

1.9. Рекомендации по выбору черновых баз
При выборе черновых баз необходимо придерживаться следующих рекомендаций:
1. Для надежного базирования и закрепления, черновая база должна иметь простую форму, ровную поверхность, достаточные размеры и наименьшую шероховатость поверхности. Недопустимо использовать поверхности с остатками прибылей, литниковых систем, со следами разъема опок, штампов,
пресс форм, И. Т. Д.
2. В качестве черновых баз следует выбирать поверхности, которые у готовой детали остаются необработанными. В этом случае будет обеспечена точность взаимного расположения обработанных и необработанных поверхностей, например их параллельность.
У корпусных деталей первой обрабатывается поверхность, которая в дальнейшем будет служить установочной базой, несущей максимальное количество опорных точек. При дальнейшей обработке деталь будет занимать наиболее устойчивое положение. Если деталь обрабатывается кругом, т.е. необработанных поверхностей на ней не остается, то в качестве черновой базы следует выбирать поверхность, имеющую наименьший припуск.
При обработке тел вращения необходимо в качестве черновой базы выбирать поверхность, которая обрабатывается на данном установе. В этом случае биение обрабатываемой поверхности будет меньше, что позволит уменьшить припуск на обработку.
1.10. Выбор чистовых баз. Принцип последовательности выбора баз
При производстве заготовок литьем или обработкой давлением в металле из-за неравномерности нагрева, охлаждения, упрочнения и. т. д. возникают внутренние (остаточные) напряжения. Эти напряжения снимают отжигом или старением заготовок. Полностью снять эти напряжения не удается. Металл заготовки под действием внутренних напряжений находится в статическом равновесии. Удаления слоя металла с поверхности при механической обработке приводит к нарушению этого равновесия и перераспределению внутренних напряжений. При нарушении равновесия под действием напряжений возникают деформации, которые искажают геометрию изделия. Каждый акт снятия припуска с поверхности сопровождается деформациями заготовки. В этой связи поверхности, которые были обработаны в первую очередь и имели правильную геометрическую форму, могут ее потерять. В этих условиях сначала обрабатывают поверхности, с менее точной геометрией, а затем с более точной. Если по технологии поверхность с точной геометрией обрабатывают в первую очередь, то в конце обработки изделия ее обработку следует повторить для получения окончательных размеров.
Принцип совмещения (единства) баз
Суть этого принципа заключается в том, что при обработке деталей партиями на предварительно настроенных станках, когда заданные на чертеже размеры выдерживаются автоматически, в качестве технологических баз следует выбирать поверхности, которые являются одновременно конструкторскими и измерительными базами.
Возможны четыре варианта решения возникшей проблемы.
1. Настроить некоторым образом станок (станки) на операционные размеры, допустим, на середину допуска размеров и согласиться с тем, что часть деталей после изготовления всей партии уйдет в брак за счет рассеяния размеров. Есть методы, которые позволяют оценить величину брака. Как правило, процент брака оказывается небольшим.
2. Ввести операционный контроль и производить поднастройку станков в процессе обработки.
3. Ужесточить допуск на размер (в). Для этого есть методы расчета.
4. Использовать принцип совмещения баз.
Рассмотрим последний способ решения проблемы. Определим поверхность (Б) как измерительную базу, т.к. от этой поверхности задан размер (а). Совместим эту поверхность с технологической направляющей базой. Операционный эскиз обработки показан на рис. 35, а. Тогда настройка на размер (а) уже не будет зависеть от размера (в) и допуск этот размер может быть любым.
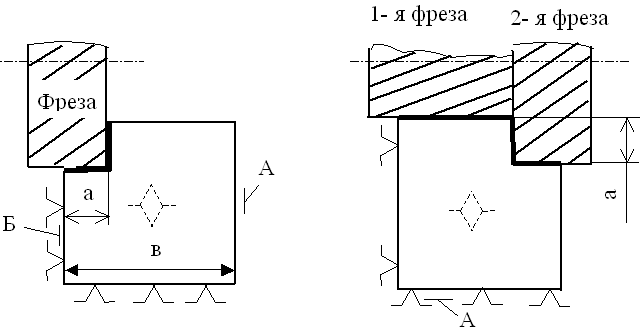
Рис. 35 Совмещение измерительной базы с технологическими а – направляющей; б – настроечной
Другим вариантом решения является совмещение измерительной базы с технологической настроечной. В этом случае обработка может быть выполнена за один рабочий ход комплектом фрез, диаметр которых подобран так, чтобы выдерживался размер (а) в пределах заданного допуска (рис. 35,6).
Принцип постоянства баз
При механической обработке заготовок, особенно сложной конфигурации, возникает необходимость менять их положение. Если при установке в новом положении меняются базы, то возникают отклонения от перпендикулярности, параллельности, соосности и другие погрешности между ранее обработанными и вновь обрабатываемыми поверхностями. Каждая новая смена баз увеличивает эти погрешности. В пределах одной операции, когда обработка ведется с одного установа, они минимальны.
Т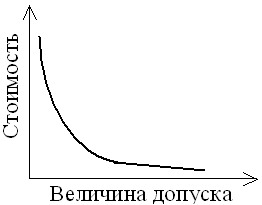 аким
образом суть принципа постоянства баз,
можно сформулировать так.При
механической обработке изделий для
повышения точности расположения
поверхностей, число баз на всех операциях
должно быть минимальным, и если это,
возможно, следует использовать одну и
ту же базу, меняя только черновую. В
пределах одной операции необходимо
стремиться вести обработку с одного
установа.
аким
образом суть принципа постоянства баз,
можно сформулировать так.При
механической обработке изделий для
повышения точности расположения
поверхностей, число баз на всех операциях
должно быть минимальным, и если это,
возможно, следует использовать одну и
ту же базу, меняя только черновую. В
пределах одной операции необходимо
стремиться вести обработку с одного
установа.