

Расчет размерных цепей
Расчет размерных цепей – нахождение неизвестных параметров звеньев размерной цепи.
С помощью теории размерных цепей решают две основные задачи:
Прямую
Обратную
Прямая задача – в большинстве случаев решается при конструировании.
Проектный расчет – известны параметры замыкающего звена, необходимо найти параметры составляющих звеньев.
Обратная задача – преимущественно решается при разработке технологических процессов изготовления и сборки изделий.
Поверочный расчет – известны параметры составляющих звеньев, необходимо найти параметры замыкающего звена.
Размерные цепи решаются методом, обеспечивающими полную и неполную взаимозаменяемость.
Расчет размерных цепей методом max-min, обеспечивающим полную взаимозаменяемость.
В дальнейшем используемые обозначения:
Aj (j = 1, 2, …, m-1) – номинальный размер произвольного звена размерной цепи.
А0 – номинальный размер замыкающего звена размерной цепи.
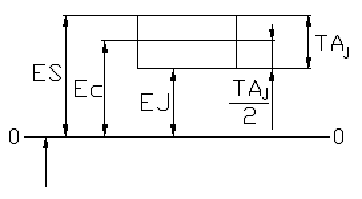
TAj, TA0 – допуски описанных выше размеров.
Ajmax, Ajmin, Ajc – предельные и среднии размеры звеньев цепи.
ES(Aj), EJ(Aj), Ec(Aj) – предельные и среднее отклонение размеров размерной цепи.
m – полное число звеньев размерной цепи.
n – число увеличивающих звеньев.
p – число уменьшающих звеньев.
n + p = m – 1 – замыкающее звено.
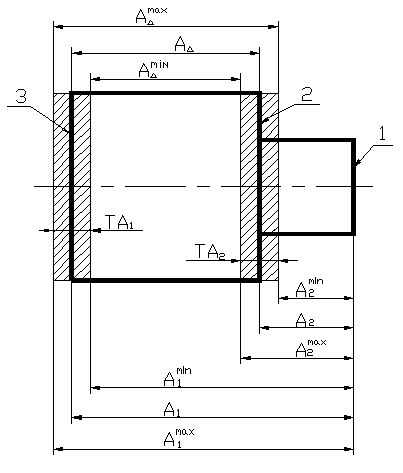
Сначала обрабатывают базовую плоскость 1, затем по настройке от этой базы – плоскость 2 по размеру A2 и плоскость 3 по размеру A1.
![]()
Поверочный расчет
Решение задач производится по формулам:
![]()
![]()

![]()
![]() ;
; ![]()
![]()
![]()
![]()
Самым грубым размером в размерной цепи является замыкающий размер (т.к. его допуск равен сумме допусков составляющих звеньев). Поэтому, если к какому-либо размеру предъявляются высокие требования по точности, то нужно составить такую последовательность обработки, чтобы этот размер не был замыкающим, а был составляющим.
2. При конструировании необходимо соблюдать правило наикратчайшей размерной цепи, т.е. число звеньев в размерной цепи должно быть минимальным.
Проектный расчет
Заключается в распределении допуска замыкающего размера между составляющими.
В рамках метода max-min этот расчет осуществляется двумя способами.
Способ равных допусков.
Применяется, когда составляющие размеры близки по величине или принадлежат одному интервалу диаметров в таблице допусков.
![]()
![]()
![]()
Способ допусков одного квалитета (равноточных допусков).
Все составляющие звенья изготавливают по одному квалитету точности. Требуемый квалитет определяется следующим образом.
Допуск составляющего размера
![]()
![]()
D – среднегеометрический размер для интервала
![]()
по условию
![]()
![]()
![]()
T – в мкм. D – в мм.
По арасч определяем квалитет (арасч ~ aтабл).
По этому квалитету назначаем допуски на составляющие размеры
![]() ,
, ![]() ,
,![]()
Необходимо скорректировать допуски на составляющие размеры так, чтобы сумма Taj была равна TA0 (т.к.
 ,
то
,
то ).
Скорректировать это значит уменьшить
или увеличить допуск одного или двух
составляющих размеров чтобы
).
Скорректировать это значит уменьшить
или увеличить допуск одного или двух
составляющих размеров чтобы .
.Назначаем предельные отклонения на составляющие размеры. Предельные отклонения на все составляющие размеры, кроме одного, назначаем как на основную деталь в системе образования посадок, т.е. на охватывающие размеры по «Н» (+), на охватываемые размеры по «h» (-), в трудноопределяемых случаях допуск назначается симметрично (
 ).
).
Предельное отклонение одного размера определяется по формулам:
![]()
![]()