

3.3. Расчет сборочных размерных цепей вероятностным методом. Основные расчетные зависимости.
Размерной цепью называется замкнутая цепь размеров (звеньев размерной цепи), связывающих ряд поверхностей деталей в машине или механизме. Размерные цепи, определяющие взаимное расположение поверхностей, принадлежащих разным деталям в машине, и требующих ограничения погрешности их взаимного расположения при конструировании машин или их сборке, называют сборочными РЦ.
Вероятностный расчет позволяет расширить допуски при изготовлении деталей с определенной вероятностью риска выхода параметров исходного звена за допустимые пределы, что при сборке м.б. исправлено повторной сборкой изделия.
При вероятностном способе расчета формула определения поля рассеивания значений замыкающего звена имеет вид: (1)
Расчет размерных цепей теоретически вероятностным методом основан на теории вероятностей.
В условиях единичного и массового производства при оптимально настроенном оборудовании размеры изготавливаемых деталей (рассеяние их размеров) подчиняются закону нормального распределения.
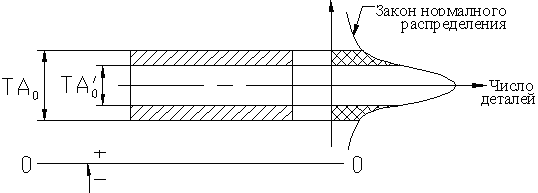
Отклонение
размеров в основном группируются около
середины поля допуска, а вероятность
изготовления размеров деталей с
предельными (верхним
![]() и нижним
и нижним![]() )
отклонениями весьма мала.
)
отклонениями весьма мала.
Замыкающее звено размерной цепи принимаем за случайную величину, являющуюся суммой независимых случайных переменных, т.е. суммой независимых составляющих звеньев цепи.
![]() ……………(1)
……………(1)
Предположим, что границы вероятностного распределения составляющих и замыкающего звеньев совпадают с границами допусков, то при вероятности 0,27% риска можно принять
![]() или
или
![]() ,
,
соответственно
![]() (
При этом у 0,27% деталей размеры замыкающего
звена будут выходить за пределы поля
допуска).
(
При этом у 0,27% деталей размеры замыкающего
звена будут выходить за пределы поля
допуска).
Подставляя
![]() и
и![]() в
уравнение (1) получаем
в
уравнение (1) получаем
![]() ……………(2)
……………(2)
При других законах распределения (равной вероятности, закона треугольника) вводятся коэффициенты.
![]()
k0, kj – коэффициенты характеризующие отличие распределения погрешностей у составляющих и замыкающего звеньев от распределения по закону Гаусса.
При вероятностном расчете отклонения ES(A0) и EJ(A0) замыкающего звена определяют по формулам
![]()
![]()
Решение прямой задачи (проектный расчет) теоретико-вероятностным методом. Эта задача решается аналогично методике, изображенной для прямой задачи по методу max-min.
Способ равных допусков
![]()
![]()
Способ допусков одного квалитета
![]()
Применение теоретико-вероятностного метода расчета расчетных цепей по сравнению с методом max-min позволяет:
При решении обратной задачи, по известным допускам составляющих определить более узкий допускзамыкающего звена.
При решении прямой задачи, по заданному допуску замыкающего звена назначить более грубые, т.е.технологически выполняемые допуски составляющих звеньев.
Например:
n=4; TA0=8мкм
![]()
![]()
Метод групповой взаимозаменяемости
Селективная сборка
Сущность – изготовление деталей со сравнительно широкими технологическими, выполнимыми допусками, сортировке деталей на равное число групп с более узкими групповыми допусками и сборке их (после комплектовании) по одноименным группам.
Применяют когда средняя точность размеров цепи очень высокая и экономически неприемлема.
Преимущества:
Позволяет обрабатывать детали с более широкими допусками, при обеспечении необходимой точности. (в n раз повышается точность сборки без уменьшения TD на изготовления).
Недостатки:
Усложняется контроль (требуется большой штат контролеров, измерительно-сортировочное оборудование), повышается трудоемкость сборки, увеличение незавершенного производства, т.к. разное число деталей в группах.
Применяется в массовом и крупносерийном производстве, когда затраты на сортировку, сборку окупаются высоким качеством. При производстве подшипников качения и сборке ответственных резьбовых соединений селективная сборка единственная экономически целесообразная.
При селективной сборке Nmax и Smin уменьшают, а Smax и Nmin увеличивают, прибли-жаясь с увеличением числа групп сортировки к Nm и Sm дляданной посадки, что делает соединения более долго-вечными.
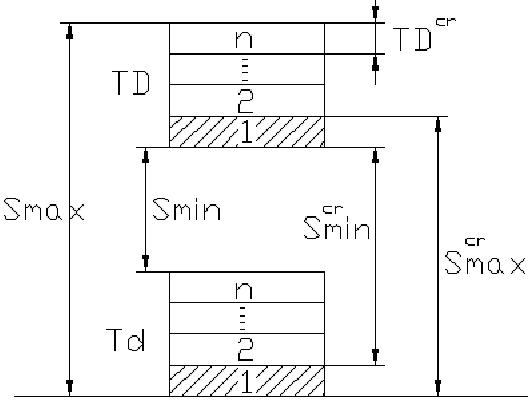
Для установления числа групп n сортировки деталей необходимо знать тре-буемые предельные значения групповых SN, которые находятся из условия обеспечения долговечности соединения, либо допускаемое значениегруппового допуска, определяемого экономической точностью сборки и сортировки. TD=Td
Групповой N и S остаются постоянными при переходе от одной группы к другой.
При сборке деталей для повышения долговечности подвижных соединений необходимо создавать наименьший допускаемый зазор, для повышения работоспособности соединений с натягом – наибольший допускаемый натяг.
Число n подсчитывается по следующим формулам (для подвижных посадок):
![]()
При
заданном
![]()
![]()
![]()
При TD>Td групповой S, N при переходе от одной группы к другой не остается постоянным, следовательно, однородность соединений не обеспечивается, поэтому селекционную сборку целесообразно применять при TD=Td.
При большом числе групп сортировки групповой допуск незначительно отличается от допуска групп при меньшем числе групп, но при этом усложняется организующий контроль и сложность сборки значительно возрастает.
![]()
Лишь
в подшипниковой промышленности при
сортировке тел качения
![]() .
.