
 .
.
Частота вращения шпинделя передней бабки, соответствующая принятой окружной скорости заготовки,

Так
как частота вращения заготовки
регулируется бесступенчато, принимаем

 .
.
Глубина шлифования

 .
.
Принимаем, учитывая бесступенчатое регулирование поперечной подачи шлифовального круга на ход стола,

 .
.
2.4 Продольная подача
 .
.
Принимаем

 .
.
Скорость продольного хода стола

 .
.
С учетом паспортных данных (бесступенчатое регулирование скорости продольного хода стола) принимаем

 .
.
3. Проверка достаточности мощности станка
Мощность затрачиваемая на резание
 [2],
[3],
[2],
[3],
где  – коэффициент, учитывающий условия
шлифования;
– коэффициент, учитывающий условия
шлифования;
 ,
,
 ,
, ,
, – показатели степени;
– показатели степени;
Для круглого наружного шлифования закаленной стали с подачей на каждый ход шлифовальным кругом зернистостью 40, твердостью СМ1
 ;
;
 ;
; ;
; ;
; ,
,
тогда

 .
.
Мощность на шпинделе станка

 .
.
Так
как

 ,
то обработка возможна.
,
то обработка возможна.
4. Основное время


где
 – доля перебега круга, принимаем
– доля перебега круга, принимаем (т.е. половина круга);
(т.е. половина круга);
 – число сторон перебега круга,
– число сторон перебега круга,
тогда


 –
коэффициент
выхаживания
–
коэффициент
выхаживания

 .
.
6.Вывод
Для повышения производительности процесса резания выгодно работать с большими сечениями среза, чем с большими скоростями резания. При больших скоростях резания повышается износ инструмента, тепловыделение и как следствие ухудшение качества обработанной поверхности и низкая стойкость инструмента.
Поэтому первый режим, который следует выбрать это глубина резания t, во вторую очередь подачу S, и на конец скорость V.
Такой порядок выбора режимов резания объясняется тем что глубина, подача и скорость в неодинаковой степени влияет на стойкость инструмента.
Показатели
степени
 соответственноn1>n2>n3,
так как на температуру резания в большей
мере влияет скорость, а значит и на износ
тоже.
соответственноn1>n2>n3,
так как на температуру резания в большей
мере влияет скорость, а значит и на износ
тоже.
Кроме того, при заданном сечении среза более выгодно увеличивать глубину резания, чем подачу.
Однако необходимо учесть, что большое сечение среза скажется на качестве, точности обработки, а так же на силах резания.
7. Список литературы.
Справочник технолога машиностроителя: В 2 т. 3 – е изд., перераб. Т 1 /Под ред. А.Г. Косиловой и Р.К. Мещерякова М.: Машиностроение 1972. 694 с.
Справочник технолога машиностроителя: В 2 т. 3 – изд., перераб. Т 2 /Под ред. А.Н. Малова М.: Машиностроение 1972. 569 с.
Анурьев В.И. Справочник конструктора – машиностроителя: В 3 т. 5 – е изд. перераб. и доп. Т.1 /Под ред. А.Н. Малова М.: Машиностроение 1986.
Металлорежущие инструменты: Учебник для вузов по специальности: "Технология машиностроения", "Металлорежущие станки и инструменты" /Г.Н. Сахаров, В.Б. Арбузов, Ю.Н. Боровой и др. М.: Машиностроение 1989. 328 с.
Ящерицын П.И., Еременко И.Л., Фельцштейн Е.З. Теория резания, физические и тепловые процессы в технологических системах: Учебник для вузов. М.: Высшая школа, 1990. 512 с.
Справочник технолога машиностроителя: В 2 т. 4 – е изд., перераб. и доп. Т.2 /Под ред. А.Г. Косиловой и Р.К. Мещерякова М.: Машиностроение 1985. 496 с.
Бобров В.Ф. Основы теории резания металлов. М.: Машиностроение 1975. 344 с.
Грановский Г.И., Грановский В.Г. Резание металлов: Учебник для машиностр. и приборостр. спец. вузов. М.: Высш. шк. 1985. 304 с.
Общие машиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках. Ч. 1 – 3. 3 – е изд. М.: ЦЕНТНИИ труда, 1978. 360 с.
Нефедов Н.А., Осипов К.А. Сборник задач по резанию металлов и режущему инструменту. М.: Машиностроение, 1984.
Седельников А.И., Флаксман А.Л. Расчет режимов резания: Методические указания. Киров: ВГТУ. 1994. 38 с.