

Вопрос 5. Конструкции электролизных ванн
Ванна - основной агрегат для электролитического рафинирования меди и должна обладать:
высокой прочностью, так как в нее загружают электроды общей массой около10т и заливают до 10 м3электролита;
стойкостью к агрессивным растворам (концентрация серной кислоты свыше до 200 г/дм3 при температуре 330— 340 К;
форма ванны должна обеспечить удобство при работе, осмотре и ремонте, а также рациональное использование площади помещения, т.е. обеспечить выпуск с единицы площади цеха максимального количества продукции.
Наибольшее распространение получили ванны из монолитного или сборного бетона, чаще всего кислотоупорного (рис. 6.19). Типичные внутренние размеры ящичных ванн, м: длина 3,5...5,5, ширина 1,0...1,3, глубина 1,2... 1,4. Габариты электролизных ванн определяются раз мерами электродов и расстоянием между ними. Глубина ванн, кроме длины электродов, определяют с учетом количества и качества образующегося шлама и сроков чистки электролизеров. Ширина ванны должна быть на 100 мм больше ширины катода. Между торцовой стенкой ванны икрайними катодами оставляют расстояние от 150 до 210 мм, а со стороны ввода электролита - не менее 200 мм. Длина ванны зависит от числа электродов и расстояния между ними. Количество анодов на единицу больше количества катодов, которое рассчитывают по выбранной силе токаI,оптимальной катодной плотности тока iк и рабочим размерам полотна катода (а - длина,b- ширина)
Nк = I / (2- iка∙b)(6.3)
Межэлектродное расстояние (между центрами одноименных электродов) колеблется от 89 до 110 мм. Уменьшение межэлектродного расстояния увеличивает производительность ванны, но также - число коротких замыка-

Рис.6.19. Ванна для электролитического рафинирования меди
1-карман для ввода электролита; 2-анод;3-катод; 4-лоток для вывода электролита; 5-железобетонная ванна; 6-винипластовая футеровка; 7-изоляторы;
8-контрольные отверстия
ний и трудозатраты на обслуживание. Наименьшее значение этого размера отмечено лишь в новых технологиях рафинирования, связанных с применением тонких анодов.
Менее распространены блочные конструкции ванн (заводы «Норильский никель», «Североникель» (Россия); «Онахама» (Япония) и др.); они отличаются более сложной конструкцией, усложняющей также их ремонт и обслуживание. В первую очередь это связано с использованием в них циркуляции с распределенным вводом и выводом электролита.
Ванны для удобства обзора и устранения неполадок при эксплуатации монтируют на высоте 2,0-3,5 м от нулевой отметки на балках, опирающихся на колонны или непосредственно на колоннах. Для уменьшения утечек тока между балками или колоннами и опорными брусьями ванн укладывают изоляторы: стеклянные, фарфоровые, текстолитовые, диабазовые пластины или стандартные фарфоровые электроизоляторы и дополнительно под каждым блоком ванн - изолированное основание, не связанное с основанием соседнего блока.
В современной практике применяют футеровку из поливинилхлорида или винипласта толщиной 10-15 мм. Винипластовую футеровку электролизеров собирают в металлических шаблонах определенного размера, стыки листов сваривают вручную винипластовыми прутками при температуре 493...533 К или на сварочных машинах при 403...423 К. Стандартные размеры ванн и шаблона обеспечивают быструю установку футеровки в электролизер. При изготовлении винипластовой футеровки необходима высокая точность. Несовпадение размеров электролизера и футеровки может привести к разрушению последней гидростатическим давлением электролита. Чтобы случайный обрыв анода или катода не пробил футеровку, дно ванны выстилают деревянными или винипластовыми досками, которые закрепляют поперечными брусками, расклиненными между стенками.
Футеровка из винипласта значительно дешевле ранее применявшейся свинцовой, однако, в отличие от нее, имеет меньший срок службы в связи со «старением» винипласта, эксплуатируемого в агрессивной среде (появление хрупкости). По этой же причине не получили распространения ванны, изготовленные из полимербетона. Поэтому поиск более стойкого и технологичного футеровочного материала электролизных ванн до сих пор является актуальным.
В последнее время для изготовления футеровки стали применять пластикат, полиэтилен, поливинилхлорид, полиизобутилен, полипропилен и другие пластические материалы. Наряду с ними, все большее распространение приобретает кислотостойкий бетон, пластобетон, алевролитный кирпич и некоторые другие материалы. В то же время заслуживает внимания накопленный положительный опыт футеровки ванн кислотоупорным кирпичем на асфальтобитумной мастике («Норильский никель»).
Компоновку электролизеров в серии проводят по каскадной и бескаскадной системе. В первом случае ванны расположены в 2-4 каскада по 10-20 ванн; на новых предприятиях, введенных в эксплуатацию за последние 20 лет, применяют в основном бескаскадную систему (рис. 6.20). Это оправдывается при повышенной интенсивности их работы, требующей наибольшего постоянства температуры, состава электролита и концентрации поверхностно-активных веществ во всех ваннах.
От компоновки серий электролизеров
зависят производительность
цеха, удобство обслуживания оборудования
и возможность механизации трудоемких
операции. Серии электролизеров располагают
по длине цеха. Меж-




.
Рис.6.20. Компоновка электролизеров в серии
1-главная шина;2-передаточная шина;3-шунт-разделитель;4-уравнительная шина;
а-подача электролита;б-вывод электролита
ду группами серий устраивают рабочие площадки, оборудованные узкоколейными железнодорожными путями и промывными машинами для отмывки товарных катодов и анодных остатков. На рабочие площадки подвозят в специальных вагонах аноды, которые затем мостовым краном с помощью специальных рам с захватами завешивают в ванны. С помощью этих же рам завешивают стартерные катоды, извлекают из ванн катоды с осадком и анодные остатки и подают их на промывочные машины.
Недостатками общепринятой технологии электрорафинирования меди, основанной на использовании стандартных электролизных ванн, является сложность операционной подготовки катода: наращивание основы на матрицах для изготовления стартерного катода, завешивание его, постоянный кон-
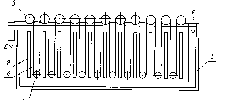
Рис.6.21. Электролизер с ленточным катодом:
1-корпус ванны;2-анод;3-катодная штанга;4-лента (катод);
5-противовес;а-ввод электролита;б-вывод электролита
троль коротких замыканий и поверхности катода в процессе наращивания и трудоемкость настройки электролизных ячеек. С целью упрощения этих процессов предложена и испытана в промышленных условиях электролизная ванн, включающая корпус с размещенными в нем электродами, катодные штанги, токоподводящие шины, устройства подачи и отвода электролита. Катод выполнен из полосы однослойной медной фольги толщиной 50-500 мкм, изогнутой в виде последовательного рядавертикальных петель с размещением каждой петли в соответствующем межанодном пространстве с крайними концами медной фольги, закрепленными на катодных штангах. Последние укреплены в торцах ванны. Верхняя полуволна каждой из петель опирается на полутрубчатую катодную штангу диаметром больше толщины да, установленную над анодом, а в нижнюю полуволну каждой из петель уложен противовес - цилиндр из токонепроводящего материала (рис. 6.21).