

Решение задачи 2
Вариант 1. Фрезерование цилиндрической фрезой
В качестве инструмента будем применять фрезу 2200-0468 ГОСТ 29092-91, изображенную на рис. 3, параметры которой приведены в таблице 4.
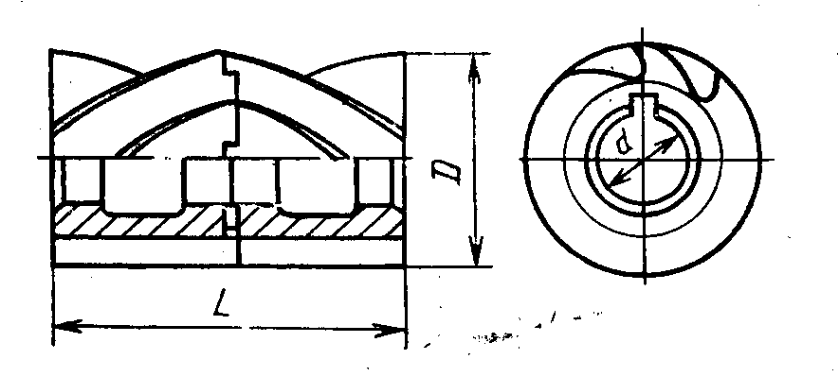
Рис. 3. Фреза 2200-0457 ГОСТ 29092-91
Таблица 4
|
D |
d |
L |
Число зубьев z |
|
160 |
60 |
250 |
18 |
Глубину резания t принимаем равной 3,0 мм.
Определяем по данным [2] подачу на зуб Sz равную 0,12 мм/зуб.
Скорость резания при фрезеровании рассчитывается по формуле:
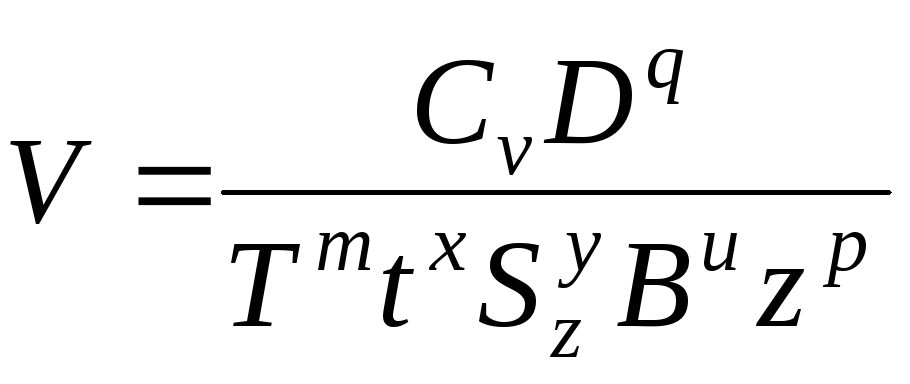
Коэффициент
![]() и показатели степени в формуле скорости
резания приведены в таблице 5.
и показатели степени в формуле скорости
резания приведены в таблице 5.
Таблица 5
Коэффициент
![]() и показатели степени в формуле скорости
резания
и показатели степени в формуле скорости
резания
|
Припуск, мм |
|
q |
x |
y |
u |
p |
m |
|
3,0 |
700 |
0,17 |
0,38 |
0,28 |
0,08 |
0,1 |
0,33 |
Скорость резания, рассчитанная по этим параметрам, равна:
 м/мин
м/мин
Определяем по
формуле
![]() число оборотов шпинделя:
число оборотов шпинделя:
![]()
По паспорту станка определяем число оборотов шпинделя в минуту:
![]()
Скорость резания для данного числа оборотов:
![]()
Для проверки
принятых значений параметров режима
резания необходимо рассчитать эффективную
мощность резания по формуле
![]() и сравнить с номинальной мощностью
привода главного двигателя станка.
и сравнить с номинальной мощностью
привода главного двигателя станка.
Осевая сила резания Pz рассчитывается по формуле:
![]()
Коэффициенты и показатели в формуле силы резания приведены в таблице 6.
Таблица 6
Коэффициенты и показатели в формуле силы резания
|
|
x |
y |
u |
q |
w |
|
68,2 |
0,86 |
0,72 |
1,0 |
0,86 |
0 |
Сила резания, рассчитанные по этим показателям, равна:
![]()
Эффективная мощность резания равна:
![]()
Сравнивая эффективную мощность с номинальной, обнаруживаем, что номинальная мощность двигателя главного привода станка, равная 7,5 кВт, ниже эффективной мощности резания, следовательно необходимо изменить принятые параметры режима резания.
Уменьшаем частоту
вращения шпинделя
![]()
Тогда
![]()
![]()
Рассчитываем требуемое машинное время на обработку по формуле:
![]() ,
,
где L – длина резания; i – число переходов; Sмин – минутная подача.
![]()
Вариант 2. Строгание
При строгании выбираем резец отогнутый строгальный Типа 1 2175-0031 ГОСТ 18893-73 с напайной твердосплавной пластиной из сплава ВК8 типа 06270 по ГОСТ 25397-90. Форма и геометрические параметры резца показаны на рисунках 4 и 5, и в таблицах 7 и 8. Форма и геометрические параметры пластины приведены на рис. 6 и в табл. 9
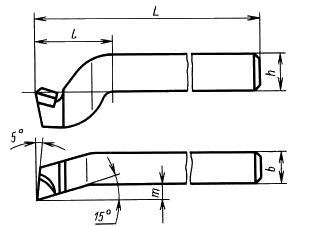
Рис. 6. Вид и размеры резца
Таблица 7
Размеры резца
|
Сечение
резца h |
L |
l |
m |
|
63 |
500 |
125 |
25,0 |
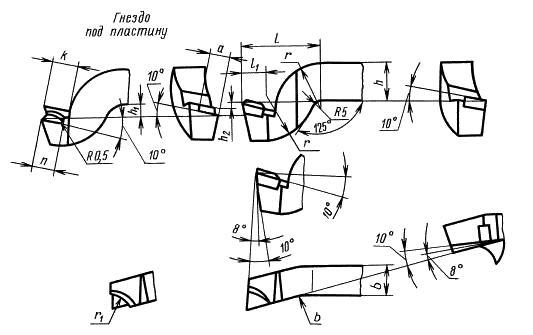
Рис. 7. Элементы конструкции и геометрические параметры резцов
Таблица 8
Геометрические параметры резцов
|
Сечение
резца h |
L |
l1 |
r |
r1 |
a |
n |
h1 |
h2 |
Обозначение пластин по ГОСТ 25397-90 |
|
63 |
125 |
43 |
68 |
12,5 |
32 |
16,7 |
9,5 |
5,0 |
06270 |
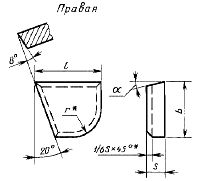
Рис. 8. Форма пластины 06270 ГОСТ 25397-90
Таблица 9
Размеры пластины 06270 ГОСТ 25397-90
|
l |
b |
s |
r |
α |
|
32 |
20 |
9.0 |
12,5 |
18˚ |
Припуск при строгании разбиваем на три прохода с глубиной резания каждого t=1 мм.
Подачу выбираем в соответствии с данными [2] равной s=1,3 мм/дв. ход.
Скорость резания при строгании рассчитывается по формуле:
![]() ,
,
где
![]() ,
,![]() - коэффициент, учитывающий влияние
главного угла в плане;
- коэффициент, учитывающий влияние
главного угла в плане;![]() - коэффициент, учитывающий влияние
вспомогательного угла в плане;
- коэффициент, учитывающий влияние
вспомогательного угла в плане;![]() - коэффициент, учитывающий влияние
инструментального материала;
- коэффициент, учитывающий влияние
инструментального материала;![]() - коэффициент, учитывающий влияние вида
строгания.
- коэффициент, учитывающий влияние вида
строгания.
Таблица 10
Коэффициенты и показатели в формуле скорости резания
|
|
m |
y |
|
|
|
|
|
47 |
0,20 |
0,80 |
1,4 |
1,0 |
0,74 |
0,8 |
Скорости резания, рассчитанные по этим формулам, следующие:
![]()
По табличным данным, взятым из паспорта станка, окончательно утверждаем:
![]()
Рассчитываем силу резания по формуле:
![]()
Таблица 11
Коэффициенты и показатели в формуле силы резания
|
|
x |
y |
n |
|
|
|
408 |
0,72 |
0,8 |
0 |
1,08 |
1,1 |
Получившееся значение силы резания равно:
![]()
Эффективная
мощность резания, рассчитанная по
формуле
![]() ,
равна:
,
равна:
![]()
Что меньше, чем номинальная мощность двигателя главного привода поперечно-строгального станка модели 736, равная 3,5 кВт. Таким образом, все режимы резания выбраны верно.
Рассчитываем требуемое машинное время на обработку по формуле:
![]() ,
,
где L – длина двойного хода; i – число двойных ходов; V – скорость резания; f – количество проходов.
![]() мин.
мин.
Вывод. Как строгание, так и фрезерование может применяться для обработки плоских поверхностей с заданной точностью, однако область применения этих методов и условия его применения различны. Фрезерование выгоднее применять в условиях массового производства, так как время на обработку фрезерованием меньше, чем время на обработку строганием. Строгание же выгодно использовать в условиях мелкосерийного и единичного производства, так как при строгании ниже затраты на инструмент.